采用对空注射清洗螺杆式机筒时,应注意下列事项。
①欲换料的成型温度高于机筒内残料的成型温度时, 应将机筒和喷嘴温度升高到欲换料的最低成型温度,然后 加入欲换料或其回头料,并连续对空注射,直到全部残料 除尽止。
②欲换料的成型温度低于机筒内残料的成型温度时, 应将机筒和喷嘴温度升高到欲换最高成型温度,切断电源, 加入欲换料的回头料后,连续对空注射,直到全部残料除 尽止。
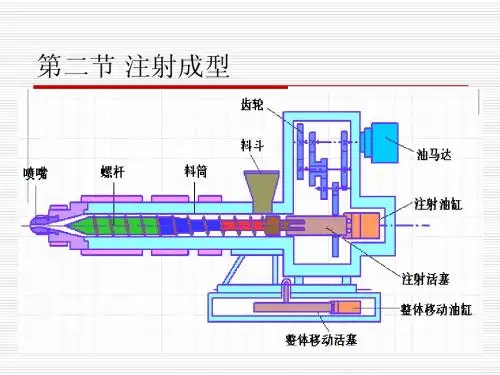
注射成型原理 图4-6 。
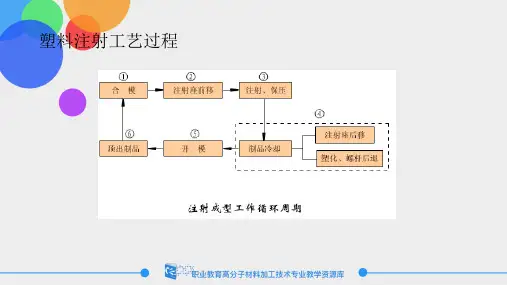
生产工艺 过程图 4—7。
一、生产前的准备工作 l.原料预处理 (1)分析检验成型物料的质量
根据注射成型对物料的工艺特性要求,检验物料的含 水量、外观色泽、颗粒情况、有无杂质并测试其热稳定性、 流动性和收缩率等指标。如果检测中出现问题,应及时解 决。对于粉状物料,在注射成型前,经常还需要将其配制 成粒料,因此其检验工作应放在配料后进行-
2.清洗料筒
生产中如遇下列情况均 应对注射机的料筒进行清洗: 改变塑料品种、更换物料、 调换颜色,或发现成型过程 中出现了热分解或降解反应。
清洗方法:①柱塞式机筒存料量大,须将机筒拆卸清 洗。②螺杆式机筒,可采用对空注射法清洗。③最近研制 成功了一种机筒清洗剂,是一种粒状无色高分子热弹性材 料,100℃时具有橡胶特性,但不熔融或粘结,将它通过 机筒,可以像软塞一样把机筒内的残料带出,这种清洗剂 主要适用于成型温度在180~280℃内的各种塑性塑料以 及中小型注射机。
(2)着色 作用:往塑料成型物料中添加一种称为色料或着色剂
的物质,借助这种物质改变塑料原有的颜色或赋予塑料特 殊光学性能。
着色剂按其在塑料中的分散能力分为:染料和颜料两 大类。
染料:具有着色力强、色彩鲜艳和色谱齐全的特点, 但由于对热、光和化学药品的稳定性比较差,在塑料中 较少应用;当塑料成型温度不高又希望制品透明时,可 采用耐热性较好的蒽醌类和偶氮类染料。