SULZER METCO 热喷涂工艺介绍(中文版)——本人将继续分享涂层类的文档
- 格式:pdf
- 大小:4.76 MB
- 文档页数:24
热喷涂技术适用范围无论是机械零件还是金属构件,最突出的问题就是表面磨损或腐蚀或者两者皆之。
这里简要介绍一下美国METCO公司的涂层应用指南1、耐磨损——热喷涂技术在高温和低温下最大的应用领域。
这类涂层具体分为以下几种:(1)耐粘着磨损或划伤——两个表面相对滑动,碎屑从一个表面粘到另一个表面时,发生粘着磨损或划伤。
专用典型涂层为钴基碳化钨、镍铬/碳化铬涂层。
(2)耐磨粒磨损——当较硬表面在较软表面上滑动,而且两表面之间存在磨损时,发生磨粒磨损。
当纤维和丝线在表面高速通过时,也发生磨粒磨损。
专有典型涂层为钴基镍铬合金、自熔合金混合钼、氧化铬涂层。
(3)耐微振磨损——重复加载和卸载产生周期应力导致表面开裂和大面积脱落。
专用典型涂层为氧化铝/二氧化钛涂层。
(4)耐气蚀磨损——液体流动在表面产生机械冲击。
专用典型涂层为铝青铜涂层。
(5)耐冲蚀磨损——气体或液体携带粒子高速冲击表面时,发生冲蚀磨损。
专用典型涂层为氧化铝/二氧化钛、氧化铝涂层。
2、耐高温抗氧化——这类涂层抗化学或物理分解,改善零件的高温性能。
这类涂层分为以下几种:(1)热障涂层——在零件和高温环境之间充当热屏障。
典型涂层为用氧化钇做稳定化处理的氧化锆涂层。
(2)抗高温氧化涂层——保护基体抗高温氧化。
典型涂层为镍/铬涂层。
(3)耐热腐蚀涂层——保护暴露在热腐蚀性气体中的基体。
典型涂层为镍/铬涂层。
3、防腐蚀涂层——选择这类涂层比较复杂,因为零件在服役状态,环境温度和各种介质对涂层材料都有一定的要求,一般采用钴基合金、镍基合金和氧化物陶瓷等作为涂层材料,通过提高涂层的致密性,堵住腐蚀介质的渗透;合理选择涂层材料与零件基材的氧化/还原电位,防止电化学腐蚀,涂敷抑制腐蚀的封孔剂。
4、导电涂层或绝缘涂层——这类涂层又分为以下几种:(1)导电涂层——专用典型涂层为铜涂层。
(2)绝缘涂层——专用典型涂层为氧化铝涂层。
(3)屏蔽涂层——抗电磁干扰(EMI)或高频干扰(RFI)专用典型涂层为铜涂层。
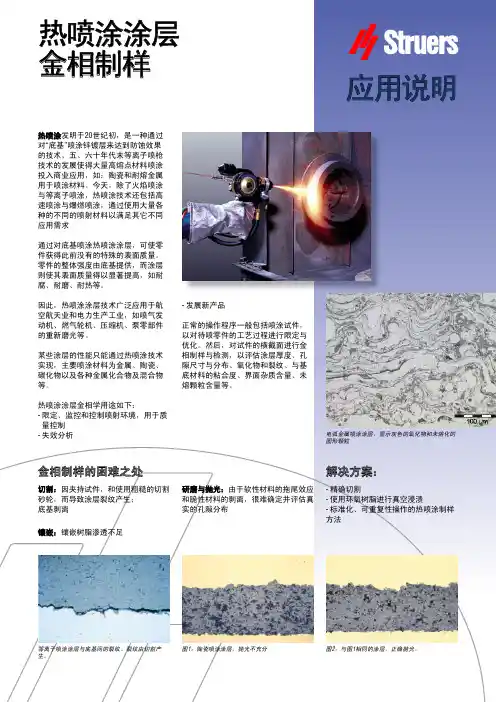
第四节热喷涂工艺热喷涂是近代各种喷涂、喷熔(或称喷焊)工艺的总称。
