全息彩印防伪标识及其生产工艺的生产技术
- 格式:pdf
- 大小:181.58 KB
- 文档页数:17
全息原版制作的原理与工艺彩虹全息概述从商品包装的角度考虑,包装防伪标识不仅应该具有较强的防伪功能,而且更重要的是当在包装上使用了防伪标识后,标识不仅不破坏原来包装图案的整体协调感和装潢效果,而且应该增强原包装的装潢促销功能。
目前常用的全息防伪标识主要采用彩虹全息图。
所以本书重点介绍彩虹全息图的制作工艺。
彩虹全息是用激光记录的全息图,用白光再现单色或彩色像的一种全息技术,从再现像与原物色彩之间的异同,彩虹全息又可分为假彩色彩虹全息和真彩色彩虹全息两类。
彩色彩虹全息的基本特点是在记录系统中适当位置加入一个狭缝,其作用为限制了再现光波,以降低图像的色模糊,从而实现白光再现单色或彩色像。
彩虹全息首先由本顿受到全息图的碎片能再现物体完整像的启发,在1969年以二步记录全息(二步彩虹全息)的方式提出的。
二步彩虹全息先记录一张离轴菲涅耳全息图(称主全息或掩膜),如图1(a)所示。
用记录主全息时的逆参考方向的共轭光照明主全息图,使其再现孪生实像,靠近主全息放一个宽为a的水平狭缝S,以限制衍射光束即以狭光束构成孪生实像,如图1(b)所示。
这样记录的全息图即为二步彩虹全息。
用再现白光照明这彩虹全息时,物体和狭缝的再现像将激光记录时,再现像束中红、绿、蓝(R、G、B)三种颜色波长光的再现像和狭缝像处在不同的位置,这样,在不同波长狭缝像的位置即看到不同颜色的像,这就是能用白光照明全息图再现单色像的原因。
如果人眼沿z轴移动,使几种颜色的光进入眼睛,就会观察到像的颜色像雨后天空中的彩虹一样,这就是彩虹全息命名的由来。
因为本顿提出的二步彩虹全息要记录二次全息图,手续较繁,易产生噪声,且不能对再现像的颜色的观察方位作设定。
所以,后来发展了一步彩虹全息、加场镜的一步彩虹、像散二步和一步彩虹、无狭缝彩虹、无透镜彩虹、条形散射屏综合狭缝彩虹、编码二步彩虹和零光程差彩虹全息等多种彩虹全息技术。
考虑到商品包装对防伪标识应具备能用专色表示品牌特色的功能,能通过景特色彩的设计,景特纵深感强、装潢效果好和色彩鲜艳多变引人注目等要求,本书仅介绍具有色彩编码功能的彩虹全息的制作工艺。
激光全息防伪技术简介激光防伪技术包括激光全息图像防伪标识、加密激光全息图像防伪标识和激光光刻防伪技术三方面。
一、第一代激光防伪技术第一代激光防伪技术是激光模压全息图像防伪标识。
全息照像是由美国科学家伯格(M• J• Buerger)在利用X射线拍摄晶体的原子结构照片时发现的,并与伽柏(D• Gaber)一起建立了全息照像理论:利用双光束干涉原理,令物光和另一个与物光相干的光束(参考光束)产生干涉图样即可把位相“合并”上去,从而用感光底片能同时记录下位相和振幅,就可以获得全息图像。
但是,全息照像是根据干涉法原理拍摄的,须用高密度(分辨率)感光底片记录。
由于普通光源单色性不好,相干性差,因而全息技术发展缓慢,很难拍出像样的全息图。
直到60年代初激光出现之后,其高亮度、高单色性和高相干度的特性,迅速推动了全息技术的发展,许多种类的全息图被制作出来,全息理论得到很好的验证,但由于拍摄和再现时的特殊要求,从诞生之日起,就几乎一直被局限在实验室里。
70年代末期,人们发现全息图片具有包括三维信息的表面结构(即纵横交错的干涉条纹),这种结构是可以转移到高密度感光底片等材料上去的。
