--机械设备电气控制系统的设计实例
- 格式:ppt
- 大小:1.74 MB
- 文档页数:25

轧辊磨床电气控制系统的设计摘要轧辊磨床是工业生产中不可缺少的一种重要设备,它用于磨削各种具有中凸度或中凹度的轧辊。
普通轧辊磨床,其曲线的生成过程大部分都是通过机械结构来控制的,由于其加工的轧辊轮廓曲线类型少,加工的轧辊轮廓曲线精度低,改变加工曲线参数困难,已经不能满足目前产品生产的要求。
近年来,由于冶金、造纸、橡胶、塑料以及印染业的迅速发展,对轧辊磨削的技术要求也日趋提高。
随着数控技术的普及和应用,为了适应轧辊磨削精密化、高效化和自动化的发展趋势,同时也为了适应用户需求和市场的变化,开发数控轧辊磨床将很有必要。
另一方面,随着计算机技术和微电子技术的发展,基于IPC机的开放式数控系统已经成为当前数控技术发展的一个重要方向。
为了解决工业生产中轧辊磨削这一难题,结合轧辊磨床的特点和当前开放式数控系统的发展趋势,本文构建了一种以PC机为基础,以PLC为核心的开放式轧辊磨床数控系统,并对其硬件结构和软件体系进行了研究。
根据轧辊磨床的特点和轧辊磨削所要实现的功能,该轧辊磨床的数控系统能够控制以下几个方向的运动:纵向的Z轴运动,横向的X轴运动,中高机构中偏心套的C轴运动,测量装置的X1和X2轴运动,工件的转动和砂轮的转动。
关键词: 轧辊磨床,电气控制,可编程序控制器,全数字直流调速装置Electrical Control System of the Roll GrinderAbstractThe roll grinder is indispensable important equipment in the industry, which grinds all kinds of dished or convex roller. For general roll grinder, its curves are mostly made by machinery structure. Due to its contour curves are few precision is low and changing of curve parameters is difficult, general roll grinder cannot satisfy the need of product-manufacturing at present. With the rapid development of metallurgy, paper making, latex, plastic, printing and dyeing in the recent years, the technical need for roller grinding is being increased. With the popularization and application of Cain order to accommodate the development trend of the precision, efficiency and autoimmunization of roller grinding and to meet consumers’need and market change, it is necessary to develop a NC roll grinder. Moreover, with the development of computer science and micro-electronics, IPC-based open NC system has been an important direction of NC. To solve the difficult problem of roller grinding in manufacturing industry,considering the