铝板带轧制常见故障分析及处理PPT课件
- 格式:ppt
- 大小:3.45 MB
- 文档页数:71

第七章铝箔轧制缺陷产生的原因和解决措施主讲人:马文宏1、夹渣产生的原因• 铝熔体铸造前过滤、除气除渣不彻底,Al2O3 、炉渣等夹渣物被带入铝熔体中,最终带入坯料中。
• 更换过滤片时Al2O3 、炉渣等夹渣物被带入铝熔体中。
• 铝熔体纯净度太差,非金属异物太多,除气除渣无法彻底。
解决措施• 采取更有效的过滤、除渣方式(如Ar+Cl2两级精练, 高吸附能力的泡沫陶瓷双级过滤)。
• 改变过滤片的更换方式。
• 选择良好的原铝和废料。
2、气道产生的原因• 铝溶体氢气含量高,铸轧嘴前沿结渣,铝溶体向前流动时受阻,在结渣处的后面形成负压,铝溶体中的氢气析出,在铸轧板中形成通长的气孔叫气道,当铝箔轧制到比较薄时,由于此处的铝是两层的,延伸性能差,被轧裂。
气道一般只发生在亨特(倾斜式)铸轧机上。
解决措施• 加强精练,降低氢气含量和渣含量,氢含量应控制在0.15ml/100gAl以下。
3、氧化产生的原因• 铝和水发生化学反应生成Al2O3(开始颜色发白,随着时间的延长逐渐变黑)。
• 水的来源:— 轧制油含有游离水。
— 蚊虫带入轧辊。
— 候湿热、坯料、铝箔放置时间太长。
2Al+3H2O ═ Al2O3+3H2↑解决措施• 轧制油含水量应小于150PPm。
• 灭蚊虫。
• 铝产品应放置在通风干燥的区域,如果放置在密闭区间,应有足量的干燥剂。
• 放置时间越短越好。
非金属压入非金属异物在铝材生产过程中带入变形区后压入铝基体中,形成非金属压入物。
这些非金属压入物大多数会在后来的轧制中脱落,在铝箔表面留下痕迹,最终可能产生针孔、孔洞或颜色不均。
产生原因• 环境卫生差,空气中灰尘多。
• 生产设备、使用的吊具等工具脏。
• 过滤纸克重小或厚度不均,造成过滤土泄漏,再通过油喷嘴喷入轧制变形区。
• 轧制油过滤精度不够,轧制油中有非金属颗粒。
解决措施• 加强5S管理,改善环境清洁度。
•久置的铝材应扒去外层。
• 控制好轧制油的过滤质量。
废料(断带)产生原因•断带后碎铝箔未处理干净,附在机架内,轧制时入口侧的碎铝箔掉下,被带入轧制变形区,造成该区域铝箔变形不均而压裂(正常区域只有两层铝箔,有废料的区域至少三层),产生断带现象。
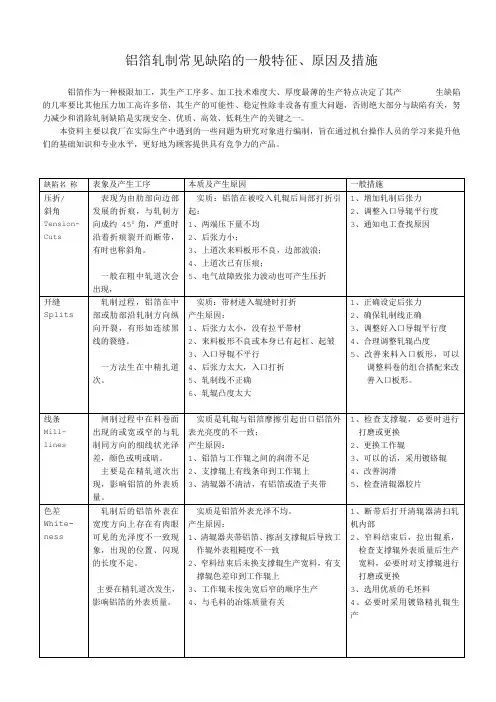
铝箔轧制常见缺陷的一般特征、原因及措施
铝箔作为一种极限加工,其生产工序多、加工技术难度大、厚度最薄的生产特点决定了其产生缺陷的几率要比其他压力加工高许多倍,其生产的可能性、稳定性除非设备有重大问题,否则绝大部分与缺陷有关,努力减少和消除轧制缺陷是实现安全、优质、高效、低耗生产的关键之一。
本资料主要以我厂在实际生产中遇到的一些问题为研究对象进行编制,旨在通过机台操作人员的学习来提升他们的基础知识和专业水平,更好地为顾客提供具有竞争力的产品。
* 表示该问题的原因尝不确定。
铝轧机板形等质量问题分析及采取措施一、板形不良.1、冷轧机:(1)每三个月由钳工检查一次喷杆梁的减振喉是否损坏.及时更换(2)每两个月由操作手和电工一起检查喷嘴是否有堵塞或者在轧制时,操作手发现板形明显不良或者喷嘴喷油异常时,马上对喷嘴进行测试检查.(3)针对不同宽度,不同厚度,操作手及质检作好记录,并及时通知设备部进行一起分析,是否需要对板形目标曲线进行更改及试验(不同的板形目标曲线会对喷淋产生一定的影响). (4) 有些薄板,建议操作手可以进行手动喷淋干预,总结分析板形不良原因.(5)所有辊系检测每季度一次,由技术组完成,水平度及平行度。
