第1章 金属切削的基础知识
- 格式:ppt
- 大小:8.61 MB
- 文档页数:2
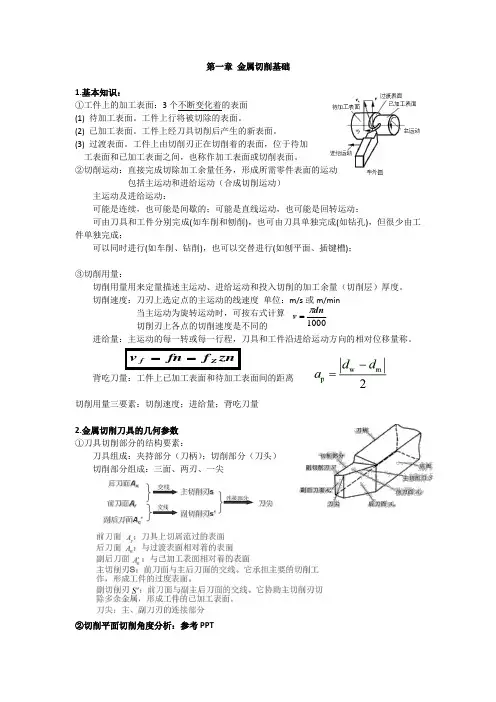
第一章 金属切削基础1.基本知识:①工件上的加工表面:3个不断变化着的表面 (1) 待加工表面。
工件上行将被切除的表面。
(2) 已加工表面。
工件上经刀具切削后产生的新表面。
(3) 过渡表面。
工件上由切削刃正在切削着的表面,位于待加 工表面和已加工表面之间,也称作加工表面或切削表面。
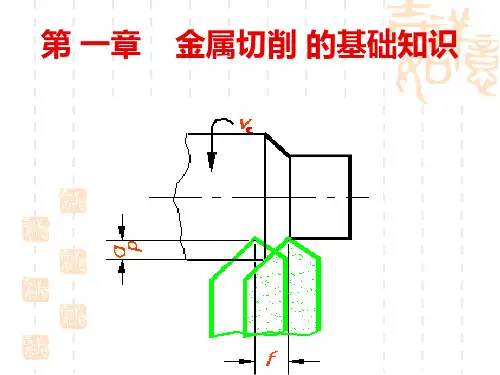
②切削运动:直接完成切除加工余量任务,形成所需零件表面的运动包括主运动和进给运动(合成切削运动)主运动及进给运动:可能是连续,也可能是间歇的;可能是直线运动,也可能是回转运动;可由刀具和工件分别完成(如车削和刨削),也可由刀具单独完成(如钻孔),但很少由工件单独完成;可以同时进行(如车削、钻削),也可以交替进行(如刨平面、插键槽);③切削用量:切削用量用来定量描述主运动、进给运动和投入切削的加工余量(切削层)厚度。
切削速度:刀刃上选定点的主运动的线速度 单位:m/s 或m/min当主运动为旋转运动时,可按右式计算 切削刃上各点的切削速度是不同的进给量:主运动的每一转或每一行程,刀具和工件沿进给运动方向的相对位移量称。
znf fn v Z f ==背吃刀量:工件上已加工表面和待加工表面间的距离切削用量三要素:切削速度;进给量;背吃刀量2.金属切削刀具的几何参数①刀具切削部分的结构要素:刀具组成:夹持部分(刀柄);切削部分(刀头) 切削部分组成:三面、两刃、一尖②切削平面切削角度分析:参考PPT1000dnv π=第二章金属切削的基本规律及其应用1.切屑的种类及其变化①分类:带状切屑;底面光滑,背面呈毛茸状挤裂切屑;底面光滑有裂纹,背面呈锯齿状节状切屑;底面已不光滑,呈粒状金属块的堆砌崩碎切屑:不规则块状颗粒②影响切屑形状的因素:工件材料、切削速度、进给量、刀具角度③切屑形状对加工过程的影响:切削过程平稳性、表面质量④切屑控制:卷曲和折断2.切削层金属的变形①三个变形区②变形程度的表示:变形系数;剪切角;剪应变变形系数PS:能表示变形程度的参数:切屑形态(方便、定性);剪切角(定量);变形系数(纯挤压,易测);剪应变(纯剪切,较合理,忽略挤压)③刀—屑接触区的变形与摩擦第二变形区特征:切屑底层晶粒纤维化,流速减慢,甚至滞留。