characteristics of roll grinder and the development trend of open NC system, an open NC system of roll grinder based on PC and PLC is put forward, and both its hardware and software are studied. According to the characteristics and realized function of the roller grinding, the NC system of the roll grinder can control the movements of Z-axis-axis, C-axis, X1-axis and X2-axis, workpiece’s running and grinder wheel’s running.Key words: Roll Grinder,Electrical Control,PLC,Total Digital Adjustable-speed Device目录1.1 本论文的背景及研究的意义 (1)1.1.1 轧辊磨床的特点 (1)1.1.2 轧辊磨床的发展趋势 (2)1.1.3 轧辊磨床电气控制改造的必要性 (3)1.2 轧辊磨床控制系统的发展趋势 (3)1.3 本论文的主要工作 (4)2.1 PLC的产生和特点及其发展动向 (5)2.1.1 PLC的产生 (5)2.1.2 PLC的定义 (6)2.1.3 PLC的特点 (6)2.2 PLC的系统结构和基本工作原理 (8)2.2.1 PLC的系统结构 (8)2.2.2 PLC的基本工作原理 (9)2.2.3 PLC的主要功能 (10)2.3 PLC的应用设计步骤 (11)2.4 PLC的选型原则 (12)3.1 直流调速电机 (13)3.2 直流调速装置 (13)3.2.1 直流调速装置特点 (13)3.2.2 直流调速系统在轧辊磨床上的应用 (13)3.2.3 系统设计 (14)3.2.4 调试中注意事项 (14)4.1 轧辊磨床电气控制系统改造的必要性 (16)4.2 磨床电气系统的配置 (16)4.3 轧辊磨床系统组成 (17)4.4 控制方案 (17)4.5 轧辊磨床的电机控制原理 (18)5 控制系统PLC程序与运动程序设计 (20)5.1 PLC程序简介 (20)5.2 PLC各功能的实现 (20)5.3 PLC I/O 端口分配和实现程序 (21)5.3.1 根据各部分功能的实现设计PLC I/O 端口分配如下: (21)5.3.2 磨床系统的联锁控制软件设计 (24)5.4 磨床电气控制系统的主回路原理图 (26)6.1 组态王软件介绍 (29)6.1.1 组态王(Kingview)软件概述 (29)6.1.2 组态王的使用 (29)6.2 组态画面设计 (31)6.2.1 建立一个新的工程 (31)6.2.2 建立新画面并绘制各种图素 (32)6.2.3 定义外部设备 (33)6.2.4 定义变量 (34)6.2.5 画面的动画连接 (36)6.3 程序与组态的运行与调试 (38)结论 (39)附录A PLC软件程序 (40)参考文献 (48)致谢 (49)1 绪论1.1 本论文的背景及研究的意义轧辊磨床是工业生产中不可缺少的一种重要生产设备,它主要用于磨削轧制机中的各种具有中凸度或中凹度的圆柱体轧辊。
“电气控制与PLC”课程设计实例教学应用电气控制与PLC(Programmable Logic Controller)课程是电气工程相关专业的一门重要课程。
随着电气自动化技术的不息进步和应用,精通电气控制与PLC的原理和应用已成为电气工程师的基本能力之一。
为了提高同砚的实际动手能力和解决实际问题的能力,在教学过程中引入课程设计实例教学是一种有效的教学方法。
