疵点明细表及分类标准
- 格式:docx
- 大小:15.65 KB
- 文档页数:1

布面疵点知识全知道作为一个棉纺织行业的从业人员,特别是技术或者是管理人员必须要知道一些最基本的布面疵点知识,现以棉本色布布面疵点为例来详细说明各类布面疵点的具体内容及疵点名词说明,值得分享和收藏备用。
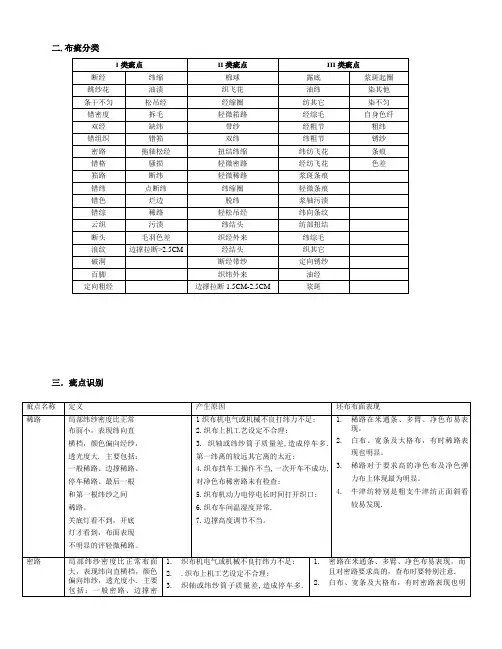
a各类布面疵点的具体内容a1经向显著疵点竹节、粗经、特克斯数用错、综穿错、筘路、筘穿错、多股经、双经、并线松紧、松经、紧经、吊经、经缩波纹、断经、断疵、沉纱、星跳、跳纱、棉球、结头、边撑疵、拖纱、修正不良、错纤维、油渍、油经、锈渍、不褪色色经、不褪色色渍、水渍、污渍、浆斑、布开花、油花纱、猫耳朵、凹边、烂边、花经、长条影、针路、磨痕、木辊皱、荷叶边、经缩方眼、边撑眼、锈经、煤灰纱。
a2纬向显著疵点错纬(包括粗、细、紧、松)、条干不匀、脱纬、双纬、纬缩、毛边、云织、杂物织入、花纬、油纬、锈纬、不褪色色纬、煤灰纱、百脚(包括线状及锯状)、断纬。
a3横档拆痕、稀纬、密路。
a4轻微疵点破洞、豁边、跳花、稀弄、经缩浪纹(三楞起算)、并列3根吊经、松经(包括隔开1~2根好纱的)、不对接轧梭、1cm的烂边、金属杂物织入、影响组织的浆斑、霉斑、损伤布底的修正不良、经向5cm内整幅中满10个结头或边撑疵。
a5经向疵点及纬向疵点中,有些疵点就是这两类共同性的,例如竹节、冲纱等。
在分类中只列为经向疵点一类,如在纬向发生时,应当按纬向疵点评分。
a6如在布面上出现上述未包括的疵点按相似疵点评分。
b疵点名称的表明b1破洞:3根及以上经纬纱共断或单断经、纬纱(包括隔开1~2根好纱的),经纬纱起圈高出布面0.3反面形似破洞。
b2豁边:边非政府内3根及以上经、纬纱共断或单断经纱(包含分隔1~2根好纱)。
双边纱2根作1根计,3根及以上的存有1根算1根。
b3跳花:3根及以上的经、纬纱相互脱离组织,包括隔开一个完全组织。
b4烂边:边非政府内单断纬纱,一处割断3根的。
b5修正不良:布面被刮起毛,起皱不平,经、纬纱交叉不匀或只修不整。
b6霉斑:变色后布面发生霉点(斑)。
面料及坯布疵点分析大全(1)棉粒(Nep)外观:布面呈现类似接头大小之棉纤维团,且系纺入纱中者。
如将之拔下,则纱呈断裂或将至断裂之状态。
低等级原棉纺成之粗纱,常有此种瑕疵。
成因:1).原棉中有死棉纤维团,于清花过程中未彻底除去。
2).梳棉时锡林或针板之针不够尖锐,或两者间之隔距设定不当,未能充份发挥梳理作用。
(2)棉籽皮(Seeds)外观:纯棉或棉纤维混纺之胚布面,有甚小黑色或深色之非纤维纤碎片点。
成因:1).轧棉工程在将棉纤维与棉籽分离时,纤维根端带有棉籽皮,或棉籽被碾碎而掺附于原棉中。
2).清花过程未能将棉籽皮彻底清除。
(3)粗结(Slub)外观:织物之经纱或纬纱上,偶有一小段长约5至20mm较纱之正常直径为粗,较炒之正常捻数为少之簇状纤维。
成因:1).精纺时喂入之粗纱内,纤维内密度不均匀,有较小型密集之梭状纤维束。