热喷涂工艺是把丝状或粉末状材料加热到近熔化或熔化状态,进而使之雾化、加速,最后喷至零件表面上形成覆盖层的工艺。
热喷涂工艺既是一种表面强化工艺,也是一种修复工艺。
作为强化工艺,可以根据工作需要在零件表面喷涂各种不同材料,使之分别具有耐磨、耐腐蚀、抗高温氧化等性能。
作为修复工艺可以修复磨损、腐蚀等损伤零件的表面,恢复其原有尺寸,延长零件使用寿命。
一、热喷涂工艺的种类和特点1.热喷涂工艺的种类通常按照熔化热喷涂材料所用的热源划分。
喷涂:有电弧喷涂、等离子喷涂、火焰喷涂(包括爆炸喷涂、超音速喷涂)等。
喷涂材料为丝状或粉末状。
喷熔:有火焰粉末喷熔、等离子粉末喷熔等。
2.热喷涂工艺的特点(1)适用的材料范围广。
各种金属或非金属材料的表面均可获得预定性能的涂层。
(2)热喷涂材料广。
金属及其合金、陶瓷、有机树脂等均可作为涂层的材料。
(3)工艺简单,操作容易,涂层形成速度快,加工时间短,生产率高。
(4)喷涂零件受热温度低,热应力小,变形非常小。
喷熔零件温度高,热应力大,容易产生变形或裂纹。
(5)喷涂层与零件表面为机械结合,结合强度低,约为5-50MP a,抗冲击性能差。
喷熔涂层与零件表面为冶金结合,结合强度高,约为300-700MPa。
(6)喷涂层是由金属颗粒堆积而成的,内部多孔,可存油,有利于润滑。
喷熔层则是连续致密的金属。
(7)喷涂层厚度可从0.05mm至几毫米。
喷熔层的最小厚度为0.8mm,一步法喷熔层厚度一般不大于2mm;二步法每次喷熔层厚度为0.2~0.3mm,可多次实施获得较大厚度的喷熔层。
二、粉末火焰喷涂1..喷涂原理火焰喷涂是利用氧一乙炔火焰作热源,用专用喷枪把加热到熔化或近熔化状态的合金粉末喷到经过预先处理的零件表面上形成要求涂层的工艺,如图6-5所示。
喷涂时热源是氧和乙炔为1:1的中性焰,温度可达3100℃,压缩空气的压力为0.45MPa。
热喷涂方法分类及工艺原理5.3.1热喷涂分类方法作为新型的实用工程技术目前尚无标准的分类方法,一般按照热源的种类,喷涂材料的形态及涂层的功能来分。
如按涂层的功能分为耐腐,耐磨,隔热等涂层,按加热和结合方式可分为喷涂和喷熔:前者是机体不熔化,涂层与基体形成机械结合;后者则是涂层再加热重熔,涂层与基体互溶并扩散形成冶金结合。