本文将以“电动窗帘控制系统”的课程设计实例为例,探讨“电气控制与PLC”课程设计实例教学的应用和效果。
二、课程设计实例介绍1. 设计目标:设计一个能够实现电动窗帘自动控制的系统,能够依据室内光照强度和用户的控制指令来控制窗帘的开启和关闭。
2. 设计内容:依据设计要求,需完成以下任务:(1)设计并制作电动窗帘控制系统的电路板;(2)选择合适的传感器并毗连到电路板;(3)编写PLC程序,实现窗帘的自动控制;(4)调试及测试系统功能。
三、课程设计实例教学过程1. 系统硬件设计与制作同砚需依据设计要求,选择合适的器件和元件进行系统硬件设计。
例如,选择合适的光敏电阻作为光照传感器,并毗连到电路板;选择合适的电机和驱动器组成电动窗帘控制系统。
同砚在实践中进修如何选择合适的器件和元件,并进修如何进行硬件电路的毗连与制作。
2. PLC程序编写同砚需依据系统要求和硬件设计,编写PLC程序。
程序需包括读取光敏电阻的模拟量值、读取用户的控制指令、控制电机的运行等功能。
同砚在实践中进修如何依据实际需求编写PLC程序,并进修如何进行程序的调试与优化。
3. 调试与测试同砚需对系统进行调试与测试,确保系统能够正常运行。
包括检查硬件毗连是否正确,检查PLC程序是否符合要求,检查系统是否能够依据光照强度和用户指令正确控制窗帘等。
同砚在实践中进修如何进行系统的调试与测试,并进修如何分析和解决常见的故障。
四、课程设计实例教学的应用1. 提高同砚的实际动手能力通过课程设计实例的教学,同砚不仅能够理解电气控制与PLC的原理和应用,更能够通过实践来稳固和应用所学知识。
目录第1章概述 (1)1.1 PLC简介 (1)1.2机械手概述 (1)1.3 机械手控制系统设计步骤 (2)第2章控制方案论证 (3)2.1 搬运机械手的设计原理 (3)2.2 PLC的选取 (4)第3章控制系统硬件电路设计 (7)3.1传送带A,B主电路图及传送带B的控制电路图 (7)3.2PLC控制面板及接口电路图 (8)第4章控制系统软件设计 (10)4.1控制系统的软件设计原理 (10)4.2梯形图 (12)第5章控制系统调试 (14)5.1 控制系统的调试过程 (14)总结 (15)参考文献 (16)附录 (17)第1章概述1.1PLC简介自二十世纪六十年代美国推出可编程逻辑控制器(Programmable Logic Controller,PLC)取代传统继电器控制装置以来,PLC得到了快速发展,在世界各地得到了广泛应用。
同时,PLC的功能也不断完善。
随着计算机技术、信号处理技术、控制技术网络技术的不断发展和用户需求的不断提高,PLC在开关量处理的基础上增加了模拟量处理和运动控制等功能。
今天的PLC 不再局限于逻辑控制,在运动控制、过程控制等领域也发挥着十分重要的作用。
通用PLC应用于专用设备时可以认为它就是一个嵌入式控制器,但PLC相对一般嵌入式控制器而方具有更高的可靠性和更好的稳定性。
实际工作中碰到的一些用户原来采用嵌入式控制器,现在正逐步用通用PLC或定制PLC取代嵌入式控制器。
1.2机械手概述工业机械手是近几十年发展起来的一种高科技自动化生产设备。
工业机械手是工业机器人的一个重要分支。
它的特点是可通过编程来完成各种预期的作业任务,在构造和性能上兼有人和机器各自的优点,尤其体现了人的智能和适应性。
机械手作业的准确性和各种环境中完成作业的能力,在国民经济各领域有着广阔的发展前景。
机械手技术涉及到力学、机械学、电气液压技术、自动控制技术、传感器技术和计算机技术等科学领域,是一门跨学科综合技术。
基于PLC工程的机械电气设备安全控制的系统设计发布时间:2021-10-28T03:05:27.833Z 来源:《中国电气工程学报》2021年6期作者:王雪[导读] 随着现代化科学技术的不断发展,微电子技术和控制技术也有了明显的进步,而传统的数控机床精度也就更王雪安徽本质安全工程咨询有限公司安徽省池州市247100摘要:随着现代化科学技术的不断发展,微电子技术和控制技术也有了明显的进步,而传统的数控机床精度也就更加需要提高。