2).精纺机之皮辊及皮圈未能均一将喂入之粗纱把持。
(4)飞花(Flyer)外观:与粗结相似,但其较粗,不像粗结般之细长,纤维成团状。
将纱略予退捻,可不致使纱断裂。
成因:细纱间内飘浮于空中之纤维团,或积集在机器喂入附近台面上之纤维团,缠绕于纱上。
(5)节纱(Cockled Yarn)外观:在约纤物幅宽长度之一段纱中,有间隔性之大粗结。
纱之粗细变化似竹节状,一般在粗纱织物之纬纱较常见,故亦称竹节纬。
成因:精纺机之牵伸罗拉设定大紧,罗拉盖太松,喂入之粗纱中偶有异长之纤维。
(6)纱支不均(Uneven Yarn)外观:由织物长面观察,织入之纱有粗细不均匀之现象。
一般多发生在纬纱。
成因:细纱机纺出之纱,由于牵伸机构故障,或性能不良,致纺出之纱在一段间,时有略粗时有略细者。
(7)云织(Cloudd of Weaaving)外观:纬纱之支数显著不均匀,织造时粗者或细者恰好集中排列在一起,形成片状,布面外观似片片浮云,故称云织。
成因:纬纱有规律性之不匀,于织造时纬纱之排列又恰好粗者或细者汇集在一起。
绞装生丝的疵点分类及批注规定批注数量●:代表整批把数◆:代表拆把绞数■:代表样丝绞数主要疵点:1、霉丝:生丝光泽变异,能嗅到霉味或发现灰色或微绿色的霉点。
●10以上2、丝把硬化:绞把发并,手感糙硬呈僵直状。
●10以上3、域绞硬胶:域角部位有胶着硬块,手指直捏后不能松散。
◆6 ■24、粘条:丝条粘固,手指粘揉后,左右横展部分丝条不能拉散者。
◆6 ■25、附着物(黑点):杂物附着于丝条、块状(粒状)黑点,长度在1mm以及上;散布性黑点,丝条上有断续相连分散而细小的黑点。
◆12 ■66、污染丝:丝条被异物污染。
◆16 ■87、纤度混杂:同一批丝内混有不同规格的丝绞。
■18、水渍:生丝遭受水湿,有渍印,光泽呆滞。
●10以上一般疵点:1、颜色不整齐:把与把、绞与绞之间颜色程度或颜色种类差异较明显。
●10以上2、夹花:同一丝绞内颜色程度或颜色种类差异较明显。
◆16 ■83、白斑:丝绞表面呈现光泽呆滞的白色斑,长度在10mm及以上者,程度或颜色种类差异较明显。
●10以上4、绞重不匀:丝绞大小重量相差在20%以上者。
■45、双丝:丝绞中部分丝条卷取两根及以上,长度在3m以上者。
■16、重片丝:两片丝及以上重叠一绞者。
■17、切丝:丝绞存在一根及以上的断丝。
◆168、飞入毛丝:卷入丝绞内的废丝。
■89、凌乱丝:丝片层次不清,络交紊乱,切断检验难以卷取者。
■64.4 生丝的公定回潮率为11.0%;生丝的实测平均回潮率不得低于8.0%,不得超过13.0%。
4.5 分级规定4.5.1 基本级的评定4.5.1.1根据纤度偏差、纤度最大偏差、均匀二度变化、清洁及洁净五项主要检验项目中的最低一项成绩确定基本级。
4.5.1.2 主要检验项目中任何一项低于A级时,作级外品。
4.5.1.3 在黑板卷绕过程中,出现有10只及以上丝锭不能正常卷取者,一律定为级外品,并在检测报告上注明“丝条脆弱”。
4.5.2 补助检验的降级规定4.5.2.1 补助检验项目中任何一项低于基本级所属的附级允许范围者,应予降级。
