车刀工作图画法5
- 格式:ppt
- 大小:3.35 MB
- 文档页数:51
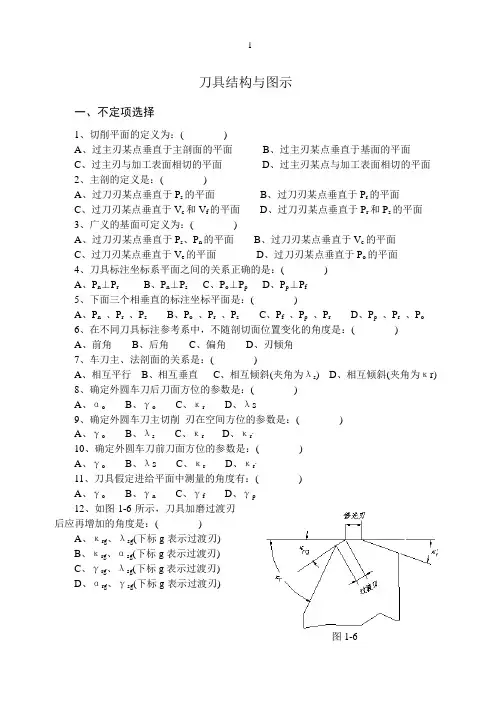
刀具结构与图示一、不定项选择1、切削平面的定义为:( )A、过主刃某点垂直于主剖面的平面B、过主刃某点垂直于基面的平面C、过主刃与加工表面相切的平面D、过主刃某点与加工表面相切的平面2、主剖的定义是:( )A、过刀刃某点垂直于P s的平面B、过刀刃某点垂直于P r的平面C、过刀刃某点垂直于V c和V f的平面D、过刀刃某点垂直于P r和P s的平面3、广义的基面可定义为:( )A、过刀刃某点垂直于P s、P n的平面B、过刀刃某点垂直于V c的平面C、过刀刃某点垂直于V e的平面D、过刀刃某点垂直于P o的平面4、刀具标注坐标系平面之间的关系正确的是:( )A、P n⊥P rB、P n⊥P sC、P o⊥P pD、P p⊥P f5、下面三个相垂直的标注坐标平面是:( )A、P n、P r、P sB、P o、P r、P sC、P f、P p、P rD、P p、P r、P o6、在不同刀具标注参考系中,不随剖切面位置变化的角度是:( )A、前角B、后角C、偏角D、刃倾角7、车刀主、法剖面的关系是:( )A、相互平行B、相互垂直C、相互倾斜(夹角为λs)D、相互倾斜(夹角为κr)8、确定外圆车刀后刀面方位的参数是:( )A、αoB、γoC、κrD、λs9、确定外圆车刀主切削刃在空间方位的参数是:( )A、γoB、λsC、κrD、κr.10、确定外圆车刀前刀面方位的参数是:( )A、γoB、λsC、κrD、κr.11、刀具假定进给平面中测量的角度有:( )A、γoB、γnC、γfD、γp12、如图1-6所示,刀具加磨过渡刃A、κrg、λsg(下标g表示过渡刃)B、κrg、αsg(下标g表示过渡刃)C、γrg、λsg(下标g表示过渡刃)D、αrg、γsg(下标g表示过渡刃)图1-6图1-7 13、合成切削速度e V 与主运动速度c VA 、e V =Vc (λs=0)B 、e V =Vc +VfC 、e V =Vf (f=0)D 、e V =Vc (f=0)14、影响刀具工作角度的因素有:( )A 、切削速度的大小B 、走刀量的大小C 、切削深度的大小D 、刀具安装高低或偏斜的情况15、如图1-7所示,加工内表面,若刀具安装低于工作回转中心,则:( )A 、γpe 增大、αpe 减少B 、γpe 增大、αpe 增大C 、γpe 不变、αpe 增大D 、γpe 增大、αpe 不变16如图1-8所示,加工外圆表面,引起车刀工作前角γfe 增大,后角αfe 减少的原因是:( ) A 、刀具安装高于工作中心 B 、刀具安装低于工件中心C 、有纵向(Pp 方向)进给运动D 、有横向(Pf 方向)进给运动17、如图1-8所示,用λs=0的外圆车刀,安装高于中心时,工作角度变化为:( )A 、后角增大B 、前角增大C 