1980年,美国科学家利用压印全息技术,将全息表面结构转移到聚酯薄膜上,从而成功地印制出世界上第一张模压全息图片,这种激光全息图片又称彩虹全息图片,它是通过激光制版,将影象制作在塑料薄膜上,产生五光十色的衍射效果,并使图片具有二维、三维空间感,在普通光线下,隐藏的图像、信息会重现。
当光线从某一特定角度照射时,又会出现新的图像。
这种模压全息图片可以像印刷一样大批量快速复制,成本较低,且可以与各类印刷品相结合使用。
至此,全息摄影向社会应用迈出了决定性的一步。
由于当时这种模压全息图片的制作技术是非常先进的技术,只有少数人掌握,于是就被用作防伪标识。
其防伪的原理是:1. 在激光全息图片拍摄的整个过程中,如果有一项条件不同(如拍摄彩虹全息的条件),则全息标识的效果就会有差异。
全息防伪产品技术条件第2部分:防伪全息纸1范围本文件规定了防伪全息纸技术要求、检验规则、标志、包装、运输和贮存,描述了相应的试验方法,给出了分类的信息,界定了相应的术语和定义。
本文件适用于多种工艺制成的全息及微纳结构的防伪全息纸的生产、检验和销售。
2规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T450纸和纸板试样的采取及试样纵横向、正反面的测定GB/T451.1纸和纸板尺寸及偏斜度的测定GB/T451.2纸和纸板第2部分:定量的测定GB/T459纸和纸板伸缩性的测定GB/T462纸、纸板和纸浆分析试样水分的测定GB/T2828.1计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划GB/T2829-2002周期检验计数抽样程序及表(适用于对过程稳定性的检验)GB/T7706-2008凸版装潢印刷品GB/T17000-2009全息防伪产品通用技术条件GB/T17004防伪技术术语GB/T19245-2003防伪技术产品通用技术条件GB/T22365-2008纸和纸板印刷表面强度的测定QB/T1020纸和纸板印刷适性试验用标准油墨3术语和定义GB/T17004界定的以及下列术语和定义适用于本文件。
3.1防伪全息纸anti-counterfeiting holographic paper以纸为基材,经多种工艺制成的全息及微纳结构防伪技术产品。
3.2版缝plate gap由模压工作版拼接或模压过程造成的产品有效版面内的缝隙。
3.3黄斑yellow spot镀铝层上轻微发黄的斑痕。
3.4黑斑black spot由于模压辊上的或模压工作版上的缺陷等原因所造成的全息图上出现的暗点。
3.5划痕scratch产品有效版面内有影响的划伤痕迹。
全息技术的防伪特征及识别方法(一)显性全息防伪识别特征及验证方法1.验证条件(1)光源:白光点光源。
(2)光源入射方向:点光源从试样上方倾斜入射,日视正向观察。
2.全息防伪识别特征(1)彩虹全息①多色二维/三维多色(像面)彩虹全息:在像面内令息图像不同位置呈现不同颜色。
②图像:不同景深的图像显示不同的颜色。
③三维全息:全息图像呈三维立体像。
④真彩色:二维或三维再现像与实物色彩相似,称为真彩色。
(2)点阵全息①放射一收缩状效果:改变观察方向,全息图像呈现放射一收缩动态变化②旋转效果:改变观察方向,全息图案呈现平面旋转(如扇形)的动态变化。