服装疵点的分类与描述一、疵点的界定1、严重疵点的界定:(1)非业内人士都能觉察的,消费者不能接受的,如外观严重破烂。
(2)经使用后会出现问题的,如甲醛超标。
(3)三个小疵点同时出现在同一区域的,如布料走纱、浮纱等疵点。
(4)低劣的制作,其成品会破坏公司的品牌形象的。
(5)根据客户要求,所有某类疵点应界定为严重疵点。
2、主要疵点的界定:(1)消费者不易觉察的,不会太介意的。
(2)经使用后其问题不会恶化的。
3、轻微疵点的界定:不影响产品使用目的、对产品外观影响不大的疵点。
二、布料疵点的分类与检查1、布料规格与技术指标:(1)编制组织结构。
(2)布匹的长度与封度。
(3)布料的成分。
(4)经纬纱支数。
(5)染整加工。
(6)颜色。
2、布料的常见疵点:(1)表面磨损。
(2)破边。
(3)孔洞。
(4)横档。
(5)皱边。
(6)飞色或飞花。
(7)斜纹路。
(8)弓纱。
(9)粗纱。
(10)斑点或纱结。
(11)缩纬。
(12)混纱。
(13)走纱。
(14)双纱线。
(15)浮纱。
(16)抽丝。
(17)稀纬。
(18)色污。
(19)印花干痕。
(20)印花错位。
(21)聚浆。
(22)水渍。
(23)污点。
(24)色横档。
(25)背面印渍。
(26)色档或色差。
三、辅料疵点的分类与检查1、粘合衬的常见疵点:耐洗性不良、破洞、异色、烂边。
2、拉链的常见疵点:(1)拉链强力不良。
(2)尺寸偏大或偏小。
(3)平整度不良。
(4)链牙缺损。
(5)链牙歪斜。
(6)色泽不良。
(7)拉链带贴胶强度不良。
(8)拉头电镀不良。
(9)拉头喷涂不良。
3、扣件常见疵点:(1)扣件尺寸不良。
(2)扣件色差。
(3)扣件电镀不良。
(4)扣件破损。
(5)嵌扣拉力不良。
4、商标常见疵点:图案或字体模糊、图案或字体错误、露底色、浮纱、手感不良、表面皱褶、表面卷曲、尺寸不良、商标变色、剪折不良。
5、吊牌常见疵点:图案或字体模糊、图案或字体错误、印刷位置偏差、油墨附着、图案或字体缺损、印刷气泡、尺寸不良、裁切口不良。
面料检测中'四分制评分法'及92种织物疵点专用术语布匹的检验方法常见的是'四分制评分法'。
在这个'四分制评分法'中,对于任何单一疵点的最高评分为四分。
无论布匹存在多少疵点,对其进行的每直线码数(Linear yard)疵点评分都不得超过四分。
一、评分的标准1、对于经纬和其他方向的疵点将按以下标准评定疵点分数:一分:疵点长度为3寸或低于3 寸两分:疵点长度大于3寸小于6 寸三分:疵点长度大于6寸小于9 寸四分:疵点长度大于9寸2、疵点的评分原则:A、同一码中所有经、纬向的疵点扣分不超过4分。
B、对于严重的疵点,每码疵点将被评为四分。
例如:无论直径大小,所有的洞眼、破洞都将被评为四分。
C、对于连续出现的疵点,如:横档、边至边色差、窄封或不规则布宽、折痕、染色不均匀等的布匹,每码疵点应被评为四分。
D、布边1”内不扣分。
E、无论经向或纬向,无论何瑕疵,都以看得见为原则,并按疵点评分给予正确扣分。