、后角减小D 、前角减小18、如图1-8所示,自动进给割断时,棒料中心有时会留下一段小圆柱,其原因是:A 、走刀量过大B 、走刀量过小C 、刀刃安装高于中心D 、刀刃安装高于中心19、区别自由切削与非自由切削的方法是:( )A 、看主偏角是否大于90度B 、看刃倾角是否大于零C 、看参加工作的刀刃是否大于三个D 、看刀具独立角度是否大于六个20、斜角切削的特征是:( )A 、前角不等于零B 、后角不等于零C 、刃倾角不等于零D 、主偏角不等于零21、改变车刀主偏角对以下那几个切削要素有影响( )A 、h DB 、a pC 、fD 、b D22、如图1-9所示用90°外圆刀将φ80的棒料加工到φ72,n=320、f=0.18,则h D 与b D 分别为:( )A 、h D =0.18、b D =8B 、h D =0.18、b D =4C 、hD =0.15、b D =8图1-8D、h D=0.15、b D=4图1-9二、刀具角度标注:1、在图1-10中车刀的标注角度:κr,κ’r, γo,αo,α’o ,λs ,γn ,αn2、在图1-11中标注切断刀的标注角度:κr ,κ’r,γo,αo,α’o ,λs3、在图1-12中标注内孔镗刀的基本标注角度:κr ,κ’r, γo,αo,α’oλs图1-10图1-11图1-124、车刀立体图如图1-13所示,按序号写出图示加工时其各组成部分名称,并在相应的刀具角度图上标出主偏角Kr、前角、后角αo、副后角αo`、刃倾角λs和副偏角Kr`1、2、3、4、图1-135、外圆车刀立体图如图1-14所示,按序号写出车外圆时其各组成部分名称,并在相应的刀具角度图上标出主偏角Kr、前角γ0、后角α0、副后角α0`、刃倾角λs和副偏角Kr’图1-14三、图形表达1、绘图表示角度γo,λs,γi三维空间关系。
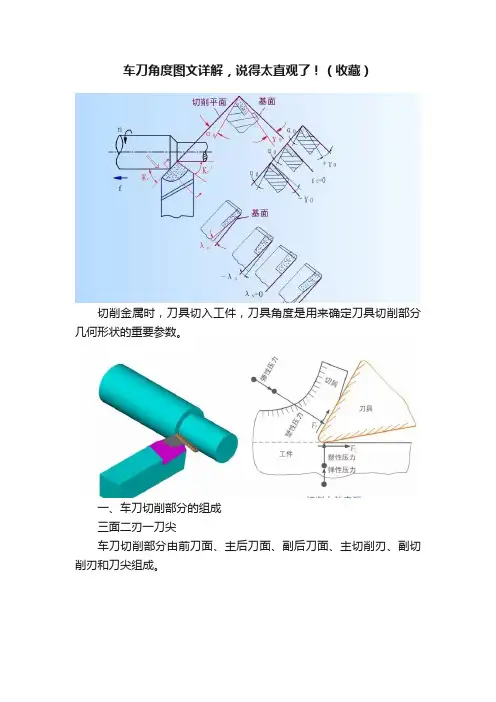
车刀角度图文详解,说得太直观了!(收藏)切削金属时,刀具切入工件,刀具角度是用来确定刀具切削部分几何形状的重要参数。
一、车刀切削部分的组成三面二刃一刀尖车刀切削部分由前刀面、主后刀面、副后刀面、主切削刃、副切削刃和刀尖组成。
1)前刀面刀具上切屑流过的表面。
2)主后刀面刀具上与工件上的加工表面相对着并且相互作用的表面,称为主后刀面。
3)副后刀面刀具上与工件上的已加工表面相对着并且相互作用的表面,称为副后刀面。
4)主切削刃刀具的前刀面与主后刀面的交线称为主切削刃。
5)副切削刃刀具的前刀面与副后刀面的交线称为副切削刃。
6)刀尖主切削刃与副切削刃的交点称为刀尖。
刀尖实际是一小段曲线或直线,称修圆刀尖和倒角刀尖。
二、测量车刀切削角度的辅助平面为了确定和测量车刀的几何角度,需要选取三个辅助平面作为基准,这三个辅助平面是切削平面、基面和正交平面。
1)切削平面——切于主切削刃某一选定点并垂直于刀杆底平面的平面。
2)基面——过主切削刃的某一选定点并平行于刀杆底面的平面。