③二维超线全息:在像面内的精细超线图案呈多色彩虹④流动型效果:试样经平移或旋转时,其全息图案有流动的视觉变化。
(3)体积型反射全息①单色体积全息:用单波长记录的体积反射全息,全息图像为一种颜色.在垂直方向和水平方向观察可有立体效果②真彩色体积反射全息:多种波长记录的体积反射全息,全息图像为多种颜色,在垂直方向和水平方向观察可有立体效果。
(4)光透镜效果①凹、凸透镜:全息图像呈现凹透镜或凸透镜效果。
②明码标记:通过透镜可以看到深层次的文字。
(5)同位异像转动试样时,可在同一位置先后看到不同的图文。
(6)三维背景在像面内,由于图像有微小的错位,视觉产生两个不同的景深或连续变化的景深,使图文呈现立体感。
(7)多通道合成全息①立体像效果:试样绕垂直轴向转动时,单眼观察可见图像的不同侧面,双眼观察视觉图像为转动着的立体像。
②连续动作效果:转动试样时,全息图像具有连续动作的动画效果。
(8)消色全息①烧白:改变光入射方向时,图文显示相同的白色。
②碎银:图案中显示有银色颗粒或片状物。
③金属色:试样绕垂直轴转动时,不同部位先后由亮变暗,亮的部分具有金属颜色。
(二)隐性全息防伪识别特征及验证方法1.奠尔条纹(1)将专用解码片放在试样上,转动解码片至某一方位,看到隐形图文昆示。
(2)将专用解码片放在试样上,转动解码片至相差一个角度的两个或几个方位,应看到两个或几个隐形图文显示。
激光全息技术大全激光全息技术又名镭射全息技术,是通过光束成像的一种技术,不同的观察角度展现不同的色彩,包括图像文字等等。
激光全息防伪技术是国内最早用于产品防伪的技术之一。
激光全息防伪技术分为模压全息防伪技术、立体型反射全息防伪技术和全息标识定位烫印技术。
一、防伪全息标识定位烫印技术:是利用具有精密的移动和定位效果的精密定位烫印设备,把防伪全息标识定位烫印到预先设计的包装上。
在烫印标上可以运用所有在通用全息防伪不干胶标识上采用的防伪技术,如像素全息、真彩色、合成加密、微刻、光化浮雕等技术,能起到极佳的防伪效果。
定位烫印与包装盒有机地融合为一体,同其它防伪技术相得益彰,而且设计还可以大大提高包装的装潢效果。
图形输出激光防伪技术(激光雕刻或激光喷码技术)利用激光束在标的物表面形成图文的防伪标记。
具有一定防伪作用,但由于其设备无特定控制,一般不单独用于产品防伪。
第一种对于激光图形输出防伪标识(微孔型)可以利用激光微细穿孔技术制作图文输出。
孔径可以是圆孔或椭圆孔,也可以是不连续的线形孔,孔径变化还可作为防伪特征;孔径与孔密度变化形成有层次的图像可提高防伪力度;激光微孔图像片用压膜塑封后具有不可剥离防转移防伪特征;正面激光打孔形成第一图像,标识基底被倾斜到一个精确角度后激光打孔制作第二图像,转动标识可以分别看到两个不同的图像,从而形成新的防伪特征。
第二种对于激光图形输出防伪标识(非微孔型)可以利用高能激光束通过图形输出镜(特殊设计的),经聚焦瞬间在被标记商品表面或包装表面高温气化而形成肉眼可见的特定图文,可在玻璃、塑料、金属包装,特别是封口上制作,具有一定防伪作用。
二、模压全息防伪技术:模压全息图像是以狭缝为有效光栏拍摄的全息图,经曝光处理后,即得一张浮雕型位相全息图,可制作全息图的母版。
然后用真空镀膜或化学镀膜(浸镀或喷镀)方法,在母版表面镀上一层很薄金属膜(如银膜),再电铸上适当厚度的镍或其它金属,做成一块机械性能良好的模压金属板。