F、除了特殊规定(比如涂层上胶布),通常只需检验坯布的正面。
二、检验1、抽样程序:1)、AATCC检验及抽样标准:A、抽样数量:总码数的平方根乘以八。
B、抽验箱数:总箱数的平方根。
2)、抽样要求:选择待检卷完全是随机挑选。
纺织厂需要在一批布匹中最少有80%的卷已打包时,向检验员出示货物装包单。
检验员将从中挑选受检卷。
一旦检验员选定待检卷,不得再对待检卷数或已被挑选受检的卷数进行任何调整。
检验期间,除了记录和核对颜色之外,不得从任何卷中截取任何码数的布匹。
对接受检验的所有卷布匹都定等级,评定疵点分数。
2、检验评分1)、评分的计算原则上每卷布经检查后,便可将所得的分数加起来。
然后按接受水平来评定等级,但由于不同的布封便须有不同的接受水平,所以,若用以下的公式计算出每卷布匹在每100平方码的分数,而只须制订在100平方码下的指定分数,便能对不同布封布匹做出等级的评定。
A = (总分数x 3600) / (受检码数 x 可裁剪的布匹宽度) = 每100平方码的分数2)、不同布种的接受水平不同类型的布匹被分为以下四大类:类型布匹种类单卷评分整批评分梭织面料全人造布、聚酯/ 尼龙/醋酸纤维制品衬衫衣料、纺人造纤维织物、精纺毛料20 16粗斜纹棉布帆布府绸/牛津条纹或方格纹棉布衬衫衣料、纺人造纤维织物、毛织品、条纹或格子花纹的布/染成的靛青纱、所有专用布匹、提花织物/多比灯芯绒/天鹅绒/伸展粗斜纹棉布/人造布匹/混纺28 20亚麻布、薄细棉布亚麻布、薄细棉布40 32 多皮奥尼丝绸/轻丝绸多皮奥尼丝绸/轻丝绸50 40 针织面料全人造布匹,聚脂/尼龙/醋酸纤维制品人造丝、精纺毛料、混纺丝绸20 16全专业布匹提花织物/多比灯芯绒、纺人造纤维织物、毛纺品、染成的靛青纱、丝绒/斯潘德克斯25 20基本针织布匹精梳棉布/混纺棉布30 25 基本针织布匹经梳毛机梳理过的棉布40 32 超过指定分数的单卷布匹应被定为二等品。
织造品质织疵成因一、经纱断头原因。
(不包括纱原纱品质及准备工用原因)1.综框过高低,左右不平。
2.开口过大过小,过早过迟。
3.经纱路线过短,(后梁过前),经纱张力太大4.后梁及停经架位置赤字高,上下层经不张力悬殊太大。
5.停经架与综框距离过远过低。
6.空气调节、湿度过高过低。
(尤其麻纱反应最大)7.剑颈、钢筘、综丝、停经片、剑带等毛糙。
8.过撑位置过高,应距最低位置1mm。
9.结头纱尾、飞花杂物搅入经纱。
10. 值车对经纱倒断头、搅头处理不良,断经后接纱结头不良;如纱尾长。
二、断纬原因1.纬纱强力过低、松捻纱、大结头、棉籽屑、飞花回丝夹附。
2.络筒时强力过太、张力太大、成形不良。
3.边撑太前撞筘,距离钢筘到少要有1mm的间隙。
三、双纬1.纬纱断头为主要原因,首先须减少断纬线。
2.值车工不注意在断头后,未将织口内断纬拉清。
3.值车工在断纬后未将开开口顺序较主合适时开车。
4. 纬纱断头后断纬运动未立即作用停车,而中间缺少数根或一根纬纱。
四、 缩纬1.纬纱捻度过大。
3.开口不清。
5.纬纱引出张力太小。
6.经纱张力不足。
