刀具角度参数
- 格式:ppt
- 大小:2.23 MB
- 文档页数:13
刀具几何角度45°切断刀主要角度标注
一、一面二角分析法
表示空间任意一个平面方位的定向角度只需两个,所以判断刀具切削部分需要标注的独立角度数量可用一面二角分析法确定。
即刀具需要标注的独立角度数量是刀面数量的二倍。
分析任何一种刀具,包括钻头、铳刀、等复杂刀具几何参数时,都可将复杂的刃形分为一个个切削刃,每个切削刃应有前、后两个刀面、每个刀面应标注两个独立角度。
例如用Yo和Ns两角确定前面的方位,用α o、Kr两角可确定后面的方位,用Kr和入S两角可确定主切削刃的方位。
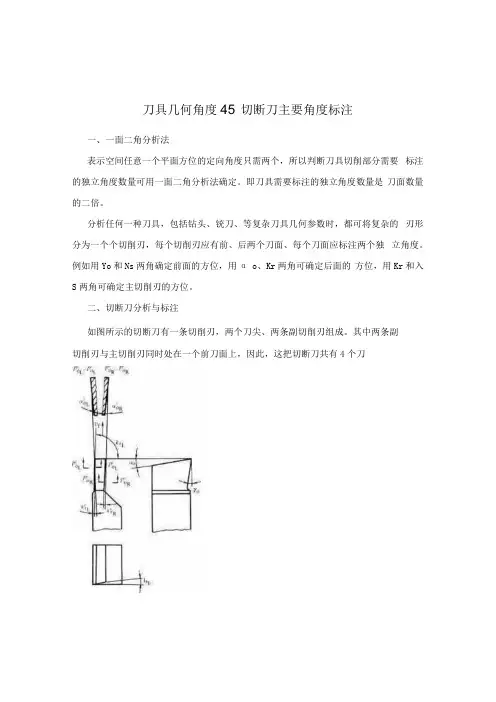
二、切断刀分析与标注
如图所示的切断刀有一条切削刃,两个刀尖、两条副切削刃组成。
其中两条副
切削刃与主切削刃同时处在一个前刀面上,因此,这把切断刀共有4个刀
面。
4X2=8,需要标注的独立角度共有8个。
习惯上标注左
切削刃上的主偏角、刃倾角,而右刃角度是派生角度。
因此, 切断刀各刀面的定向角是:
前面定向角:Y、λ sL;后面定向角:ao、KrL;左o
副后面定向角Q'oL、KrL右副后面定向角α'O R、
KrR'
四、
其它参考系
1、假定工作平面参考系由P、P、P三个平面组成。
其中:rfp
(1)假定进给平面P过切削刃选定点平行于假定进给运动方向并垂直于基面的平面。
(2)假定切f
深平面(背平面)P过过切削刃选定点既垂直假定工作平面又垂直于基面的平
图1-10 T7]1∏,后用和刃籁用正、员的板东β)时.后角b)刃伍角。
90度外圆车刀角度参数
90 度外圆车刀的角度参数可以根据需要进行调节,以下是一些常见的参数设置:
1. 粗车角度:为了保证车刀的强度,通常需要设置较大的前角和后角,以避免车刀断裂。
粗车角度的大小取决于刀具材料和工件材料的强度。
一般来说,前角和后角的大小分别为 -3 到 0 度和 8 到11 度。
2. 精车角度:精车角度需要保证车刀的锋利度,以便高效地进行切削。
一般来说,精车角度的大小为 15 到 20 度,前角为 12 度,后角为 8 到 11 度。
3. 主偏角:主偏角的大小决定了车刀在工件表面上的切削方向。
一般来说,主偏角的大小为 75 度到 90 度,可以根据需要进行调节。
4. 刃倾角:刃倾角的大小决定了车刀在工件表面上的切削角度。
一般来说,刃倾角的大小为 3 到 5 度,可以根据需要进行调节。
5. 副偏角:副偏角的大小决定了车刀在工件表面上的切削方向。
一般来说,副偏角的大小为 6 到 8 度,可以根据需要进行调节。
以上是 90 度外圆车刀的一些常见角度参数,具体参数设置取决于实际需要和刀具材料等因素。

1.车刀分:外圆车刀、端面车刀、切断刀、内孔车刀、螺纹车刀。
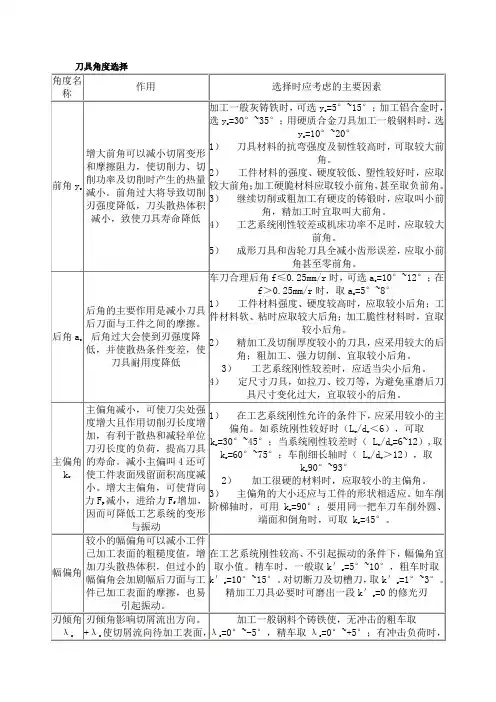
2.车刀的角度有:前角、后角、副后角、刃倾角、主偏角、副偏角。
(1)前角γ0:前刀面与基面的夹角,在主剖面中测量。
前角的大小影响切削刃锋利程度及强度。
增大前角可使刃口锋利,切削力减小,切削温度降低,但过大的前角,会使刃口强度降低,容易造成刃口损坏。
取值范围为:-8°到+15°。
选择前角的一般原则是:前角数值的大小与刀具切削部分材料、被加工材料、工作条件等都有关系。
刀具切削部分材料性脆、强度低时,前角应取小值。
工件材料强度和硬度低时,可选取较大前角。