一种激光全息防伪复合镀铝膜及其生产工艺
近年来,随着假冒伪劣商品的不断增加,防伪技术备受重视。
激光全息防伪技术依托于激光干涉形成的全息图案,形成了一种非常有效的防伪手段。
而激光全息防伪复合镀铝膜作为其一种重要应用,也因此引起了众多企业的关注。
该复合镀铝膜的生产工艺如下:
一、底材处理:使用PET等透明或不透明薄膜基材,经过光洁处理后,喷涂铝粉便于后续复合使用。
二、涂层处理:采用聚氨酯等树脂材料,进行两遍的涂布,使得涂层均匀、平整。
三、激光全息处理:将经过涂层处理的薄膜基材,采用激光全息技术,形成具有独特图案的全息膜。
四、热压处理:在恰当的温度和压力下,将两层薄膜基材复合,形成复合镀铝膜。
这种激光全息防伪复合镀铝膜具有许多优点:首先,由于使用激光全息技术,图案非常独特,很难被仿制;其次,该复合镀铝膜不仅具有良好的防伪性能,而且还具有非常好的美观性能,适用于各个领域的产品包装;最后,该膜的耐热性和耐化学性都非常好,涉及食品等高要求行业的包装也完全可以使用。
总体而言,激光全息防伪复合镀铝膜是一种非常重要的防伪材料,其生产工艺非常的精细,适用于各个领域的包装。
随着企业对防伪技术的需求不断提高,该复合镀铝膜的应用前景非常广阔。
书山有路勤为径;学海无涯苦作舟
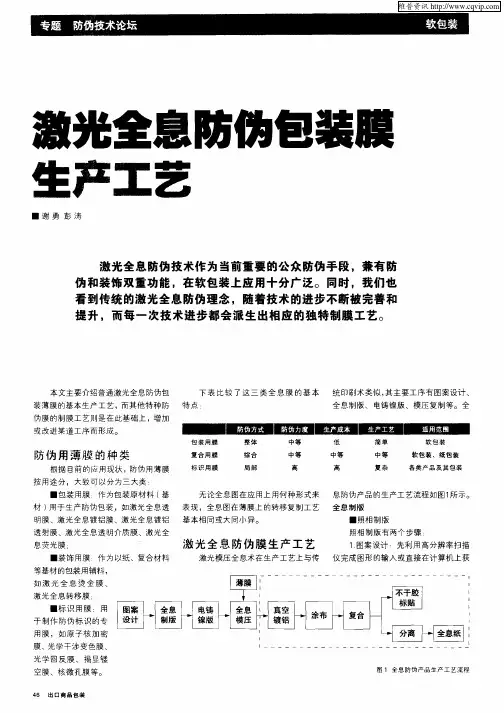
彩虹、专版全息纸的防伪特性及生产工艺(上)
十几年来,泰安北方九星全息制品有限公司一直致力于激光全息防伪技术的研究,特别是为适应国家包装环保纳要求,2 00 2年开发研制出环保型的彩虹全息纸、专版全息纸,自上市以来,成为本年度包装市场的亮点,深受烟草行业客户的欢迎。
本文就彩虹全息纸、专版全息纸的防伪特性、生产过程、技术指标、产品规格以及市场应用作简略的介绍。
一。
防伪特性
防伪就是指防止以欺骗为目的,未经所有权人准许而进行仿制或复制
的措施。
彩虹全息纸、专版全息纸由于采用了大视场全息制版技术和其他全息制版技术相结合,加之制作过程复杂,因而防伪力度较强,不易被仿制。
二。
生产过程
彩虹全息纸、专版全息纸的生产过程较为复杂,一般要经过模压彩虹
全息专版制作、投料、模压、配料、涂布、镀膜、复合、固化、剥离、分切等艺制作过程。
彩虹全息纸、专版全息纸的主要生产工艺过程可参考图A:
1. 彩虹、专版全息版制作
制作彩虹、专版全息版要用到2口/3D彩虹全息、大视场全息等制版
技术要经过模型制作、光刻感光版、激光全息照相和电铸制版等过程。
2.投料
按照生产计划,选择符合要求的薄膜/纸进行投料。
专注下一代成长,为了孩子。
本技术涉及一种既不同于普通的彩印标签,也不同于传统的全息铝箔标识的全息彩印防伪标识及其生产工艺,标识包括基膜、离型层、信息层、隔离层、彩色印刷层、特种印刷层、不干胶层,工艺为设计→制版→原材料制作→模压→彩色印刷→特种印刷→涂胶→模切、分切→检验包装,具有集多种防伪技术措施于一体,综合制作,防伪手段使用方便并易于广大消费者识别的优点,它是防伪领域的新式武器,其强大的防伪力度和广泛的实用性是产品安全的首选保护措施。
技术要求1.一种全息彩印防伪标识,包括基膜(1),其特征在于:在基膜上设置有一层离型层(2),在离型层上设置有一层信息层(3),在信息层上设置有一层隔离层(4),在隔离层上设置有一层彩色印刷层(5),在彩色印刷层上设置有一层特种印刷层(6),在特种印刷层上设置有一层不干胶层(7)。