PLC 编程作为一种具有较高安全性、能耗相对较低、容易被开发等特点的工业技术,已经在多个领域中被广泛的应用了。
本文主要对PLC工程中的机械电气设备安全控制系统设计进行了探索和分析,以供实践参考。
关键词:PLC工程;机械电气设备;安全控制;系统设计在新时代的背景中,PLC工程作为一种工业控制装置在逐渐的发展壮大,且应用于不同的工业生产领域中,使得各个工业生产领域都有着明显的变化。
在现阶段,可拆装的PLC工程接线端口是比较常见的,这样的方式有助于相关技术人员对已经完成的PLC编程进行维修和检查,使得工作完成效率更高。
随着机械工程产品的不断发展,将来的相关产品所发挥出的效果会更加显著。
所以,在当前的发展阶段中一定要重视起以PLC工程作为基础的机械电气设备安全控制的系统设计工作,对其实际的发展要求有着全面、具体的了解,进而对现代化工业的发展起到积极的推动作用。
1、PLC结构以及工作原理输入、控制以及输出是PLC结构的三个重要组成部分,而数字开关、手动开关以及光电传感器和编码器等是输入部分的重要组成;控制部分的组成包括中央CPU处理、存储、通信接口单元以及接触接口和接触接口等组成;而输出部分则是由蜂鸣器、显示器等多种部分组成的[1]。
PLC工作原理也就是在机械电气设备运行前,先让程序进入初始化,并触发CPU中的运行模式,使其能够自动进行循环扫描该程序,如果遇到了故障,就触发停止执行程序模式。
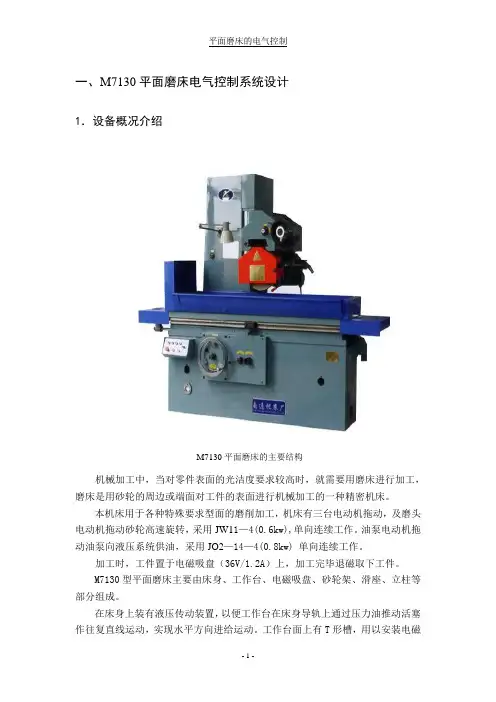
一、M7130平面磨床电气控制系统设计1.设备概况介绍M7130平面磨床的主要结构机械加工中,当对零件表面的光洁度要求较高时,就需要用磨床进行加工,磨床是用砂轮的周边或端面对工件的表面进行机械加工的一种精密机床。
本机床用于各种特殊要求型面的磨削加工,机床有三台电动机拖动,及磨头电动机拖动砂轮高速旋转,采用JW11—4(0.6kw),单向连续工作。
油泵电动机拖动油泵向液压系统供油,采用JO2—14—4(0.8kw) 单向连续工作。
加工时,工件置于电磁吸盘(36V/1.2A)上,加工完毕退磁取下工件。
M7130型平面磨床主要由床身、工作台、电磁吸盘、砂轮架、滑座、立柱等部分组成。
在床身上装有液压传动装置,以便工作台在床身导轨上通过压力油推动活塞作往复直线运动,实现水平方向进给运动。
工作台面上有T形槽,用以安装电磁吸盘或直接安装大型工件。
床身上固定有立柱,滑座安装在立柱的垂直导轨上,实现垂直方向进给。
在滑座的水平导轨上安装砂轮架,砂轮架由装入式电动机直接拖动,通过滑座内部的液压传动机构实现横向进给。
平面磨床砂轮的旋转运动为主运动,工作台完成一次往复运动时,砂轮架作一次间断性的横向进给,直至完成整个平面的磨削,然后砂轮架连同滑座沿垂直导轨作间断性的垂直进给,直至达到工件加工尺寸。
平面磨床的辅助运动,如砂轮架在滑座的水平导轨上作快速横向移动,滑座在立柱的垂直导轨上作快速垂直移动,以及工作台往复运动速度的调整等。
2.控制系统设计要求1)平面磨床是一种精密加工机床,为了保证其加工精度要求,机床运行时要求平稳。
工作台往复运动在换向时要求惯性要小,无冲击力,因此,工作台的往复运动采用液压传动。
由电动机拖动液压泵,供应压力油,通过液压传动装置实现工作台的纵向进给运动,并通过工作台上的撞块操纵床身上的液压换向阀(开关),改变压力油的流向,实现工作台的换向和自动往复运动。
2)为了简化磨床的机械传动机构,采用多电动机单独拖动。
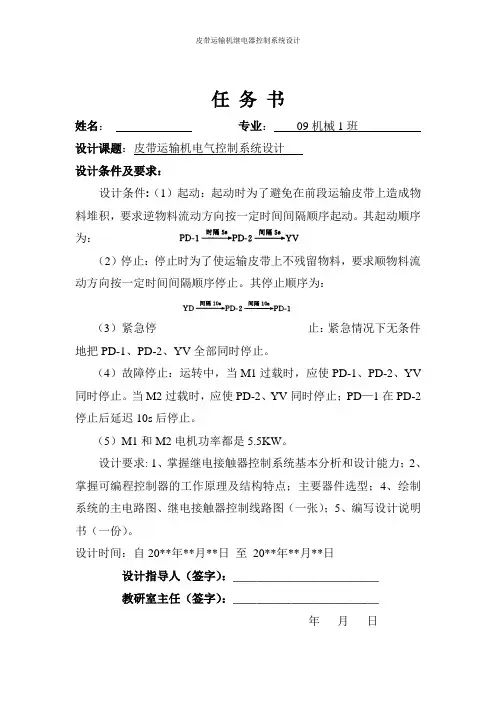
任务书姓名:专业:09机械1班设计课题:皮带运输机电气控制系统设计设计条件及要求:设计条件:(1)起动:起动时为了避免在前段运输皮带上造成物料堆积,要求逆物料流动方向按一定时间间隔顺序起动。
其起动顺序为:(2)停止:停止时为了使运输皮带上不残留物料,要求顺物料流动方向按一定时间间隔顺序停止。