平常接触较多的一种分类方法是按照加热喷涂材料的热源种类来分的,按此可分为:①火焰类,包括火焰喷涂、爆炸喷涂、超音速喷涂;②电弧类,包括电弧喷涂和等离子喷涂;③电热法,包括电爆喷涂、感应加热喷涂和电容放电喷涂;④激光类:激光喷涂。
5.3.2火焰类喷涂1.火焰喷涂:火焰喷涂包括线材火焰喷涂和粉末火焰喷涂。
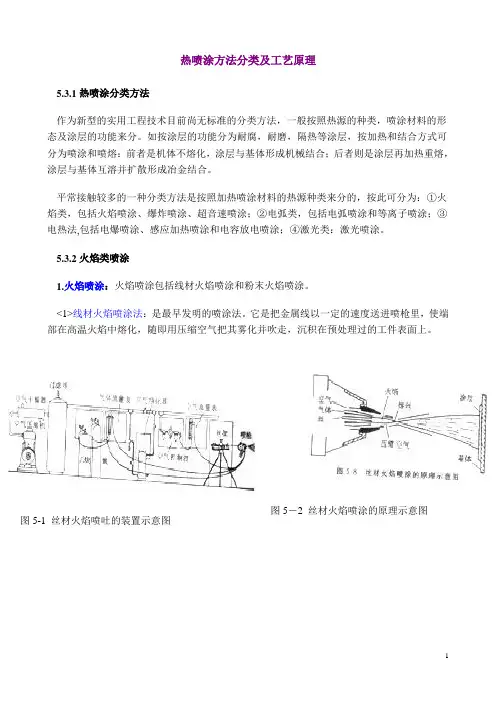
<1>线材火焰喷涂法:是最早发明的喷涂法。
它是把金属线以一定的速度送进喷枪里,使端部在高温火焰中熔化,随即用压缩空气把其雾化并吹走,沉积在预处理过的工件表面上。
图5-2 丝材火焰喷涂的原理示意图图5-1 丝材火焰喷吐的装置示意图图5-1表示丝材火焰喷涂的装置。
图5-2则是丝材火焰喷涂枪的剖面图,它示出了丝材火焰喷涂的基本原理。
喷涂源为喷嘴,金属丝穿过喷嘴中心,通过围绕喷嘴和气罩形成的环形火焰中,金属丝的尖端连续地被加热到其熔点。
然后,由通过气罩的压缩空气将其雾化成喷射粒子,依靠空气流加速喷射到基体上,从而熔融的粒子冷却到塑性或半熔化状态,也发生一定程度的氧化。
粒子与基体撞击时变平并粘结到基体表面上,随后而来的与基体撞击的粒子也变平并粘结到先前已粘结到基体的粒子上,从而堆积成涂层。
丝材的传送靠喷枪中空气涡轮或电动马达旋转,其转速可以调节,以控制送丝速度。
采用空气涡轮的喷枪,送丝速度的微调比较困难,而且其速度受压缩空气的影响而难以恒定,但喷枪的质量轻,适用于手工操作;采用电动马达传送丝材的喷涂设备,虽然送丝速度容易调节,也能保持恒定,喷涂自动化程度高,但喷枪笨重,只适用于机械喷涂。

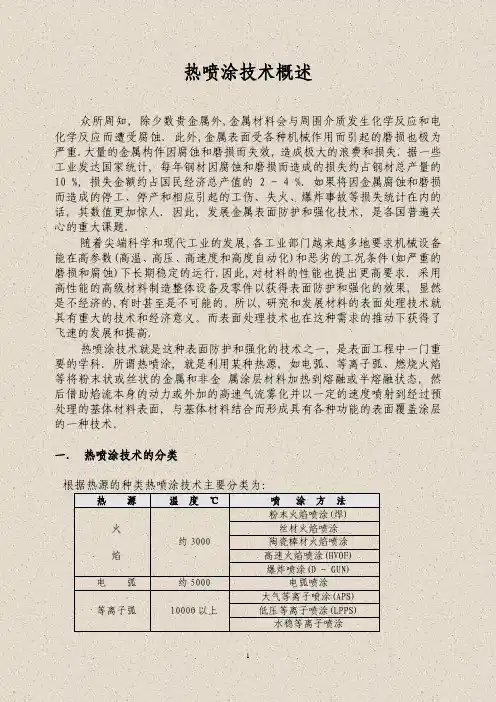
热 源 温 度 ℃ 喷 涂 方 法
粉末火焰喷涂(焊) 火 丝材火焰喷涂
约3000 陶瓷棒材火焰喷涂 焰 高速火焰喷涂(HVOF)
爆炸喷涂(D - GUN) 电 弧 约5000 电弧喷涂
大气等离子喷涂(APS) 等离子弧 10000以上 低压等离子喷涂(LPPS)
水稳等离子喷涂
三. 热喷涂工艺
热喷工艺过程如下:
工件表面预处理 → 工件预热 → 喷涂 → 涂层后处理
1. 表面预处理
为了使涂层与基体材料很好地结合,基材表面必须清洁及粗糙, 净化和粗化表面的方法很多, 方法的选择要根据涂层的设计要求及基材的材质、形状、厚薄、表面原始状况以及施工条件等因素而定.