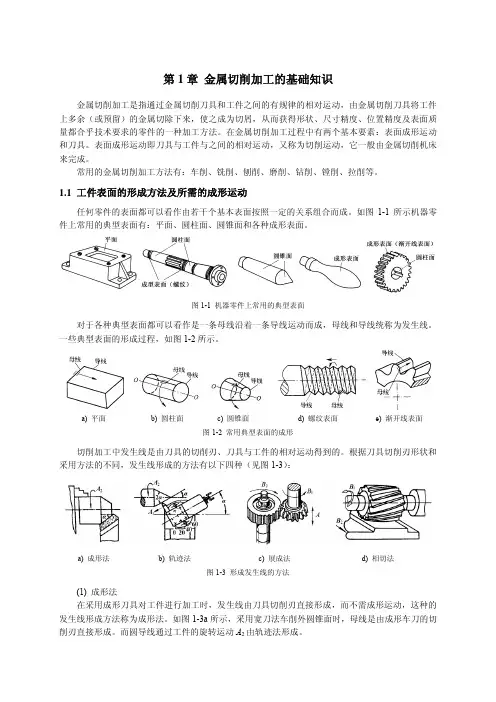
第一章金属切削的基本知识1.切削三要素概念与计算。
切削用量:是指切削速度、进给量和切削深度三者的总称,这三者又称切削用量三要素。
①切削速度v:在切削加工中,刀刃上选定点相对于工件的主运动v = πdn / 1000 ( m / min )式中 d --- 完成主运动的刀具或工件的最大直径(mm) n --- 主运动的转速(r / min)②进给量f:工件或刀具的主运动每转或每双行程时,工件和刀具在进给运动中的相对位移量。
vf = n * f (mm / min)③切削深度ap:等于工件已加工表面与待加工表面间的垂直距。
⑴对于外圆车削 ap = (dw - dm) / 2 (mm)⑵对于钻孔 ap = dm / 2 (mm)式中 dw --- 工件加工前直径(mm);dm --- 工件加工后直径(mm)。
2.①高硬度②高耐热性③足够的强度和韧性④高耐磨性⑤良好的工艺性顾其它。
3.刀具的标注角度定义,作用。
刀具的标注角度是指静止状态下,在工程图上标注的刀具角度。
(下面以车刀为例介绍刀具的标注角度)⑴前角γ0:在正交平面内测量的,前刀面与基面的夹角。
前角的作用:前角↑切屑变形↓切削力↓刃口强度↓前刀面磨损↓导热体积↓⑵后角α0:在正交平面内测量的,后刀面与切削面的夹角。
后角的作用:后角↑后刀面与加工表面间的摩擦↓后刀面磨损↓刃口强度↓导热体积↓⑶主偏角Kr:在基面内测量的,主切削刃与进给方向的夹角。
主偏角的作用:主偏角↑切削刃工作长度↓刀尖强度↓导热体积↓径向分力↓⑷副偏角Kr’:在基面内测量的,副切削刃与进给反方向的夹角。
副偏角的作用:副偏角↑副后面与工件已加工表面摩擦↓刀尖强度↓表面粗糙度↑⑸刃倾角λS:在切削平面内测量的,主切削刃与基面的夹角刃倾角的作用:①影响排屑方向:λS >0 °排向待加工表面;λS =0 °前刀面上卷曲λS <0 °排向已加工表面;②影响切入切出的稳定性③影响背向分力大小刀具角度的选择原则:1)粗加工塑性材料时,选择大前角γ0,小后角α0,小主偏角Kr,较小或负的刃倾角λs;加工脆性材料时可适当减小前角γ0;加工高硬度难加工材料时,采用负前角(γ0<0°)。