其停止顺序为:(3)紧急停止:紧急情况下无条件地把PD-1、PD-2、YV全部同时停止。
(4)故障停止:运转中,当M1过载时,应使PD-1、PD-2、YV 同时停止。
当M2过载时,应使PD-2、YV同时停止;PD—1在PD-2停止后延迟10s后停止。
(5)M1和M2电机功率都是5.5KW。
设计要求: 1、掌握继电接触器控制系统基本分析和设计能力;2、掌握可编程控制器的工作原理及结构特点;主要器件选型;4、绘制系统的主电路图、继电接触器控制线路图(一张);5、编写设计说明书(一份)。
设计时间:自20**年**月**日至20**年**月**日设计指导人(签字):_________________________教研室主任(签字):_________________________年月日目录前言 (3)第一章、电气控制技术课程设计的目的 (4)第二章、设计的内容与步骤 (5)一.设计的基本原则 (5)二.设计的内容 (6)第三章、系统传动方式的确定 (7)一.电气控制方案的确定 (7)(一)电气逻辑控制装置的选择 (7)(二)控制方式的选择 (8)(三)系统动作要求 (9)二.往复运动工作机构传动方式的确定 (10)三.电气控制原理图的确定 (15)设计总结 (19)参考文献 (21)附录 (23)前言自动化控制技术被引入工业领域已经有一百多年的历史了,随着工业的迅猛发展自动化控制技术更加日新月异。
伴随着数学、控制理论计算机、电子器件的发展,出现了自动化控制技术系统,并作为一门应用科学已发展成熟,形成了自己的体系和一套行之有效的分析和设计方法。
试析港口机械电气安全控制系统设计全文共四篇示例,供读者参考第一篇示例:港口机械电气安全控制系统设计随着全球贸易的不断发展,港口的货物吞吐量也在不断增加。
港口机械设备的使用成为港口货物操作的重要环节,如起重机、堆垛机、输送机等。
港口机械设备的电气安全控制系统设计对于保障运行安全和优化生产效率至关重要。
本文将就港口机械电气安全控制系统设计进行试析。
港口机械设备操作环境复杂,往往需要在恶劣的天气条件下进行作业,如强风、暴雨等。
操作环境中还可能存在恶劣的气候、灰尘、腐蚀、振动等因素。
要确保港口机械设备的安全运行,必须设计和应用符合要求的电气安全控制系统。
港口机械设备运行时可能遇到各种突发情况,如过载、欠载、断电等,还存在运行过程中可能带来的故障、事故等风险。
通过合理设计电气安全控制系统,可以提高港口机械设备的安全性,降低事故发生的可能性。
1. 电气控制系统总体设计港口机械设备的电气控制系统应当具备良好的稳定性、可靠性和灵活性。
其总体设计应当满足国家相关标准和规范的要求,如GB/T 22532-2008《起重机电气设备技术要求》、GB 17487-2011《起重机设计通则》等。
电气控制系统的设计应当综合考虑港口机械设备的具体工况和使用要求,确保其能够满足实际操作需求。
对于起重机而言,其电气控制系统应当能够实现准确的重物运输和精准的位置控制,以及对超载和断电等突发情况进行有效的识别和处理。
2. 安全监测与保护系统设计港口机械设备的电气控制系统应当具备完善的安全监测与保护功能,以确保设备在运行过程中能够有效地预防事故发生。
其核心技术包括:(1)载荷监测技术。
通过传感器对港口机械设备的载荷情况进行实时监测,并及时发出报警信号,以防止因过载引发的事故。
(2)位置监测技术。
通过精密的位置传感器对港口机械设备的位置进行实时监测,确保设备能够准确、安全地完成操作任务。
(3)故障自诊断技术。
通过智能控制系统对设备运行状态进行实时监测与诊断,及时发现并处理设备故障,以避免事故发生。
机械手电气控制系统设计摘要在工业生产和其他领域内,由于工作的需要,人们经常受到高温、腐蚀及有毒气体等因素的危害,增加了工人的劳动强度,甚至于危及生命。
自从机械手问世以来,相应的各种难题迎刃而解。
机械手可在空间抓、放、搬运物体,动作灵活多样,适用于可变换生产品种的中、小批量自动化生产,广泛应用于柔性自动线。
机械手一般由耐高温,抗腐蚀的材料制成,以适应现场恶劣的环境,大大降低了工人的劳动强度,提高了工作效率。
机械手是工业机器人的重要组成部分,在很多情况下它就可以称为工业机器人。
工业机器人是集机械、电子、控制、计算机、传感器、人工智能等多学科先进技术于一体的现代制造业重要的自动化装备。
广泛采用工业机器人,不仅可以提高产品的质量与产量,而且对保障人身安全,改善劳动环境,减轻劳动强度,提高劳动生产率,节约原材料消耗以及降低生产成本,有着十分重要的意义。
可编程控制器是继电器控制和计算机控制出上开发的产品,逐渐发展成以微器处理为核心把自动化技术、计算机技术、通信技术融为一体的新型工业自动控制装置。
本文应用三菱公司生产的可编程控制器FX系列PLC实现机械手搬运控制系统,该系统充分利用了可编程控制器 (PLQ 控制功能。
使该系统可靠稳定,时期功能范围得到广泛应用。
关键字:机械手;自动化装备;可编程控制器;PLC摘要前言 (2)第1章设计目的及主要内容 (3)1.1 设计目的 (3)1.2.主要内容 (3)第2章机械手的操作要求及功能 (4)2.1.操作要求 (4)2.2操作功能 (5)第3章PLC及机械手的选择和论证 (6)3.1PLC (6)3.1.1 PLC 简介 (6)3.1.2 PLC的结构及基本配置 (6)3.1.3 PLC 的选择 (7)3.2机械手 (7)3.2.1机械手简介 (7)3.2.2机械手的选择 (8)第4章硬件电路设计及描述 (8)4.1操作方式 (10)4.2输入与输出分配表及I/O分配接线 (10)第5章软件电路设计及描述 (12)5.1机械手的操作系统程序 (12)5.2回原位程序 (12)5.3手动单步操作程序 (13)5.4自动操作程序 (14)5.5机械臂传送系统梯形图 (14)5.6指令语句表 (16)18第6章总结 (17)参考文献大二的学习即将结束,课程设计是其中一个重要环节,是对以前所学的知识及所掌握的技能的综合运用和检验。
数控机床的电气控制系统设计在设计数控机床电气控制系统时,首先要明确设计目标。
通常情况下,设计目标包括以下几个方面:高精度:提高数控机床的加工精度是首要任务。
电气控制系统作为机床的核心部分,对于提高机床精度起着至关重要的作用。
高效率:通过优化电气控制系统,提高机床的加工效率,从而缩短加工周期,提高产能。
易维护:考虑到后期维护和保养的问题,设计方案应使得电气控制系统易于更换和维修。
数控机床电气控制系统的组成部分主要包括以下几部分:主电路:包括电源、电动机、导轨等硬件设施,为整个系统提供动力。
控制电路:包括各种传感器、控制器、执行器等,用于监测和控制主电路的工作状态。
传感器:用于实时监测机床的工作状态,将信号反馈给控制电路。
操作显示屏:用于显示机床的工作状态和加工信息,同时也支持人工输入操作。
数控机床电气控制系统的设计步骤和方法如下:根据设计目标确定系统的基本架构,包括主电路和控制电路的布局。
根据设计要求选择合适的传感器和执行器,并布置在系统中。
依据系统的工作原理和性能要求,设计控制算法和程序,实现高精度和高效率的加工。
考虑到安全性,进行线路的优化和安全防护措施的设计。
数控机床电气控制系统的优化措施可以从以下几个方面进行:采用先进的控制算法:采用现代控制理论和方法,如模糊控制、神经网络控制等,以提高系统的动态性能和稳态精度。
提升智能化程度:通过引入人工智能和机器学习等技术,实现系统的自主决策和优化调整,提高生产效率。
增强抗干扰能力:针对恶劣工作环境和电磁干扰等问题,采取有效的电磁兼容设计和滤波抗干扰措施,以保证系统的稳定运行。
模块化和标准化设计:实现模块化设计和标准化元器件,便于系统的维护和升级,降低成本。
某汽车制造企业采用数控机床进行零部件的加工。
为了提高生产效率和降低成本,该企业决定对数控机床电气控制系统进行升级改造。
经过调研和分析,设计师团队采用了先进的模块化设计方案,使得系统更易于维护和扩展。