净化处理的目的是除去工件表面的所有污垢,如氧化皮、油渍、油漆及
低速火焰喷涂
250
500
750
1000 m/s
25005000750010000 o C 0
0 电弧喷涂
等离子喷涂
高速火焰喷涂
温度 速度
其他污物, 关剂清洗法、蒸 粗化处
用于防材的腐蚀,必树脂、硅树脂
五. 各种热
1. 氧乙
丝熔化, 熔化也具有设备一的金属及合金
涂容易氧化的
六. 热喷涂原
氧化物加杂孔隙或孔洞颗粒间的粘接颗粒基体粗糙度
涂层
基体粗糙度
对基体的粘接力
基体
(3)
颗
七.热喷涂材 热喷涂材
材料进行防护
3. 抗高 对于一
叶片与金属表用于迷宫式密保持转子轴的。
热喷涂技术介绍热喷涂一、热喷涂介绍1、热喷涂是一种表面强化技术,是表面工程技术的重要组成部分,一直是我国重点推广的新技术项目.它是利用某种热源(如电弧、等离子喷涂或燃烧火焰等)将粉末状或丝状的金属或非金属材料加热到熔融或半熔融状态,然后借助焰留本身或压缩空气以一定速度喷射到预处理过的基体表面,沉积而形成具有各种功能的表面涂层的一种技术。
2、热喷涂原理:热喷涂是指一系列过程,在这些过程中,细微而分散的金属或非金属的涂层材料,以一种熔化或半熔化状态,沉积到一种经过制备的基体表面,形成某种喷涂沉积层。
涂层材料可以是粉状、带状、丝状或棒状。
热喷涂枪由燃料气、电弧或等离子弧提供必需的热量,将热喷涂材料加热到塑态或熔融态,再经受压缩空气的加速,使受约束的颗粒束流冲击到基体表面上。
冲击到表面的颗粒,因受冲压而变形,形成叠层薄片,粘附在经过制备的基体表面,随之冷却并不断堆积,最终形成一种层状的涂层。
该涂层因涂层材料的不同可实现耐高温腐蚀、抗磨损、隔热、抗电磁波等功能。
3、定义:热喷涂是指采用氧—乙炔焰、电弧、等离子弧、爆炸波等提供不同热源的喷涂装置,产生高温高压焰流或超音速焰流,将要制成涂层的材料如各种金属、陶瓷、金属加陶瓷的复合材料、各种塑料粉末的固态喷涂材料,瞬间加热到塑态或熔融态,高速喷涂到经过预处理(清洁粗糙)的零部件表面形成涂层的一种表面加工方法。
我们把特殊的工作表面叫“涂层”,把制造涂层的工作方法叫“热喷涂”,它是采用各种热源进行喷涂和喷焊的总称。
4、用途:这在高速气流的作用下使之雾化成微细熔滴或高温颗粒,以很高的飞行速度喷射到经过处理的工件表面,形成牢固的覆盖层,从而使工件表面获得不同硬度、耐磨、耐腐、耐热、抗氧化、隔热、绝缘、导电、密封、消毒、防微波辐射以及其他各种特殊物理化学性能。
它可以在设备维修中修旧利废,使报废的零部件“起死回生”;也可以在新产品制造中进行强化和预保护,使其“益寿延年”。
5、热喷涂材料:喷涂粉末在整个热喷材料中占据十分重要的地位。
热喷涂技术热喷涂技术在国家标准GB/T18719—2002《热喷涂术语、分类》中定义:热喷涂技术是利用热源将喷涂材料加热至溶化或半溶化状态,并以一定的速度喷射沉积到经过预处理的基体表面形成涂层的方法。
热喷涂技术在普通材料的表面上,制造一个特殊的工作表面,使其达到:防腐、耐磨、减摩、抗高温、抗氧化、隔热、绝缘、导电、防微波辐射等一系多种功能,使其达到节约材料,节约能源的目的,我们把特殊的工作表面叫涂层,把制造涂层的工作方法叫热喷涂。
热喷涂技术是表面过程技术的重要组成部分之一,约占表面工程技术的三分之一。
热喷涂技术具有的优点:1、设备轻便,可现场施工。
2、工艺灵活、操作程序少。
可快捷修复,减少加工时间。
3、适应性强,一般不受工件尺寸大小及场地所限。
4、涂层厚度可以控制。
5、除喷焊外,对基材加热温度较低,工件变形小,金相组织及性能变化也较小。
6、适用各种基体材料的零部件、几乎可在所有的固体材料表面上制备各种防护性涂层和功能性涂层。
