仿金电镀.PPt
- 格式:ppt
- 大小:352.00 KB
- 文档页数:11
仿金电镀工艺五金生产自改革开放以来发展非常迅速,除了特定的高档次产品采用纯金镀层外,更普遍的为镀24K仿金镀层,在装饰电镀工艺中,仿金电镀是应用面最广的电镀工艺。
灯饰、锁具、吊扇、箱包、打火机、眼镜架、领带夹等各种制品虽然有着各式各样的外表,但绝大部份仍然是金色镀层,获得金色外观的方法很多,有镀真金、镀铜锌、铜锡或铜锡仿金,着金色电泳漆,代金胶工艺等。
其中仿金电镀是普遍使用的工艺。
一、仿金镀液配方1.铜锌、铜锡或铜锌锡仿金电镀溶液中最常用,也最稳定的是氰化镀液。
国内工厂一般都使用自己配制的合金电镀溶液。
我们乐将团队总结多年现场经验分享给大家配方如下:亚铜28-30克氰化钠60-65克氰化锌7-8克酒石酸钾钠6-8克氢氧化钾10-12克锡酸钠1.5-2.5克硫酸钴微量2.外资工厂和一部份国内工厂还使用国外电镀原材料商提供的青铜盐来做仿金。
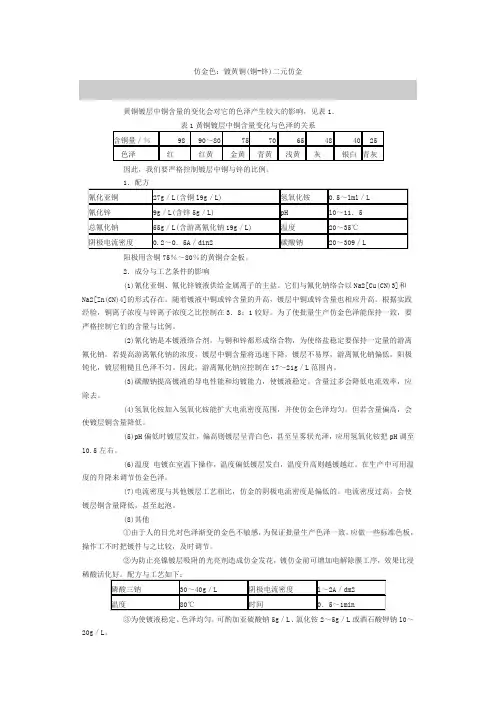
其工艺配方和操作条件为:青铜盐80~100g/L 氨水1~2ml/L 温度35~50度镀液组成:Cu 15~18g/L Zn 6~8g/L 游离NaCN 8~10g/L二、仿金电镀不仅只是配方中络物和铜、锌、锡三元含量和温度的优选,而更重要是电流和时间的选择,电流分三档不同安培数,三档电流受时间控制,拉开高、中、低阴极电流,先高后低、挂具不停地轻轻的晃动,在电流作用下,镀层由青白→微黄→近24K仿金色三、各成份作用与控制技巧1.氰化钠其含量的增加,一方面有利于Zn(CN)j一的形成,减少锌在镀液析出的量,;另一方面增强了铜氰离子与氰的络合程度,降低铜的析出量。
从我们乐将团队长期控制的经验来看:适量的氰化钠可以使偏红的色彩转黄,也可能转变过头而偏白。
这个依氰化钠量变化而产生颜色的变化过程大家一定要记牢!在新配可调整溶液时,各种离子之间的络合转变并不是马上能完成,为使其中的各种络合离子达到稳态的化学平衡,当加入氰化钠或氢氧化钠后要均匀搅拌络合一段时间,才能对调色效果明显2.氢氧化钠1)是锌的第二络合剂,也是锡的唯一络合剂,锌和锡在合金镀层中所占的比值直接影响色彩。
仿金电镀
仿金电镀层,一般采用电镀铜-锡合金或铜-锌合金,也有采用铜锌-锡三元合金.仿金镀层外观颜色可达到16K~18K金的色泽,可由电镀仿金的工艺配方和操作条件决定.仿金层具有不是真金似真金的颜色,价廉物美,深受人们喜爱.
装饰用的仿金镀层厚度一般在1~2um,只要用在制品表面上镀一层金黄色,这样薄的铜合金层耐腐蚀性极差,这就要求底层镀层既光亮又要有一定硬度,并且耐腐蚀性能高.单独采用镀厚铜层打底,再镀仿金层,效果不好,镀金不逼真易泛红.故生产中常采用镀光镍打底层,也有采用镀光亮铜和光亮镍或者光亮铜锡合金和光亮镍作为底层.
电镀仿金层后,需进行适当的钝化处理和涂覆一层透明的有机膜.钝化处理是不可缺少的工序,除防止仿金层的氧化变色,也可中和零件表面残留碱.为了防止镀层变色及钝化膜被破坏,经电镀仿金的零件钝化处理后,还必须涂覆一层透明而且有一定硬度的有机膜进行保护.常用的镀金层保护膜涂料,是丙烯酸类、环氧树脂类、聚氨脂类及其他涂料.
