拧紧的五个质量等级
- 格式:pdf
- 大小:989.90 KB
- 文档页数:24
螺钉拧紧力矩标准螺钉拧紧力矩是指在螺纹连接中,用于产生预紧力或者限制零件相对运动的一种力矩。
螺钉拧紧力矩标准是指在螺纹连接中,规定了螺纹连接在拧紧过程中所需要的力矩数值范围,以确保连接的可靠性和安全性。
螺钉拧紧力矩标准的制定对于机械制造和装配具有重要意义,它可以保证螺纹连接的质量,防止因拧紧力矩不足或者过大而导致的螺纹松动或者损坏。
螺钉拧紧力矩标准的制定需要考虑多方面因素,包括螺纹连接的材料、尺寸、工作环境、受力情况等。
一般来说,螺纹连接的材料越硬、尺寸越大、受力情况越严峻,所需的拧紧力矩就越大。
而在特定的工作环境下,也需要根据实际情况来确定合适的拧紧力矩数值范围。
因此,螺钉拧紧力矩标准的制定需要综合考虑各种因素,以确保螺纹连接的安全可靠。
在实际应用中,螺钉拧紧力矩标准的执行需要依靠专用的工具和设备来实现。
通常情况下,会采用扭力扳手、液压扭矩扳手、电动扭矩扳手等专用工具来进行螺钉的拧紧,以确保拧紧力矩的准确控制。
在进行螺钉拧紧时,操作人员需要根据具体的螺纹连接要求,选择合适的扭矩数值,并严格按照标准操作程序进行拧紧,以确保螺纹连接的质量。
除了严格执行螺钉拧紧力矩标准外,还需要对螺纹连接进行定期的检查和维护。
定期检查螺钉拧紧力矩是否符合标准要求,及时发现并处理拧紧力矩不足或者过大的情况,以确保螺纹连接的安全可靠。
同时,还需要对螺纹连接进行润滑、防锈等维护工作,延长螺纹连接的使用寿命。
总之,螺钉拧紧力矩标准的制定和执行对于螺纹连接的质量和安全具有重要意义。
只有严格按照标准要求进行操作,并定期进行检查和维护,才能确保螺纹连接的可靠性和安全性。
希望各位操作人员能够认真对待螺钉拧紧力矩标准,做好螺纹连接的安装和维护工作,确保设备和工程的安全运行。

拧紧力矩标准
在机械制造和装配过程中,拧紧力矩标准是一个非常重要的参数。
它直接影响着零部件的连接质量和工作效果,因此对于拧紧力矩标准的掌握和应用具有非常重要的意义。
首先,拧紧力矩标准的确定需要考虑到零部件的材料和结构特点。
不同的材料和结构对于拧紧力矩的要求是不同的,因此在确定拧紧力矩标准时,需要充分考虑到零部件的具体情况,以确保拧紧力矩能够达到最佳的效果。
其次,拧紧力矩标准的确定还需要考虑到使用环境和工作条件。
在不同的使用环境和工作条件下,对于拧紧力矩的要求也是不同的。
例如,在高温、高压或者振动环境下,对于拧紧力矩的要求会更加严格,因此在确定拧紧力矩标准时,需要充分考虑到实际的使用情况。
另外,拧紧力矩标准的确定还需要考虑到工艺和设备的限制。
在实际的生产制造过程中,由于工艺和设备的限制,对于拧紧力矩的施加会存在一定的困难,因此在确定拧紧力矩标准时,需要充分考虑到工艺和设备的实际情况,以确保能够实际施加到位。
最后,拧紧力矩标准的确定还需要考虑到人为因素。
在实际的操作过程中,操作人员的技术水平和经验也会对拧紧力矩的施加产生影响,因此在确定拧紧力矩标准时,需要充分考虑到人为因素,以确保能够实际施加到位。
综上所述,拧紧力矩标准的确定需要考虑到多个方面的因素,只有充分考虑到这些因素,才能够确定出科学合理的拧紧力矩标准,从而确保零部件的连接质量和工作效果。
希望本文对于拧紧力矩标准的确定能够提供一定的帮助和参考,谢谢阅读。
高强螺栓拧紧力矩国家标准高强螺栓在现代工程中扮演着重要的连接角色,而螺栓的拧紧力矩则直接影响着连接的牢固程度。
为了规范高强螺栓的安装和使用,我国颁布了相关的国家标准,其中包括了高强螺栓拧紧力矩的要求和规定。