热喷涂技术的特点从热喷涂技术的原理及工艺过程分析,热喷涂技术具有以下一些特点. 1. 由于热源的温度范围很宽,因而可喷涂的涂层材料几乎包括所有固态工程材料,如金属,合金,陶瓷,金属陶瓷,塑料以及由它们组成的复合物等. 因而能赋予基体以各种功能(如耐磨,耐蚀,耐高温,抗氧化,绝缘,隔热,生物相容,红外吸收等)的表面. 2. 喷涂过程中基体表面受热的程度较小而且可以控制,因此可以在各种材料上进行喷涂(如金属,陶瓷,玻璃,布疋,纸张,塑料等),并且对基材的组织和性能几乎没有影响,工件变形也小. 3.设备简单,操作灵活, 既可对大型构件进行大面积喷涂,也可在指定的局部进行喷涂;既可在工厂室内进行喷涂也可在室外现场进行施工. 4.喷涂操作的程序较少,施工时间较短,效率高,比较经济. 随着热喷涂应用要求的提高和领域的扩大, 特别是喷涂技术本身的进步, 如喷涂设备的日益高能和精良,涂层材料品种的逐渐增多,性能逐渐提高, 热喷涂技术近十年来获得了飞速的发展, 不但应用领域大为扩展, 而且该技术已由早期的制备一般的防护涂层发展到制备各种功能涂层;由单个工件的维修发展到大批的产品制造;由单一的涂层制备发展到包括产品失效分析,表面预处理, 涂层材料和设备的研制,选择, 涂层系统设计和涂层后加工在内的喷涂系统工程;成为材料表面科学领域中一个十分活跃的学科.并且在现代工业中逐渐形成象铸,锻,焊和热处理那样的独立的材料加工技术.成为工业部门节约贵重材料,节约能源,提高产品质量,延长产品使用寿命,降低成本,提高工效的重要的工艺手段, 在国民经济的各个领域内得到越来越广泛的应用.编辑本段热喷涂工艺技术近年发展趋势与特点热喷涂技术目前在国内已经得到了比较广泛的推广应用,近年来发展的趋势和特点是:(1)大面积长效防护技术得到了广泛应用对于长期暴露在户外大气的钢铁结构件,采用喷涂铝、锌及其合金涂层,代替传统的刷油漆方法,实行阴极保护进行长效大气防腐,近年来得到了迅速发展。
热喷涂工艺①根据工件的材料、技术要求及工作条件等选用基层及工作层用材料。
选料时参阅其他有关资料。
一般情形,薄涂层选用细粉,厚涂层选用粗粉。
②零件喷涂的主要目的大都是补偿磨损尺寸。
一般,喷涂后必须机械加工达到尺寸和形位精度要求,因此确定涂层厚度时应考虑加工余量,并考虑喷涂后工件热态与冷态的尺寸差异。
补偿层厚度以0.4~1 mm为宜,局部厚度应≤3mm。
加工余量一般可取0.4≤0.8mm。
对于工件磨损量小,只喷涂自粘结复合材料,其厚度应≤0.3mm。
③以涂层材料性能、厚度及粒度确定喷涂参数,包括乙炔和氧气的压力、喷距、喷枪与工件的相对运动速度等。
这些参数除参考有关资料外,应注意积累经验数据。
(1)工作表面的预处理工作表面的预处理亦称表面制备,它是保证涂层与基体结合强度的重要工序。
①凹切。
表面有疲劳层或局部严重拉伤的沟痕,在强度允许的条件下,可以对工件凹切处理,即在工件表面车去或磨去一层金属。
最小凹切深度应满足最小涂层厚度的要求。
表1-1所列普通轴类零件最小涂层厚度可供参考。
由于工件表面磨损不均匀,可采取分阶段梯凹切。
分段处应圆弧过渡,最大凹切深度应≤3mm,视轴直径大小,必要时进行强度核算。
表1-1 普通轴类零件最小涂层厚度 mm轴直径d 最小涂层轴直径d 最小涂层d≤25 0. 25 100<d≤0.8025<d≤50 0.40 125<d≤0.9050<d≤75 0.55 d>150 1.075<d≤0.70②表面清理。
油污、油漆用溶剂或清洗剂清除。
如果油渍已渗入基体材料内可用乙炔一氧焰烘烤。
对锈层可酸浸,机械打磨或喷砂清除。
③表面粗化。
表面粗化的方法有喷砂、切槽或车螺纹、滚花纹、拉毛等。
这些方法可单独使用,也可以并用。
i.喷砂。
喷砂后基体呈现出新表面,并获得一定的表面粗糙度。
喷砂用磨料必须清洁干燥并有尖锐棱角。
优先选用熔融刚玉、碳化硅、冷硬铸铁砂。
对零件壁厚>4mm和厚涂层,可选粒度0.5~1.5mm的磨料,表面可得到Rz=l00μm的粗糙度。