2.一种全息彩印防伪标识生产工艺,其特征在于:第一步:设计:包括彩色印刷设计、激光全息设计和防伪措施设计,(1)、彩色印刷设计:根据客户的要求,针对具体的素材进行图稿设计,完成定稿后为电脑彩色排版图稿,(2)、激光全息设计:对标识全息部分的每一单元的具体全息特征进行逐一数字化设计,完成定稿后为电脑灰度图稿,(3)、防伪措施设计:针对标识的防伪力度,进行整体防伪措施设计,包括面对公众、直观的一线防伪技术;隐蔽的、须借助特殊手段或仪器才能显现的二线防伪技术,第二步:制版:包括彩色印刷制版、激光全息制版、拼版或电成型制版:(1)、彩色印刷制版:根据第一步中的彩色印刷设计,进行彩色印刷制版,得到可供彩色印刷的版辊,(2)、激光全息制版:根据第一步中的激光全息设计,运用光学干涉及衍射原理,进行激光全息制版,又分为激光光刻制版和普通激光制版,在感光材料上,经光路进行激光干涉曝光显影后,得到具有全息图案光刻胶母版,(3)、拼版、电成型制版:把经激光全息制版所得的光刻胶母版,进行化学镀、拼版和电成型,得到可供模压用的全息金属母板,第三步:原材料制作:选用市售的薄膜基材,经过物理和化学处理,制作成为专用的全息彩印防伪标识原材料,具体如下:(1)、离型层涂布:在基膜上涂布离型剂,该离型剂是以高分子纤维素调制,由于其对塑料薄膜有优良的剥离性,使基膜经处理后具备良好的一次性使用特性,(2)、信息层涂布:在经离型层涂布后的基膜上涂信息层,该信息层是以特殊变性邻苯二甲酸酐树脂为主剂,使用时搭配氨基架桥剂树脂,并添加适量促进剂,促以快速硬化成膜,使之具备能转移全息镭射光栅条纹的特性,(3)、高折射率镀膜:基膜经过前期处理后,再通过高真空镀膜,使之具备均匀的高折射率材料保护层,使基膜满足后续加工之需要,第四步:模压:把第二步所得的专用的全息金属母版上的光栅条纹转移到基膜上,使基膜具备彩虹全息的特性,第五步:彩色印刷:在经模压完毕后具有全息图案的基膜上,用第二步所得的彩色印刷版辊进行彩色印刷,使基膜具备普通彩印的效果,第六步:特种印刷:在基膜完成上述工艺加工后或进行第五步——彩色印刷的同时,进行特种防伪油墨印刷,单独或同时采用紫外荧光、红外激发、温变、压敏油墨,使产品在紫外线、红外线、温变或压力条件下显现特殊的文字或图案变化,以达到防伪目的,第七步:涂胶:在基膜完成上述工艺加工后,在其上涂布不干胶,并复合硅油纸,第八步:模切、分切:把经上述工序加工成的半成品,根据需要模切成成品,第九步:检验:按标准执行检验,把合格产品点数包装。
3.根据权利要求2所述的一种全息彩印防伪标识生产工艺,其特征在于:所述的电成型制版是应用电化学原理,把全息光学制作的衍射光栅复制到金属板上,第一步为化学镀:采用浸银工艺,采用10%十二烷基硫酸钠(C12H25SO4Na)溶液将全息制作完成后的光刻胶版浸泡15分钟去油,再在2.5%氯化亚锡溶液(SnCI2)中浸泡15分钟,进行敏化,然后将在1.5%硝酸银(AgNO3)溶液中加入1.5%氢氧化钾(KOH),滴加浓氨水至透明后,将3%葡萄糖与其均匀混合制成能够析出致密光亮银层的溶液,将光刻胶版放入该溶液中,第二步为电镀:采用电镀氨基磺酸镍工艺,进行金属母版和工作版制做,镀液配方如下:氨基磺酸镍:(Ni(NH2SO3)2·×H2O)320g/L硼酸:(H3BO3) 35g/L氯化镍(NiCl2·6H2O) 14g/L十二烷基硫酸钠(C12H25SO4Na) 0.1g/L在PH值为3.8-4.0,温度为45-50℃,电流密度为1-2A/dm2,采用循环过滤的搅拌方式。