高强螺栓的特点高强螺栓相对于普通螺栓具有以下特点: - 高强度:高强螺栓的抗拉强度和耐腐蚀性能更高; - 可控性强:通过适当的拧紧力矩可以控制连接件的紧固程度; -安装简便:高强螺栓通常采用螺栓+螺母+垫圈的结构,易于安装和拆卸; - 适用范围广:高强螺栓适用于各种工程中对连接强度和稳定性要求较高的场合。
高强螺栓拧紧力矩国家标准的制定我国针对高强螺栓拧紧力矩制定了国家标准,主要包括以下几个方面: 1. 力矩等级划分:根据高强螺栓的规格和材质,将拧紧力矩划分为不同的等级,以确保在不同使用环境下的连接可靠性。
2. 拧紧力矩范围:标准规定了不同力矩等级下的拧紧力矩范围,确保高强螺栓在拧紧过程中不会过紧或者过松。
3. 拧紧力矩测试方法:标准规定了对高强螺栓拧紧力矩的测试方法,包括使用工具、设备和仪器等。
4. 使用环境要求:标准还规定了在不同环境条件下高强螺栓拧紧力矩的要求,例如高温、低温、潮湿等环境下的使用规范。
实际应用与参考在工程实践中,严格遵循高强螺栓拧紧力矩国家标准是确保连接牢固性和安全性的关键。
在选择和使用高强螺栓时,必须根据国家标准的规定进行操作,确保每个连接环节符合标准要求。
对于工程设计师、安装工程师以及工程质量监督员来说,熟悉高强螺栓拧紧力矩国家标准是保障工程质量的必备知识。
通过遵守标准要求,可以避免由于连接失稳导致的安全隐患,确保工程的安全可靠性。
在实际工程中,应根据具体情况选择适当的高强螺栓和拧紧力矩等级,合理确定拧紧力矩大小,保证连接的牢固可靠。
在安装过程中要使用标准化的工具和设备,按照标准规范进行操作,确保高强螺栓的正确使用和拧紧力矩的准确控制。
总之,高强螺栓拧紧力矩国家标准的制定和执行对于工程质量和安全至关重要。

AC Tightening Technique阿特拉斯·科普柯拧紧技术五步拧紧-怎么达到零错误装配?错误越晚被发现,成本损失越大。
且损失不是简单的倍数关系,而是成几何级数增长。
装配开始工位1错误侦测成本: <2 min 操作人员时间工位2错误侦测成本: 10-30 min 操作人员时间+材料成本最终工位错误侦测成本: >30 min 操作人员时间+ 材料成本或者废次品更可怕的是用户发现错误成本: 产品价值, 未来的销售, 良好的形象等等。
12发生在装配行业的一些常见的问题Conventional tool遗漏螺丝坏螺纹的螺丝扭矩错误过早切断错误/ 遗漏部件交付的质量?T重复性差•Hardjoint •Softjoint OK NOK品质损失返工遗漏12没有可追踪性5 个等级...12•Step 1扭矩OK !•Step 2批次OK !•Step 3连接OK !•Step 4安全性要求的拧紧OK!•Step 5零错误装配•Step 0部件结合!Step 0:把部件结合在一起过程质量级别:+ 速度快,没有反作用力-没有精度和过程的安全等级可言-操作人员和工具无法决定精度12345部件结合!所需设备:z 冲击扳手z 非断气的油压脉冲型工具离合器12Step 1.确保一个正确的拧紧扭矩所需设备:z 工具可以提供一个精确的和预先设定的扭矩过程质量等级:+工具有正确的扭矩精度-部分受操作人员和工件的影响12+/-25 to 40%+/-2,5Pulse AirImpact Wrench Tensor S/ST +/-5%Tensor DS/DL +/-10 to 25%Clutch tools +/-7,5 to 10%over 6σin accordance to ISO5393QMX /ETX+/-10 to 15%Step 1.确保一个正确的拧紧扭矩21Step 2.确保所有的螺丝被拧紧所需设备:z一个具有拧紧自动计数的系统过程质量等级:+工具有正确的扭矩精度+所有的螺丝都会被拧紧--依然不了解连接的状态21Step 2.确保所有的螺丝被拧紧z 你如何可以完全确认螺栓旋入是正确的?计算角度, 比如旋转度数的数值12345Step 3.确保连接正确完成零出错拧紧的5个等级z 旋入的角度监控12Step 1 angleacceptance windowacceptance windowTorqueAngleFinal targetSpeedStep 3.确保连接正确12TimeSpeedTorque50 ms在拧紧旋入过程中会暂停50 ms , 以消除弹性释放力z 两步拧紧消除了弹性释放力Step 3.确保连接正确12What is a safety critical joint? See the critical joint application guide on: /criticaljointStep 4.确保有安全性要求的连接件完全拧紧所需设备:z 通过一个可追踪校准的传感器进行扭矩控制z 对于扭矩结果进行文档保存z 在整个拧紧过程进行连续的监测Station 1Tighten with Pulse/ImpacttoolStation 2Click Wrench to secure it hasbeen fastenedStation 3Paint marker to prove it hasbeen tightened第一次就正确的理念Station 1更少的操作人员 更少的人力 更低的生产成本 更高的生产效率减少人机工程学问题 缩短生产线!12In the PAST:/过去:NOW:现在:Advant age:优点:12Tensor S 应用于安全性要求的装配:z 可追踪的数据(通过一个校准过的传感器)z 结果包括日期、时间和VIN 储存在控制器(PF) 中z结果会被送到更高等级的数据收集系统Step 4.确保有安全性要求的连接件完全拧紧Tensor S/ST 可追踪过程的循环12工具配备传感器,旋入& 实时监控结果存贮在PF3000 和ToolsNet 3000每一把工具的校准数据存贮扭矩的验证Power Focus 3000 内置的出错校验12z “拧紧OK”(每个螺拴OK/NOK 信号)z “批次OK”( 具有相同扭矩的一组螺拴OK/NOK信号)z “Job OK”( 使用一个PF3000拧紧的一系列的螺拴OK/NOK 信号)z “Cell job OK”(使用多个PF3000拧紧的一系列的螺拴OK/NOK 信号)Link to animation “Job”Link to animation “Cell Job”Tool enable to PF3000End of Footprint12ToolsNet案例: PF 内置的在线控制1. 产品进入工位–条形码扫描仪被激活2. 条形码被扫描–Batch/Job/Cell job 被选择,工具被激活3. 操作人员完成拧紧操作4. 每一次拧紧和条形码一起汇报给ToolsNet 数据库5. 当Job = OK 工具断开, 等待新的产品6. 当在Job OK 前产品到达印记末端, PF 输出报警ToolsNet 3000-“所有的拧紧都文档纪录”12z 自动收集来自于所有PF3000 和PowerMACS 控制器的数据z ToolsNet 储存每一个拧紧包括P roduct ID-number, T ool serial number, T ightening result, T races, D ate, T ime, etc.z 方便在数据库中搜索z 标准的报告Tools Net Server21Step 4.Case: Water tight engine assembly (Volkswagen Marine, Germany)21Step 5.