7.纬纱筒子有大结头、飞花、杂物附着、粗节纱造成部分开口不清。
五、 小稀路1.筘座及卷取刺毛辊松动或腐蚀。
2.经纱张力过大或过小。
3.经纱上下两层纱张力相差悬殊。
4.停车过久后开车时梭口未较正。
5.停车后开车起动太缓慢影响打纬力。
(主电机皮带松驰无力)六、 纬纱尾织入1.右测经纱距离顺风管太远,废边纱未能很好夹持纱尾。
2.纬纱张力太小,剑头开启时间太晚。
七、 稀路1.起因均为断纬、首先须减少断纬。
2. 断纬卷取退卷绕装置不良。
八、 跳花1、综框松动、不平或过低。
2、 经纱张力上下两层相差悬殊。
3、浆纱过毛、开口粘滞、上浆不良引起绒球或毛羽。
2.纬纱太干或太湿。
4. 开口时间过早或过迟。
4、经纱有飞毛、纱尾及大结头。
5、综丝头尾损断或综丝搅乱。
6、部分经纱松弛或张力过低。
7、开口时间不对。
科普面料织物92种疵点介绍1、横裆疵 (Barre) - 对针织织物而言,这种缺陷的特点是在织物横列或在织物横向上通常会出现一些不均匀的花纹图案。
纱线不均匀、纱线张力不均匀以及纱线具有不同的染料亲和力等都可能是出现这种情况的原因。
2、坏地 (Bad Place) - 对于那些难以用语言来描述的织物缺陷而言,这是一个十分方便的术语。
这个术语通常用来描述那些织物织造受到严重破坏的地方。
3、斜纹疵 (Bias) (参考纬斜) - 对梭织织物而言,这种缺陷指的是纬纱与经纱发生尺寸偏斜的地方;对针织织物而言,这种情况指的是织物横列与织物纵行发生尺寸偏斜的地方。
4、鸟眼花纹疵 (Birdseye Defect) - 对针织织物而言,这种情况指的是偶尔无规律出现的与织物设计相反的集圈组织。
5、弓弧 (Bow) - 对梭织织物而言,这种情况指的是纬纱以弧线方式位于织物的宽度方向上;对针织织物而言,这种情况指的是线圈横列以弧线方式位于织物的宽度方向上。
6、断头疵 (Broken End) - 这种缺陷指的是经纱断裂后并经过修补的地方,它的常见特点是可以看见织到织物当中的断头。
7、花纹错色疵 (Broken Color Pattern) - 对梭织织物而言,这种情况指的是花纹的不连续性,在用织布机通丝描绘彩色图案时产生错误或者在纬纱断裂时对织布机进行维修以后对图像填充链的重新设置不正确都可能会导致这种缺陷的产生;对针织织物而言,这种情况是由梭换筒错误而产生的。
8、断纬疵 (Broken pick) - 这种情况指的是,由于纬纱断裂而导致在织物的部分宽度上缺少纬纱。
9、擦伤疵 (Bruise) - (参考边撑疵) - 这种情况指的是:由于正在进行编织的纱线或者已经编织完毕的织物受到磨损,从而导致纤维失去方向感并导致织物外观失真。
10、斑点疵 (Burl mark) - 这是一种由于某些物质过量而导致的变形,这些物质包括粗纺线,废物以及正在用修补工具来去除的飘头纱。
服装成品基本质量要求一、规格不符序号缺陷产生原因1、规格超差——样板不准;裁剪下刀不准;绗棉时缝位超差。
二、缝制不良2、针距超差——缝制时没有按工艺要求严格调整针距。
3、跳针——由于机械故障,间断性出现。
