电批扭力控制标准
- 格式:doc
- 大小:92.50 KB
- 文档页数:2
质量管理文件 文件编码:
修改状态:0/A
电批扭力控制标准 第 1 页 共 2页
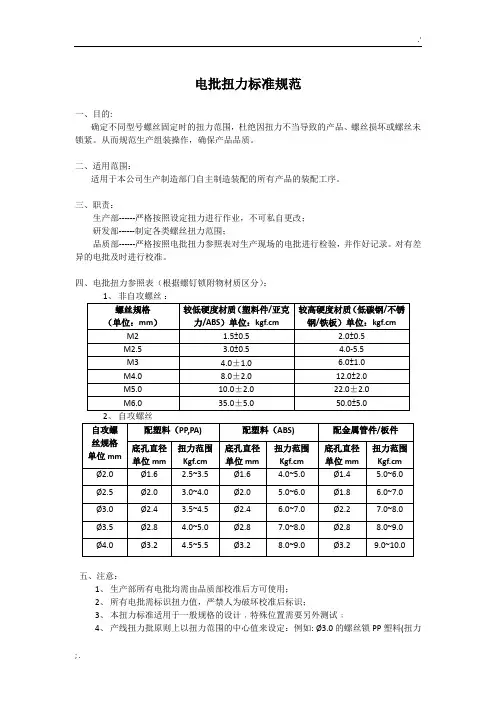
1.目的
规范产品作业要求,提高产品品质,减少客诉。
2.适用范围
本厂生产部门所使用的电批风批等扭力工具。
3.扭力控制标准:
材质
螺丝 PC PC+ABS ABS HIPS PP 软金属质
Ø2*4机械牙 1.5
Ø2*6机械牙 1.8
Ø2*8机械牙 2
Ø2*10机械牙 2.5
Ø3*4机械牙 2
Ø3*6机械牙 3.5
Ø3*8机械牙 5
Ø3*10机械牙 5.5
Ø3*12机械牙 5.5
Ø3*15机械牙 6.5
Ø2*6自攻牙 3 2.3 2 1.8 1.8 2.5
Ø2*8自攻牙 3.5 3 2.5 2 2 4
Ø2*10自攻牙 5 3.5 3 3 3 5.5
Ø2.3*6自攻牙 3.2 2.5 2.2 2 2 2.5
Ø2.3*8自攻牙 3.7 3.2 2.7 2.2 2.2 4
Ø2.3*10自攻牙 5 3.7 3.2 3.2 3.2 5.5
Ø2.6*6自攻牙 3.5 2.8 2.5 2.3 2.3 3.5
Ø2.6*8自攻牙 4 3.5 3 2.5 2.5 5
Ø2.6*10自攻牙 5.5 4 3.5 3.5 3.5 6.5
Ø2.6*12自攻牙 6 5 4 4 4 7
Ø3*6自攻牙 5 3 2.5 2.5 2.5 5
Ø3*8自攻牙 5.5 4 3.5 3 3 8.5
Ø3*10自攻牙 6.5 4.5 4 3.5 3.5 11
Ø3*12自攻牙 6.5 5.5 4.5 4.5 4.5 13
Ø3*15自攻牙 8.5 6.5 5.5 5.5 5.5
Ø3.5*8自攻牙 8.5 5.5 4 4 4 10
Ø3.5*10自攻牙 10 6 4.5 4.5 4.5 14
Ø3.5*12自攻牙 11 8 5 5 5
Ø3.5*15自攻牙 11 9 6.5 6.5 6.5
Ø3.5*20自攻牙 12 10 7 7 7
注:1.自攻牙为平头细牙; 2.斜线为暂无使用的项目; 3.扭矩为KG.F.CM;
备注: 1KGF.CM=9.81N.CM=0.0981N.M
编制: 审核: 批准: 日期:
质量管理文件 文件编码:
修改状态:0/A
电批扭力控制标准 第 2 页 共2页
4.点检流程
4.1 装配技术员及拉长在排拉过程中,需根据不同的螺丝型号及不同的材质调整电批扭力并固定扭力(工人不可私自调整)。
4.2 装配IPQC需根据螺丝扭力对照表检查拉线电批扭力是否符合标准,并记录到《电批扭力控制点检表》中。
4.3 拉长需将不能调整扭力的电批送至PIE机修组进行及时修理校正。
5.相关表单
《电批扭力控制点检表》
编制 审核: 批准: 日期: