第二篇金属液态成形(ppt)
- 格式:ppt
- 大小:5.95 MB
- 文档页数:123

第二章金属液态成形将金属熔炼成符合一定要求的液体并浇入铸型,经冷却凝固、清理处理后得到预定形状、尺寸和性能的铸件的工艺过程。
铸造是现代机械制造工业的基础工业之一,是人类掌握较早的一种金属热加工工艺。
发展的三个历史阶段…铸造一般按造型方法分类:•普通砂型铸造▪湿砂型、干砂型、化学硬化砂型•特种铸造▪以天然矿产砂石为造型原料:熔模铸造、壳型铸造、负压铸造、泥型铸造、实型铸造、陶瓷型铸造等▪以金属作为主要造型原料:金属型铸造、离心铸造、连铸、压力铸造、低压铸造等第一节砂型铸造方法砂型铸造采用耐火度高的硅砂、锆英砂等,配以型砂粘结剂和其他辅助材料混制成型砂,作为铸型材料。
可分作手工造型和机械造型两种。
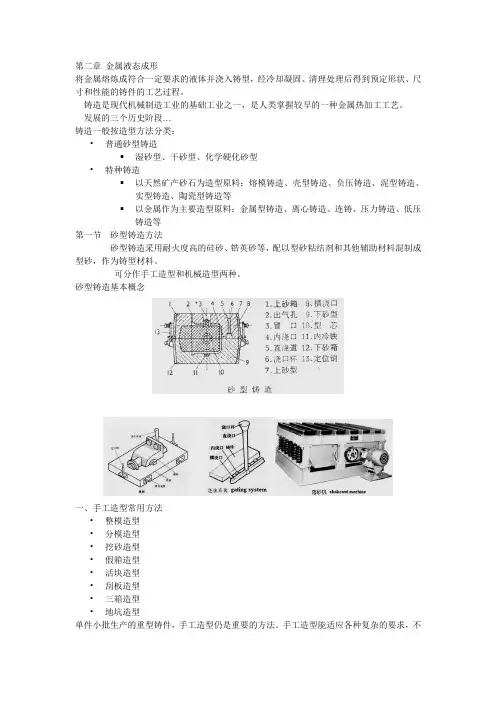
砂型铸造基本概念一、手工造型常用方法•整模造型•分模造型•挖砂造型•假箱造型•活块造型•刮板造型•三箱造型•地坑造型单件小批生产的重型铸件,手工造型仍是重要的方法。
手工造型能适应各种复杂的要求,不要求很多工艺装备。
对于单件生产的重型铸件,采用地坑造型法成本低,投产快。
比较灵活、易行,但效率低,劳动强度大,尺寸精度和表面质量低。
二、机械造型适用于批量生产的中、小铸件,尺寸精度和表面质量高,投资大。
几种典型的机械造型1.震压造型•空气震动,噪音大•适用于中小型铸件2.微震压实造型•振动f=150~500Hz,A=25~80mm微振f=400~3000Hz,A=5~10mm•压实效果好、生产效率高•弹簧气动结构较复杂、噪声大3.高压造型•整体预震和局部微震结合,效果好•结构复杂,适用于自动生产线4.射砂造型1)热芯盒射砂造型•含树脂型砂喷射和热固化•效率高、质量好2)冷芯盒射砂造型•型砂喷射,气体硬化•质量好、生产灵活5.射压造型•造型质量好•自动化程度高•生产率高第二节特种铸造方法一、熔模铸造1.工艺步骤•制造压型•制造熔模•制造型壳•脱模、焙烧•浇注、清理2.工艺简介:1).熔模和模组的制造• 熔模:压型表面涂分型剂,压制熔模 • 组模:焊接法、机械组装法 熔模制造:多采用压力把糊状模料压入压型的方法制造熔模。