在重切削和有冲击的工作条件时,前角只能取较小值,有时甚至取负值。
一般是在保证刀具刃口强度的条件下,尽量选用大前角。
如硬质合金车刀加工钢材料时前角值可选5°-15°。
(2)主后角α0: 主后刀面与切削平面间的夹角,在主剖面中测量。
其作用为减小后刀面与工件之间的摩擦。
它也和前角一样影响刃口的强度和锋利程度。
选择原则与前角相似,一般为0到8°。
(3)主偏角κr: 主切削刃与进给方向间的夹角,在基面中测量。
其作用体现在影响切削刃工作长度、吃刀抗力、刀尖强度和散热条件。
主偏角越小,吃刀抗力越大,切削刃工作长度越长,散热条件越好。
选择原则是:工件粗大刚性好时,可取小值;车细长轴时为了减少径向切削抗力,以免工件弯曲,宜选取较大的值。
常用在15°到90°之间。
(4)副偏角κ'r: 副切削刃与进给反方向间的夹角,在基面中测量。
其作用是影响已加工表面的粗糙度,减小副偏角可使被加工表面光洁。
选择原则是:精加工时,为提高已加工表面的质量,应选取较小的值,一般为5到10°。
(5)刃倾角λs :主切削刃与基面间的夹角,在主切削平面中测量。
主要作用是影响切屑流动方向和刀尖的强度。
以刀柄底面为基准,主切削刃与刀柄底面平行时,λs =0,切屑沿垂直于主切削刃的方向流出。
在计算刀具工作角度时,可以采用解析法。
解析法基于切削刃的几何形状和位置,通过数学表达式来计算工作角度。
这种方法适用于复杂的刀具形状和几何参数。
以下是一个简单的例子来说明解析法的基本步骤:
定义变量和已知量:例如,已知前角(γ0)、后角(α0)、刃倾角(λs)和切削速度(v)等。
根据切削刃的几何形状和位置,确定切削刃上各点的坐标。
根据已知的工作角度和切削刃上各点的坐标,建立数学模型,计算工作角度。
通过求解数学模型,得到刀具工作角度的结果。
需要注意的是,解析法的精度取决于所采用的数学模型和切削刃几何形状的复杂性。
对于复杂的刀具形状和几何参数,需要采用更精确的数学模型和计算方法。

加工中心内外倒角刀参数设定
加工中心内外倒角刀是常用于金属加工的一种切削工具。
以下是一份倒角刀的参数设定,供参考:
1. 倒角刀编号:A001
2. 材质:硬质合金
3. 刀具直径:10mm
4. 刃数:2
5. 刀尖半径:1mm
6. 刀尖角度:90度
7. 刀杆类型:直柄
8. 切削速度:200 m/min
9. 进给速度:0.05 mm/tooth
10. 加工深度:2mm
11. 冷却液类型:切削油
12. 冷却液压力:2.5 bar
13. 冷却液流量:10 L/min
14. 加工设置:先预钻倒角刀位,再进行倒角切削
15. 刀位磨损检查周期:每小时进行一次检查,如有磨损需及时更换或修复
以上是倒角刀的一般参数设定,具体的切削参数还需要根据实际加工材料和机床的工作条件进行调整。
对于不同硬度、形状和尺寸的工件,可能需要进行进一步的参数优化和调整。
在进行实际加工时,应根据机床和刀具的技术规范进行操作,并确保切削过程安全和稳定。

刀具标注角度的三个参考平面1.引言在机械工程领域,刀具的设计和制造是十分重要的。
在机械制造过程中,刀具是主要的加工工具之一。
因此,刀具标注角度的方法和标准是十分必要的。
刀具标注角度是指刀具的几何结构参数,通过这些参数,我们可以确定刀具的加工类型和合适的工作条件。
2.参考平面的含义和分类参考平面是在工程设计中用来标注物体尺寸大小,位置和形态等参数的一种方法。
刀具标注角度的参数通常是由三个参考平面决定的,它们分别是主面,辅助面和固定参照面。
2.1主面主面是指刀具刃口面,也就是刀具最主要的工作面。
主面的角度通常直接影响到刀具的加工类型和加工效率。
通常,在铣刀具和钻头中,主面的角度均称为刃角。
刃角是刀具的最主要的几何结构参数之一,对刀具的切削功率、切削性能和切削精度都有重要的影响。
2.2辅助面辅助面通常是相对于主面而言的一个侧面。
辅助面也被称为刀身面或刃前面,通常用来修剪工件的边缘或者进行切削面前的预备准备工作。
在一些特殊的情况下,辅助面也会用来进行非常规的切削操作。
辅助面的角度通常被称为前角或者小倾角。
前角是切削角度中最小的一种角度,具有很好的切削效果和切削精度,并且可以防止刀具与工件的磨损。
2.3固定参照面固定参照面是指固定在其它物体上的一个平面。
固定参照面在标注刀具几何参数时有重要的作用。
在当今的机械加工中,刀具和工件尺寸的测量通常基于一个公共的参考平面。
这样可以保证加工中的相关尺寸参数具有很好的相对符合度。
3.刀具标注角度的应用刀具标注角度在机械加工中有很广泛的应用。
通常,刀具标注角度被应用在铣削、钻孔、发镗、车削等不同加工过程中。
不同的加工过程通常需要不同的切削角度来更好地完成加工任务。
在实际应用中,切削工具的切削角度可以根据具体加工需求进行优化。
优化后的刀具在加工过程中具有更好的切削性能、加工效率和加工精度。
4.结论总之,刀具标注角度的三个参考平面——主面、辅助面和固定参照面分别有其自身的含义和分类。
锥铰刀角度尺寸锥角铰刀是一种用于铰削工作的机械刀具,常用于金属加工、木工、塑料加工等行业中。
它的特点是刀头呈圆锥形,并具有倒角刃。
下面将为大家介绍锥角铰刀的角度尺寸及其相关参考内容。
首先,锥角铰刀的角度尺寸包括刀头锥角、刃倒角角度和刃倒角宽度。
这些尺寸的选择取决于具体的加工要求和材料性质。
下面是常见的参考数值:1. 刀头锥角:刀头锥角是指刀头两侧面之间的夹角,常用于控制铰削过程中的切割效果和刀具寿命。
常见数值为5°、10°、15°等。
2. 刃倒角角度:刃倒角角度是指刀具刃部与材料表面的夹角,用于降低加工时的切削力和切削温度,提高加工质量和刀具寿命。
常见数值为30°、45°、60°等。
3. 刃倒角宽度:刃倒角宽度是指刀具刃部边缘到刃部倒角交点之间的距离。
一般来说,刃倒角宽度应根据加工工件材料、加工深度等因素进行选择,常见数值为0.1mm、0.2mm、0.3mm 等。
另外,锥角铰刀的设计与使用还需要考虑到以下因素:1. 材料硬度:不同硬度的材料需要选择不同的刀具材料和刀具几何参数。
对于硬度较高的材料,需选用耐磨性好的刀具材料,并增加刀具的刚性和刀具角度尺寸,以提高切削效果和延长刀具寿命。
2. 加工精度:对于需要较高加工精度的工作件,要选择高精度的锥角铰刀,并控制好刀具角度尺寸的公差,以保证加工质量。
3. 加工稳定性:在进行高速加工或深孔加工时,应选择较小的刀具角度尺寸,以减小切削力和振动,提高加工稳定性。
4. 刀具涂层:适当选择刀具涂层,如TiN、TiAlN等,可以提高刀具的耐磨性和耐热性,延长刀具寿命。
以上是关于锥角铰刀角度尺寸的相关参考内容。
在使用锥角铰刀时,需要根据具体的加工要求和材料性质选择合适的刀具角度尺寸,并根据加工情况进行调整和优化,以获得最佳的加工效果。
刀尖倒角计算公式图解法刀尖倒角是机械加工中常见的一种工艺,它可以提高工件的表面质量和加工精度。
在实际加工中,刀尖倒角的大小和形状对加工效果有着重要的影响。