说明书全息彩印防伪标识及其生产工艺技术领域本技术属于防伪技术领域,尤其涉及一种既不同于普通的彩印标签,也不同于传统的全息铝箔标识的全息彩印防伪标识及其生产工艺,它是防伪技术领域的新式武器,其强大的防伪力度和广泛的实用性是产品安全的首选保护措施。
背景技术伴随着现代科技的高度发展,人类文明不断进步的同时,假冒伪劣产品也不断改头换面,无孔不入地渗透到社会生活的各个领域,无时无刻不在侵害着商家的正当利益,甚至威胁着我们的健康和生命。
因此,防伪打假已成为全球性普遍关注的问题。
诞生于上世纪八十年末的传统彩虹全息模压防伪标识,早期由于其技术方面的优势在防伪领域得到广泛应用,并发挥了重要作用。
随着时间的推移,全息厂家由早期的几家发展到现在的几百家,全息技术的逐渐扩散,其原材料的普遍易得,制作工艺相对简单,生产投入的小型化,传统的彩虹模压全息防伪标识其一成不变的外观和单一的防伪手段,由于同行之间互相模仿和地下工场的非法介入而使其防伪力度大大削弱。
技术内容本技术的目的在于克服现有技术中存在的不足而提供一种既不同于普通的彩印标签,也不同于传统的全息铝箔全息标识,集多种防伪技术措施于一体,综合制作,防伪手段使用方便并易于广大消费者识别的全息彩印防伪标识及其生产工艺。
本技术的目的是这样实现的:本技术的标识包括基膜,在基膜上设置有一层离型层,在离型层上设置有一层信息层,在信息层上设置有一层隔离层,在隔离层上设置有一层彩色印刷层,在彩色印刷层上设置有一层特种印刷层,在特种印刷层上设置有一层不干胶层。
本技术的生产工艺如下:第一步:设计:包括彩色印刷设计、激光全息设计和防伪措施设计,(1)、彩色印刷设计:根据客户的要求,针对具体的素材进行图稿设计,完成定稿后为电脑彩色排版图稿,(2)、激光全息设计:对标识全息部分的每一单元的具体全息特征进行逐一数字化设计,完成定稿后为电脑灰度图稿,(3)、防伪措施设计:针对标识的防伪力度,进行整体防伪措施设计,包括面对公众、直观的一线防伪技术,如激光全息效果、动态网纹;隐蔽的、须借助特殊手段或仪器才能显现的二线防伪技术,如缩微加密、激光加密、特种印刷等。
第二步:制版:包括彩色印刷制版、激光全息制版、拼版、电成型制版:(1)、彩色印刷制版:根据第一步中的彩色印刷设计,进行彩色印刷制版,得到可供彩色印刷的版辊,(2)、激光全息制版:根据第一步中的激光全息设计,运用光学干涉及衍射原理,进行激光全息制版,又分为激光光刻制版和普通激光制版,在感光材料上,经光路进行激光干涉曝光显影后,得到具有全息图案的光刻胶母版,(3)、拼版、电成型制版:把经激光全息制版所得的光刻胶母版,进行化学镀、拼版和电成型,得到可供模压用的全息金属母板,第三步:原材料制作:选用市售的薄膜基材,经过物理和化学处理,制作成为专用的全息彩印防伪标识原材料,具体如下:(1)、离型层涂布:在基膜上涂布离型剂,该离型剂是以高分子纤维素调制而成的,由于其对塑料薄膜有优良的剥离性,使基膜经处理后具备良好的一次性使用特性,(2)、信息层涂布:在经离型层涂布后的基膜上涂信息层