某锯床的PLC电气控制系统设计作者:刘峻峰指导教师:马德贵(安徽农业大学工学院08级机械设计制造及其自动化合肥230036)摘要:本论文是研究机械加工中常用的G607型圆锯床传统电气控制系统的改造问题,旨在解决传统继电器—接触器电气控制系统存在的线路复杂、可靠性稳定性差、故障诊断和排除困难等难题。
由于PLC电气控制系统与继电器—接触器电气控制系统相比,具有结构简单,编程方便,调试周期短,可靠性高,抗干扰能力强,故障率低,对工作环境要求低等一系列优点。
因此,本论文将把PLC 控制技术应用到G607型圆锯床电气控制系统的设计方案中去,以便大大提高圆锯床的工作性能。
论文分析了圆锯床的控制原理,制定了使用可编程逻辑控制器改造G607型圆锯床电气控制系统的设计方案,完成了电气控制系统硬件和软件的设计,其中包括PLC机型的选择、I/O端口的分配、I/O硬件接线图的设计、PLC梯形图程序的设计。
对PLC控制圆锯床的工作过程作了详细阐述,论述了采用PLC取代传统继电器—接触器电气控制系统从而提高机床工作性能的方法,并对控制系统功能进行相应的模拟。
关键词:PLC;G607圆锯床;梯形图;三维力控1 引言G607型圆锯床系采用圆锯片作为切削工具的半自动型高效切割机床,进给采用液压传动控制,适用于锯割各种黑色金属材料及型材,能进行与材料母线成90度的锯割,实现切削半自动工件循环,具有性能稳定可靠,操作方便,效率高等特点,其最大的优势是使用成本低,因而广泛适应于冶金和机械制造行业。
把PLC技术应用到G607型圆锯床的电气控制系统的改进方案中,大大提高了G607型圆锯床的工作性能和系统的工作稳定性,为工业生产的现代化带来生机,节省用户的开发时间和生产成本,而且在设计的过程中还能提高PLC的编程水平和实践能力,为今后在实际工作中熟练使用PLC进行工业系统的设计打好基础。
2 系统总体设计G607型圆锯床的电气控制系统的设计方案由两部分组成,一部分为电气控制系统的硬件设计;另一部分是电气控制系统的软件设计,亦即PLC控制程序的编写。
浅谈矿用机械电气控制系统设计摘要:现在的时代已经是信息化时代,矿用机械是技术含量和集成化很高的装备,其电气控制系统是决定其性能的关键环节。
本文首先介绍了矿用机械电气控制系统设计的基本原则,然后介绍了电气控制装置的设计步骤与设计要点。
关键词:矿用机械电气控制系统设计中图分类号:tp273 文献标识码:a 文章编号:1672-3791(2012)08(c)-0128-01在现代化矿井建设中,凡要求较高的场合,都离不开自动控制。
矿用机械的启动、加速、调速、制动和停车都可通过自动控制系统来实现,对不同的矿用机械需要不同的自动控制方式,虽然控制方法不同,但都是根据生产机械工作时物理量的变化确定的。
因此,针对不同的物理量就有不同的控制原则。
1 电气控制系统设计的基本原则电控系统设计涉及到的范围较广,系统从初步设计、技术设计到产品设计过程中的每一环节都与产品的质量和成本密切相关。
电气控制系统设计过程应遵循的基本原则如以下几点。
(1)最大限度地满足机械设备对电气控制提出的要求。
生产机械的电控装置是为生产机械按预定规律完成一定动作和保证部件协调运转服务的,电气设计必须满足生产机械对电气控制提出的技术要求。
(2)妥善处理机与电的关系,采用机电结合的方法,达到系统的控制要求。
现代生产机械的机械运动是机电结合的结果,机与电两者相互关联、相互依赖,只有统筹考虑两者关系才能达到整机的技术指标和经济指标。
(3)在满足控制要求的前提下,设计方案力求简单,避免盲目地追求高性能、高指标。
评价生产机械电气设计水平,并不是电气控制的功能越强,技术指标越高就越好,而是以设备的性能价格比和运行可靠性来衡量的。
高功能、高指标往往使系统的生产成本和复杂程度剧增,系统越复杂,所用元器件越多,系统的可靠性就越低(不包括冗余设计而增加的元器件)。
因此,在满足生产机械提出的技术指标前提下,电气控制设计应力求简单,提高系统工作可靠性,提高装置的性能价格比。