确保零错误装配系统需求:z工具控制器和工厂网络的网络连接z局部鉴定z不合格产品管理21Step 5.确保零错误装配12Step 5.Case: BMW -KISSQKISSQ -serverProductioncontrolsystemToolsNet-精确的和预设定的工具扭矩-不受操作人员影响•连接OK !•安全性要求的拧紧OK!•零出错拧紧概要5 steps...-螺丝计数-无重复拧紧-坏的连接-角度监测=>连接控制-可计算数值-可追踪-拧紧数据收集-控制器和工厂生产系统网络连接-不合格产品管理•批次OK !•扭矩OK !-无精度和过程安全完成零出错拧紧的5个等级We are committed to your superior productivity throughinteraction and innovation.通过互动与创新,我们承诺您实现卓越生产力。

高强螺栓等级标准高强螺栓等级标准一、目的本标准规定了高强螺栓的规格、材质、抗拉强度、屈强比、伸长率、硬度、疲劳强度、摩擦系数、扭矩系数和预拉力等指标。
通过对这些指标的明确规定,确保高强螺栓在不同应用场景中的质量和性能要求得到满足。
二、螺栓规格高强螺栓的规格应符合相关标准规定,包括直径、长度、螺距等参数。
根据应用需求,可选择不同规格的高强螺栓。
三、螺栓材质高强螺栓的材质应符合相关标准要求,通常采用优质碳钢或合金钢。
在选择材质时,应考虑材料的强度、韧性、耐腐蚀性等因素。
四、螺栓抗拉强度高强螺栓的抗拉强度是衡量其承载能力的重要指标。
抗拉强度应符合相关标准规定,以确保在正常使用条件下,高强螺栓能够承受所需的拉力。
五、螺栓屈强比屈强比是衡量高强螺栓在受力状态下,屈服强度与抗拉强度的比值。
合理的屈强比能够保证高强螺栓在承受载荷时具有较好的塑性和安全性能。
六、螺栓伸长率伸长率是衡量高强螺栓塑性变形能力的指标。
在拉伸过程中,螺栓应具有一定的伸长率,以确保其在承受载荷时具有一定的适应性和安全性。
七、螺栓硬度硬度是衡量高强螺栓材料硬度的指标。
在选择高强螺栓时,应考虑其硬度范围,以确保在正常使用条件下,螺栓具有较好的耐磨性和抗疲劳性能。
八、螺栓疲劳强度疲劳强度是衡量高强螺栓在交变载荷作用下,抗疲劳断裂的能力。
在选择高强螺栓时,应考虑其疲劳强度,以确保在长期使用过程中,螺栓不会因疲劳断裂而引发安全事故。
九、螺栓摩擦系数摩擦系数是衡量高强螺栓与连接件之间摩擦力的指标。
在选择高强螺栓时,应考虑其摩擦系数,以确保螺栓在连接过程中具有足够的连接紧固力。
十、螺栓扭矩系数扭矩系数是衡量高强螺栓在拧紧过程中,扭矩与轴力之间关系的指标。
在选择高强螺栓时,应考虑其扭矩系数,以确保螺栓在拧紧时能够达到所需的预紧力。
十一、螺栓预拉力预拉力是衡量高强螺栓在拧紧后,产生的预紧力的指标。
预拉力的大小直接影响高强螺栓的连接效果和使用安全性。
在选择高强螺栓时,应根据设计要求设定合理的预拉力值。
螺丝刀拧紧扭力国家标准
摘要
本文档旨在介绍螺丝刀拧紧扭力国家标准。
该标准确保螺丝刀的拧紧扭力符合国家要求,并提供相关测试方法和指导。
引言
螺丝刀是一种常见的工具,用于拧紧螺钉、螺栓等连接件。
它的拧紧扭力直接影响连接件的紧固效果和牢固度。
为了确保螺丝刀的拧紧扭力符合国家标准,本文档制定了相应的标准和测试方法。
标准内容
1. 螺丝刀拧紧扭力分类:根据不同用途和型号,将螺丝刀拧紧扭力分为若干等级。