因此,我们需要掌握刀尖倒角的计算公式和图解法,以便在实际加工中正确地进行刀尖倒角。
刀尖倒角的计算公式主要包括倒角角度、倒角长度和倒角半径。
下面我们将分别介绍这三个方面的计算公式和图解法。
一、倒角角度的计算公式和图解法。
倒角角度是刀尖倒角的重要参数,它直接影响着刀具的切削性能和加工效果。
一般来说,倒角角度越大,刀具的切削力越小,但是加工表面的质量也会受到一定的影响。
因此,选择合适的倒角角度对于提高加工效率和加工质量至关重要。
倒角角度的计算公式为:倒角角度 = arctan(倒角半径 / 刀具直径)。
其中,arctan表示反正切函数,倒角半径和刀具直径均为已知量。
根据这个公式,我们可以计算出合适的倒角角度。
图解法,在实际加工中,我们可以利用倒角角度的计算公式来绘制图解。
首先,我们需要确定刀具的直径和倒角半径,然后根据公式计算出倒角角度。
接着,我们可以利用这个角度在工件上进行标记,以便在加工过程中正确地进行刀尖倒角。
二、倒角长度的计算公式和图解法。
倒角长度是指刀尖倒角的长度,它直接影响着刀具的切削效果和加工精度。
一般来说,倒角长度越大,切削力越小,但是加工表面的质量也会受到一定的影响。
因此,选择合适的倒角长度对于提高加工效率和加工质量同样至关重要。
倒角长度的计算公式为:倒角长度 = 倒角半径 / tan(倒角角度)。
其中,倒角半径和倒角角度均为已知量。
根据这个公式,我们可以计算出合适的倒角长度。
图解法,在实际加工中,我们可以利用倒角长度的计算公式来绘制图解。
首先,我们需要确定倒角半径和倒角角度,然后根据公式计算出倒角长度。
接着,我们可以利用这个长度在工件上进行标记,以便在加工过程中正确地进行刀尖倒角。
三、倒角半径的计算公式和图解法。
倒角半径是指刀尖倒角的半径,它直接影响着刀具的切削性能和加工效果。
1.刀具切削部分的组成,前(刀)面A r、主后(刀)面Aα、副后刀面Aα'、主切削刃S、副切削刃S'、刀尖。
2.刀具几何角度参数,前角、后角、主偏角、副偏角、刃倾角、副后角、楔角、刀尖角、余偏角。
3.基面、切削平面、正交平面共同组成刀具标注角度的正交平面参考系。
4.在刀具标注角度正交参考系中确定的切削刃、各刀面的方位角度称为刀具标注角度。
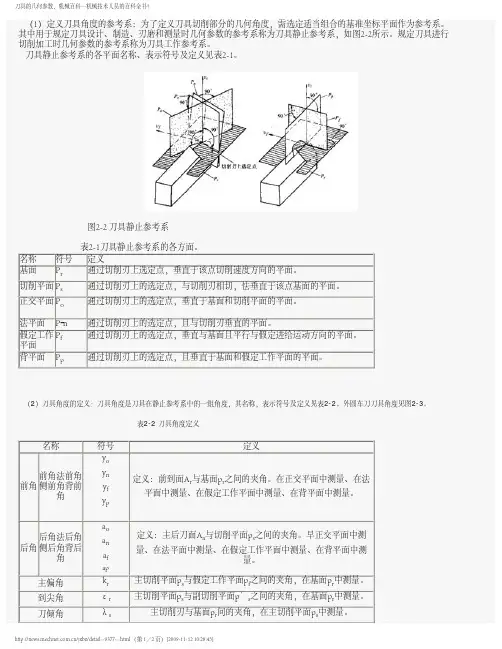
5.基面,通过切削刃上的选定点,并与该点切削速度方向相垂直的平面。
切削平面,通过切削刃上的选定点,并与工件加工表面相切的平面。
正交平面,通过切削刃上的选定点,同时垂直于基面和切削平面。
切削平面必然垂直于切削刃在基面上的投影,又称为主剖面。
6.刀具标注角度第一方面:切削刃位置的角度,由主偏角和刃倾角确定。
主偏角,主切削刃在基面上的投影与进给运动方向的夹角,一般为正值。
刃倾角,在切削平面测量的主切削刃与基面之间的夹角。
当主切削刃呈水平时,此时切削刃与切削速度方向垂直,称为直角切削;当刀尖是切削刃上的最低点时,刃倾角为负值;当刀尖是切削刃上大的最高点时,刃倾角为正值。
当刃倾角不为0时的切削为斜角切削,此时切削刃和切削速度方向不垂直。
7.刀具标注角度第二方面:前刀面和后刀面在正交平面参考系中的位置,由前角和后角确定。
前角,在正交平面内测量的前刀面与基面之间的夹角。
前角表示前刀面的倾斜程度,有正负和零值之分。
后
角,在正交平面内测量的主后刀面与切削平面的夹角,后角表示主后刀面的倾斜程度,一般为正值。