3)正交平面——垂直于切削平面又垂直于基面的平面。
可见这三个坐标平面相互垂直,构成一个空间直角坐标系。
三、车刀的主要几何角度及选择1)前角(γ0 ) 选择的原则前角的大小主要解决刀头的坚固性与锋利性的矛盾。
因此首先要根据加工材料的硬度来选择前角。
加工材料的硬度高,前角取小值,反之取大值。
其次要根据加工性质来考虑前角的大小,粗加工时前角要取小值,精加工时前角应取大值。
前角一般在-5°~25°之间选取。
通常,制作车刀时并没有预先制出前角(γ0),而是靠在车刀上刃磨出排屑槽来获得前角的。
排屑槽也叫断屑槽,它的作用大了去了折断切屑,不产生缠绕;控制切屑的流出方向,保持已加工表面的精度;降低切削抗力,延长刀具寿命。
2)后角(α0 )选择的原则首先考虑加工性质。
精加工时,后角取大值,粗加工时,后角取小值。
其次考虑加工材料的硬度,加工材料硬度高,主后角取小值,以增强刀头的坚固性;反之,后角应取小值。

端面车刀及外圆车刀(45度车刀,90度车刀)的车削方法和图片2007-06-25 09:39一、车端面常用的端面车刀(弯头刀如图2 和偏刀如图1)和车端面的方法,如金工实习教材第160页所示。
对于既车外圆又车端面的场合,常使用弯头车刀和偏刀来车削端面。
弯头车刀是用主切削刃担任切削,适用于车削较大的端面。
偏刀从外向里车削端面,是用车外圆时的副切削刃担任切削,副切削刃的前角较小,切削不够轻里向外车削端面,便没有这个缺点,不过工件必须有孔才行。
常用端面车削时的几种情况如图6-15所示。
图6-15 车端面的常用车刀车端面时应注意以下几点:1)车刀的刀尖应对准工件中心,以免车出的端面中心留有凸台。
2)偏刀车端面,当背吃刀量较大时,容易扎刀。
背吃刀量a p的选择:粗车时a p=0.2mm~1mm,精车时a p=0.05 mm~0.2mm。
3)端面的直径从外到中心是变化的,切削速度也在改变,在计算切削速度时必须按端面的最大直径计算。
4)车直径较大的端面,若出现凹心或凸肚时,应检查车刀和方刀架,以及大拖板是否锁紧。
为使车刀准确地横向进给,应将大溜板紧固在床身上,用小刀架调整切削深度。
5)端面质量要求较高时,最后一刀应由中心向外切削。
车端面的质量分析:1)端面不平,产生凸凹现象或端面中心留“小头”;原因时车刀刃磨或安装不正确,刀尖没有对准工件中心,迟到深度过大,车床有间隙拖板移动造成。
2)表面粗糙度差。
原因是车刀不锋利,手动走刀摇动不均匀或太快,自动走刀切削用量选择不当一、车外圆1.安装工件和校正工件安装工件的方法主要有用三爪自定心卡盘或者四爪卡盘、心轴等(详见6.8车床附件的使用)。
校正工件的方法有划针或者百分表校正(详见6.8车床附件的使用中图8-49)。
2.选择车刀车外圆可用图6-12所示的各种车刀。
直头车刀(尖刀)的形状简单,主要用于粗车外圆;弯头车刀不但可以车外圆,还可以车端面,加工台阶轴和细长轴则常用偏刀。