2. 螺丝刀拧紧扭力要求:每个等级对应的拧紧扭力范围应符合国家标准规定。
3. 螺丝刀拧紧扭力测试方法:提供螺丝刀拧紧扭力的测量方法和设备要求,以确保测试的准确性和可靠性。
4. 螺丝刀拧紧扭力标识:对符合国家标准的螺丝刀,应进行相应的标识,方便用户辨识。
适用范围
本国家标准适用于所有螺丝刀的生产、销售和使用环节。
建议和注意事项
1. 生产商应根据本国家标准的要求,对螺丝刀的拧紧扭力进行检测和标识。
2. 用户在购买螺丝刀时,应注意选择符合本国家标准的产品。
3. 螺丝刀的拧紧扭力应根据实际需要进行选择,避免过度或不足拧紧导致问题。
结论
螺丝刀拧紧扭力国家标准为确保螺丝刀的质量和使用安全提供了基准。
生产商和用户应遵守该标准的要求,以确保螺丝刀的拧紧扭力符合国家要求,并保证连接件的紧固效果和牢固度。
200004-发动机拧紧力矩
1.拧紧力矩的类别和精度
拧紧力矩的类型有以下三类:
●拧紧力矩
●扭转角度
●扭转力矩+角度
一般给定力矩是名义力矩,即最大力矩和最小力矩的平均值。
拧紧力矩精度等级决定了力矩公差,拧紧力矩精度等级有以下三级:
●I级:特殊螺纹零件(最终力矩±10%)
●Ⅱ级:精确拧紧(名义力矩±10%)
●Ⅲ级:一般标准件(名义力矩±20%)
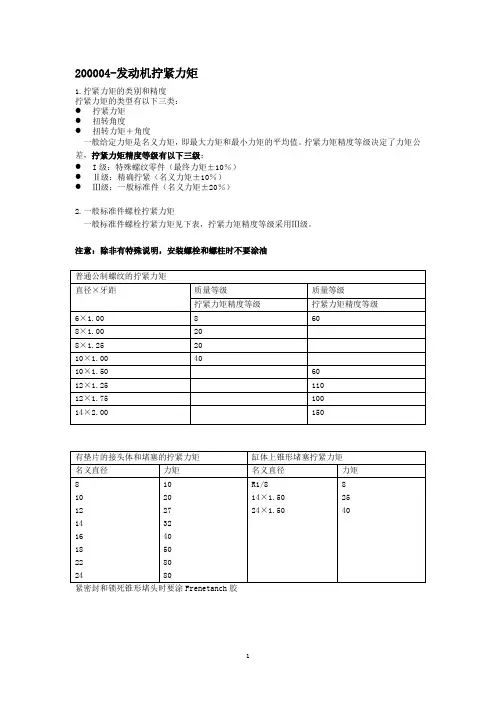
2.一般标准件螺栓拧紧力矩
一般标准件螺栓拧紧力矩见下表,拧紧力矩精度等级采用Ⅲ级。
注意:除非有特殊说明,安装螺栓和螺柱时不要涂油
紧密封和锁死锥形堵头时要涂Frenetanch胶
3.特殊要求拧紧力矩缸盖
往复运动系
气阀正时
发动机制动。
螺栓性能等级的含义钢结构连接用螺栓性能等级分3.6、4.6、4.8、5.6、6.8、8.8、9.8、10.9、12.9等10余个等级,其中8.8级及以上螺栓材质为低碳合金钢或中碳钢并经热处理(淬火、回火),通称为高强度螺栓,其余通称为普通螺栓。
螺栓性能等级标号有两部分数字组成,分别表示螺栓材料的公称抗拉强度值和屈强比值。
例如,性能等级4.6级的螺栓,其含义是:1、螺栓材质公称抗拉强度达400MPa级;2、螺栓材质的屈强比值为0.6;3、螺栓材质的公称屈服强度达400×0.6=240MPa级性能等级10.9级高强度螺栓,其材料经过热处理后,能达到:1、螺栓材质公称抗拉强度达1000MPa级;2、螺栓材质的屈强比值为0.9;3、螺栓材质的公称屈服强度达1000×0.9=900MPa级螺栓性能等级的含义是国际通用的标准,相同性能等级的螺栓,不管其材料和产地的区别,其性能是相同的,设计上只选用性能等级即可。
强度等级所谓8.8级和10.9级是指螺栓的抗剪切应力等级为8.8GPa和10.9Gpa8.8公称抗拉强度800N/mm²公称屈服强度640N/mm²一般的螺栓是用"X.Y"表示强度的,X*100=此螺栓的抗拉强度,X*100*(Y/10)=此螺栓的屈服强度(因为按标识规定:屈服强度/抗拉强度=Y/10)===============如4.8级则此螺栓的抗拉强度为:400MPa屈服强度为:400*8/10=320MPa=================另:不锈钢螺栓通常标为A4-70,A2-70的样子,意义另有解释度量当今世界上长度计量单位主要有两种,一种为公制,计量单位为米(m)、厘米(cm)、毫米(mm)等,在欧州、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸(inch),相当于我国旧制的市寸,在美国、英国等欧美国家使用较多。