,该信息层是以变性邻苯二甲酸酐树脂为主剂,使用时搭配氨基架桥剂树脂,并添加适量促进剂,促以快速硬化成膜,使之具备能转移全息镭射光栅条纹的特性,(3)、高折射率镀膜:基膜经过前期处理后,再通过高真空镀膜,使之具备均匀的高折射率材料保护层,使基膜满足后续加工之需要,第四步:模压:把第二步所得的专用全息金属母版上的光栅条纹转移到基膜上,使基膜具备彩虹全息的特性,第五步:彩色印刷:在经模压完毕后具有全息图案的基膜上,用第二步所得的彩色印刷版辊进行彩色印刷,使基膜具备普通彩印的效果,第六步:特种印刷:在基膜完成上述工艺加工后或进行第五步——彩色印刷的同时,进行特种防伪油墨印刷,单独或同时采用紫外荧光、红外激发、温变、压敏油墨等,使产品在紫外线、红外线、温变或压力条件下显现特殊的文字或图案变化,以达到防伪目的,第七步:涂胶:在基膜完成上述工艺加工后,在其上涂布不干胶,并复合硅油纸,第八步:模切、分切:把经上述工序加工成的半成品,根据需要模切成成品,第九步:检验:按标准执行检验,把合格产品点数包装。
本技术具有如下积极效果:(一)、全息彩印防伪标识的特性:1、外观它是一种透明的以激光全息为特征背景的彩印不干胶薄膜标贴。
采用无色或彩色及具备特殊质感的透明底膜,衬以激光全息背景,配以单色或多色印刷,激光全息背景不会被彩印油墨遮盖,透过油墨依然能看到完整的全息图案和字体。
2、原材料投入特种材质添加剂及复杂工艺制作的专用底膜材料,目前市场上尚无通用原料膜销售。
3、工艺流程、设备及技术投入高科技的制作过程,复杂的生产工艺,全套专用及通用设备的使用,较大的生产规模和资金投入,大大增强了该产品的防伪力度。
4、防伪措施这是一种综合防伪产品,同时采用了多种防伪手段。
(1)一次性使用:该标贴一经使用无法揭启,若要移走即破坏其全息及彩印文字图案。
(2)光学及全息安全成像措施:在其全息特征背景中可以使用所有的光学及全息成像加密技术。
(3)特种防伪文字或图案:该标识在特殊条件下可显示特定的文字或图案。
如样标在紫外灯下可见“粤烟稽查”清晰字样。
其他还可用日光激发、温变、压敏等措施使文字或图案特殊显现,达到防伪目的。
(4)油墨不遮盖全息背景:在全息特征背景文字图案上实施多色印刷后,全息效果不被油墨遮盖,透过油墨,全息图案和文字完整可见。
5、防伪力度由于全息彩印防伪标识具备以上特性,因此其防伪力度远远超过了传统的全息铝箔标识,独家设计生产,强有力的保密措施,严格的管理体系使该产品对假冒伪劣具有更大的防范功能。
6、实用性作为防伪技术产品,全息彩印防伪标识使用方便,易于公众识别,可广泛运用于各种商品的标签和封口签。
综上所述,全息彩印防伪标识既不同于普通的彩印标签,也不同于传统的全息铝箔标识,它是防伪领域的新式武器,其强大的防伪力度和广泛的实用性是产品安全的首选保护措施。
(二)全息彩印防伪标识与传统全息铝箔标识的对比项目全息彩印防伪标识传统全息铝箔标识直观效果主体文字及图案采用彩色印刷效果,不需要特定光源和特定角度观察,一目了然需要特定光源和特定观察角度颜色透明,无色或彩色不透明,铝反射制作工艺复杂、自主开发简单,已普及原材料特种专用薄膜,独家生产,不流通 PET铝箔,普遍,易得一次性使用破坏好破坏好全息效果观察透射反射彩印有无特种文字有无防伪措施综合单一生产规模较大较小资本投入较大较小附图说明图1为本技术的结构示意图。