生产中常应用的仿金溶液有氰化物镀液和焦磷酸盐仿金镀液.。
氰化仿金电镀工艺(一)铜锌合金仿金电镀铜锌合金的仿金镀层很薄,一般只有0.3~1μm,其中含有铜70%~80%、锌约20%~30%。
为了防变色并效果好,还可以添加少量其他一元金属。
仿金镀层的颜色不仅与铜和锌的含量及比例有关,而且与镀液的成分及工艺条件有着密切关系。
镀铜锌合金仿金镀层溶液配方及工艺条件如下:氰化亚铜(CuCN) 75g/L 溶液温度20~22℃氰化锌[Zn(CN)2] 9g/L 电流密度2~10A/dm2氰化钠(总量,NaCN) 55g/L 阳极材料铜(70%)、锌(30%)氰化钠(游离,NaCN) 15~25g/L合金板碳酸钠(Na2CO3)6~25g/L电镀时间视镀层厚度而定氟化钠2~5g/L仿金镀层出镀后,对空气和水中的杂质极其敏感,因此必须用纯净水或无离子水清洗最后一道工序,同时必须马上进行钝化处理。
钝化处理的溶液配方如下:铬酐(Cr03) 2~5g/L 氧化锌(ZnO) 0.8g/L销酸(HN03) 1mL/L 阴离子表面活性剂0.2mL/L所得的钝化膜是一层看不见、透明的薄膜,它不仅可以增加耐蚀性,在存放时可抗色变,同时还可以增加仿金镀层与最后涂刷清漆层之间的附着力。
仿金镀层钝化后必须迅速干燥,最后一次也应用无离子水清洗。
用木屑烘干是一种有效的干燥方法,能够可靠地防止干燥后出现的斑点。
仿金镀层干燥后应马上涂透明清漆,以便隔绝镀层与氧接触,避免由于氧化而颜色变暗的情况出现。
6~12μm的环氧基罩光漆或清漆效果较好,环氧基罩光漆的耐磨性能较好,产品在使用过程中不会变色,漆膜不易破损。
漆膜涂覆后在30~40min内硬化,但要在90~100℃下干燥24h。
这种仿金镀层有沉积速度快、镀层厚度只有0.3~1.0μm、复杂零件上的仿金镀层色泽基本均匀一致而操作简便等特点。
(二)铜锡合金仿金电镀铜锡基合金仿金电镀效果也很好,其溶液的基本配方及工艺条件如下:氰化亚铜(CuCN) 30g/L 氰化钾(总,KCN) 40g/L锡酸钠(Na2Sn03) 15g/L 氰化镍钾[KzNi(CN)4] 5g/L氨基磺酸钠[Na2(NH2S03)2] 10g/L 溶液温度20~30℃氨基磺酸铟[In(NH2S03)2] 6g/L 电流密度3A/din2酒石酸钾钠[NaKC4H46] 20g/L如果在溶液中再添加2g/L苹果酸或柠檬酸,可获得良好的黄铜色泽;若添加10g/L柠檬酸,可得到18K金色;把柠檬酸的含量提高到20g/L时,可以镀得玫瑰金色泽。



仿金电镀工艺在装饰电镀工艺中,仿金电镀是应用面最广的电镀工艺。
灯饰、锁具、吊扇、箱包、打火机、眼镜架、领带夹等各种制品虽然有着各式各样的外表,但绝大部份仍然是金色镀层,获得金色外观的方法很多,有镀真金、镀铜锌、铜锡或铜锡仿金,着金色电泳漆,代金胶工艺等。
其中仿金电镀是普遍使用的工艺。
铜锌、铜锡或铜锌锡合金电镀溶液中最常用,也最稳定的是氰化镀液。
国内工厂一般都使用自己配制的合金电镀溶液。
外资工厂和一部份国内工厂使用外国电镀原材料商提供的青铜盐。
其工艺配方和操作条件为:青铜盐 70~90 g/L氨水 1~2 ml/L温度 35~45°CDK 0.2~0.9 A/dm2镀液组成:Cu 15~18 g/LZn 6~8 g/L游离NaCN 8~10 g/L由于仿金镀层在空气中极易变色,因此,镀后处理极为重要。
首先要进行钝化处理。
虽然使用含六价铬的化学钝化效果也不错,但碱性重铬酸钾的电解钝化对防止仿金镀层变色效果更好,获得工厂的广泛应用。
电解钝化的工艺配方和操作条件为:名称范围仿金电解钝化粉 50~100克/升阴极电流密度 1~1.5A/dm2pH值 12.5~14.0温度常温阳极不锈钢时间 1~1.5分钟电解钝化时,镀件作阴极。
电解钝化时,镀件作阴极。
要注意保持阳极表面清洁,若阳极表面产生黑色膜,应提出槽外经水洗→酸洗→水洗干净后,再放回镀槽内。
为保证钝化质量,槽液pH值应不低于12.5,电流1A/dm2以上,如为恒电压则5-6V。
钝化后的工件必须经过充分的水洗,再作切水和切油处理。
其工艺流程如下:仿金→水洗→水洗→电解钝化→超声波水清洗→水洗一次→切水→切油。
切水是用切水剂脱去工件表面的水份,因此工件表面变得不亲水,切油是去掉工件表面的不亲水的切水剂,然后烘干喷漆。
24K仿金电镀,这里我要特别提到的是温州技术创新的24K仿金电镀。
24K仿金电镀不仅只是配方中络物和铜、锌、锡三元含量和温度的优选,而更重要是电流和时间的选择,电流分三档不同安培数,三档电流受时间控制,拉开高、中、低阴极电流,先高后低、挂具不停地轻轻的晃动,在电流作用下,镀层由淡白→微黄→近24K金黄色,镀出金色调和罩光漆烘干温度相关。