汽车螺栓拧紧方式及拧紧质量评价拧紧技术目前在我国并没有被引起足够的重视,对于拧紧技术的研究基本上还处于起步阶段,但是随着大家对拧紧技术认识的不断深入,该技术在国内必将有长足的发展。
在汽车制造业中,将各种汽车零部件装配成整车的过程,需要很多种不同类型的联接,比如焊接、螺栓联接和粘胶联接等。
其中螺栓联接是最重要的联接方法之一.由于螺栓联接可以获得很高的联接强度,又便于装拆,具有互换性,通过标准化实现了大批量生产,成本低而且价格便宜,经常被应用到发动机、变速箱和底盘等重要位置的装配中。
所以,螺栓的拧紧质量直接影响到产品的安全性和可靠性。
图1 转角拧紧法的拧紧曲线螺栓联接质量控制原理螺栓联接的实质是通过将螺栓的轴向预紧力控制到适当范围,从而将两个工件可靠地联接在一起.为了确保螺纹联接的刚性、密封性、防松能力和受拉螺栓的疲劳强度,联接螺栓对预紧力的精度要求是相当高的.所以,轴向预紧力是评价螺栓联接可靠性的重要指标.轴向预紧力的最低限是由联接结构的用途决定的,该值必须保证被联接工件在工作过程中始终可靠贴合。
轴向预紧力的最高值必须保证螺栓及被联接工件在预紧和工作过程中不会发生脱扣、剪断和疲劳断裂等损坏.怎样控制和监控预紧力的数值,使之能够达到产品要求显然是一个值得研究的课题。
螺栓拧紧方法螺栓拧紧方法主要有两类,分别是弹性拧紧和塑性拧紧。
弹性拧紧一般指扭矩拧紧法,塑性拧紧主要包括转角拧紧法、屈服点拧紧法等.1.扭矩拧紧法扭矩拧紧法的原理是扭矩大小和轴向预紧力之间存在一定关系。
通过将拧紧工具设置到某个扭矩值来控制被联接件的预紧力。
在工艺过程、零件质量等因素稳定的前提下,该拧紧方式操作简单、直观,目前被广泛采用。
根据经验,在拧紧螺栓时,有50%的扭矩消耗在螺栓端面的摩擦上,有40%消耗在螺纹的摩擦上,仅有10%的扭矩用来产生预紧力。
由于外界不稳定条件对扭矩拧紧法的影响很多,所以通过控制拧紧扭矩间接地实施预紧力控制的扭矩法将导致对轴向预紧力控制精度低.而且有极少数的螺栓联接,扭矩已达到规定值,而螺栓头还未完全与被联接件贴合或间隙有时很小,目视不容易发现。
8.8级螺栓的拧紧力矩标准
螺栓拧紧力矩是螺栓连接时非常重要的参数,对于螺栓的连接质量和安全性有着关键
作用。
而对于不同级别的螺栓,在拧紧时所需的力矩也不一样。
本文将以8.8级螺栓为例,介绍其拧紧力矩标准。
8.8级螺栓的强度等级是指其材料的拉伸强度和屈服强度的比值,通常用“编号.9”
表示,如8.8、10.9等。
其中8.8级螺栓的材料拉伸强度为800N/mm²,屈服强度为
640N/mm²。
在使用螺栓连接时,要根据工作条件确定所需的拧紧力矩。
而8.8级螺栓的拧紧力矩
标准在不同情况下会有所不同,下面将分别介绍。
1. 干涉型连接
干涉型连接指的是在两个工件的重合部分,将螺栓穿过孔洞并用螺母拧紧的连接方式。
这种连接方式要求螺栓应能够在两个工件之间产生足够的预紧力,以确保连接的紧密可靠。
8.8级螺栓在干涉连接时的拧紧力矩标准如下:
螺栓直径(m) 拧紧力矩(Nm)
M5 8.7
因为干涉型连接需要产生足够的预紧力,所以在拧紧螺栓时要注意控制力矩的大小,
以免产生过大的预紧力,导致工件变形或损坏。
夹紧型连接是指将两个工件夹紧在一起,并且需要保证螺栓在连接中被压紧,以防止
工件分离。
8.8级螺栓在夹紧型连接时的拧紧力矩标准如下:
拉伸型连接是指将螺栓拉伸到一定程度以达到连接的目的。
8.8级螺栓在拉伸型连接
时的拧紧力矩标准如下:
拉伸型连接要求螺栓能够承受工作条件下的拉力,拧紧时要逐渐加大力矩,直到螺栓
被拉伸到适当的程度,需要注意的是不要在拉伸之前就达到规定的力矩。