4、脱线——起、落针时没打回针;或严重浮线造成。
5、漏针——因疏忽大意漏缝;贴缝时下坎。
6、毛泄——拷边机出故障或漏拷;折光毛边时不严密,挖袋技术不过关,袋角毛泄。
7、浮面线——梭皮罗丝太松,或压线板太紧。
8、浮底线——压线板太松,或梭皮罗丝紧。
9、止口反吐——缝制技术差,没有按照工艺要求吐止口。
10、反翘——面子过紧;或缝制时面子放在上面造成。
11、起皱——没有按照缝件的厚薄调换针线;或缝合件有长短。
12、起绺纽——由于技术不过关缝纽了;缝合件不吻合。
13、双轨——缉单明线,断线后,接缝线时不在原线迹上;缝制贴件下坎后,补线时造成两条线迹。
14、双线不平行——由于技术不过关;或操作马虎造成双线宽窄不匀。
15、不顺直——缝位吃得多少不匀造成止口不顺直;技术差缉明线弯曲。
16、不平服——面里缝件没有理顺摸平;缝件不吻合;上下片松紧不一。
17、不方正——袋角、袋底、摆角、方领没有按90度缝制。
18、不圆顺——圆领、圆袋角、圆袖头、西服圆摆,由于缝制技术不过关出现细小楞角。
19、不对称——由于技术差或操作马虎,必须对称的部位有长短、高低、肥瘦、宽窄等误差。
20、吃势不匀——绱袖时在袖山部位由于吃势不均匀,造成袖山圆胖,或有细褶。
21、绱位歪斜——绱袖、绱领、定位点少于三个或定位不准。
22、对条、对格不准——裁剪时没有留清楚剪口位;或排料时没有严格对准条格;缝制时马虎,没有对准条格。
23、上坎、下坎——缝纫技术低或操作马虎,没有做到缉线始终在缝口一边。
24、针孔外露——裁剪时没有清除布边针孔;返工时没有掩盖拆孔。
25、领角起豆——缝制技术低;领角缝位清剪不合要求;折翻工艺不合要求;没有经过领角定型机压形。
疵点明细表及分类标准
经纬密度:
1、Oec24*c21 71*49 51 整经根数:3640根;48齿纬密轮;
2、oec24*oec24.2 72*60 54 整经根数:3836根;58齿纬密轮;
3、oec24*oec24 72*60 52 整经根数:3836根;58齿纬密轮。
其他不能接受的疵点:
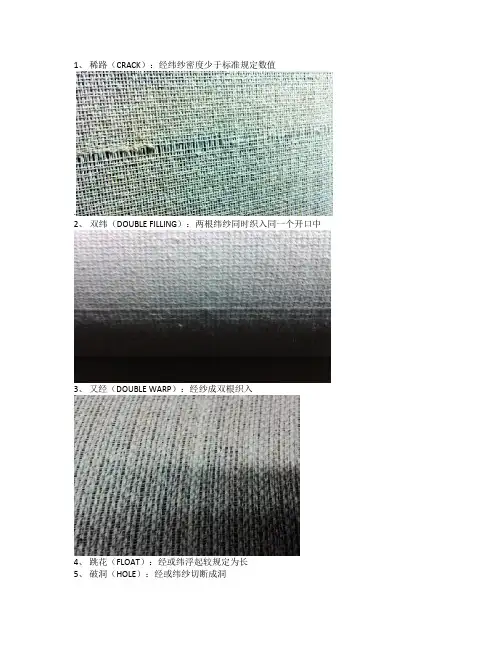
1、综穿错:没有按工艺要求穿综,而造成布面组织错乱。
2、筘路:由于筘齿损伤、变形,松动等,经向呈现条状稀疏不匀。
3、筘穿错:又叫错筘,没有按工艺要求穿筘,造成布面上经纱排列不均。
4、双径:综眼多穿一根经纱,两根经纱并列织入。
5、边撑疵:经纬纱被边撑或刺毛辊勾断,拉断或针孔过大。
6、烂边:单纬断纱,一处断3根以上。
7、针路:由于点啄式断纬自停装置不良,造成经向密集的针痕。
8、双纬:一梭口内有两个纬纱织入布内。
9、云织:布面纬纱一段稀,一段密,稀密交替出现。
10、破洞:经纱或纬纱断了2根以上的或是经纬纱起圈,高出布面0.3cm反面形似破洞。
印染厂验收坯布分类标准及分类方法:
1、一级品:布边无问题,每匹布内布面不同种类疵点不得超过2种。
2、二级品:布边、布面不同种类疵点不得超过5种。
3、若达不到一级品标准,降为二级品。
4、若达不到二级品标准,降为不合格品。