2、粗轧机:(1)建议要求厂家增加手动调节喷淋功能(因为粗轧机不能对局部喷油进行手动干预,其不良板形只能通过弯辊,倾斜等手段进行辊型控制).(2)定期检查压平辊平行及水平度.1次/季度。
(3)每两个月由操作手和电工一起检查喷嘴是否有堵塞或者在轧制时,操作手发现板形明显不良或者喷嘴喷油异常时,马上对喷嘴进行测试检查.(4)工艺道次合理安排,张力合理使用,轧辊凸度建议尝试支承辊凸度0.02mm;工作辊凸度0.05-0.07mm.3、精轧机:(1)定期检查喷杆梁喷嘴.(2)定期检查压平辊平行及水平度.1次/季度(3)喷射梁及板型仪备品备件要尽快订货,因为膜片及滤芯都是消耗品需定期更换。
(4)工艺道次合理安排,张力合理使用,轧辊凸度建议尝试支承辊凸度0.02mm;工作辊凸度0.05-0.07mm.针对以上情况,将对三台轧机定期作以下的检查和测试:(1)定期对入口张紧辊进行检查辊系.(2)定期对板形辊平行度,水平度进行检查.(3)定期对工作辊辊隙进行检查.(4)定期对轧制线进行检查.(5)对薄板的局部板形不良,操作手是否可以采用手动调节喷淋,对相同的铝卷进行持续跟踪和比较.二、打底印.1、目前对部分变形的套筒进行车削,保证套筒的外圆一致。
2. 生产要加强套筒管理严格区分退火用套筒和非退火用套筒,决不能混用3、合理使用张力速度,匹配要合理.三、铝粉堆积1、入口可增加板面清洗装置.2,加强板式过滤器维护,确保过滤能力满足生产需求3,定期换纸,严格执行硅藻土及白土纤维素的添加工艺,搅拌箱内不能吸空4,每班要对轧制油透光率进行检测设备部2017-4-18。
1.表面气泡2.贯穿气孔熔铸品质不好。
铸锭含氢量高组织疏松;铸锭表面凸凹不平的地方有脏东面,装炉前没有擦净;蚀洗后,铸块与包铝板表面有蚀洗残留痕迹;加热时间过长或温度过高,铸块表面氧化;第一道焊合轧制时,乳液咀没有闭严,乳液流到包铝板下面。
3.铸块开裂热轧时压下量过大,从铸锭端头开裂;铸块加热温度过高或过低。
4.力学性能不合格没有正确执行热处理制度或热处理设备不正常,石家庄铝板经销空气循环不好;淬火时装料量大,盐浴槽温度不够时装炉,保温时间不足,没有达到规定温度即出炉;试验室采用的热处理制度或试验方法不正确;试样规格形状不正确,试样表面被破坏。
5.铸锭夹渣熔铸品质不好,板片内夹有金属或非金属残渣。
6.撕裂润滑油成分不合格或乳液太浓,板片与轧辊间产生滑动,金属变形不均匀;没有控制好轧制率,压下量过大;轧制速度过大;卷筒张力调整得不正确,张力不稳定;退火品质不好;金属塑性不够;辊型控制不正确,使金属内应力过大;热轧卷筒裂边;轧制时润滑不好,板带与轧辊摩擦过大;送卷不正,带板一边产生拉应力,一边产生压应力,使边沿产生小裂口,经多次轧制后,从裂口处继续扩大,以至撕裂;精整时拉伸机钳口夹持不正或不均,或板片有裂边,拉伸时就会造成撕裂;淬火时,兜链兜得不好或过紧,使板片压裂,拉伸矫直时造成撕裂。
7.过薄压下量调整不正确;测厚仪出现故障或使用不当;辊型控制不正确。
8.压折(折叠)辊型不正确,如压光机轴承发热,使轧辊两端胀大,结果压出的板片中间厚两边薄;压光前板片波浪太大,使压光量过大,从而产生压折;薄板压光时送入不正容易产生压折;板片两边厚差大,易产生压折。
9.非金属压入热轧机的轧辊、辊道、剪刀机等不清洁,加工过程中脏物掉在板车带上,经轧制而形成;冷轧机的轧辊、导辊、三辊矫直机、卷取机等接触带板的部分不清洁,将脏物压入;轧制油喷咀堵塞或压力低,带板表面上粘附的非金属脏物冲洗不掉;乳液更换不及时,铝粉冲洗不净及乳液槽未洗刷干净。

铝板卷常见质量缺陷及原因实图讲解一个月的铝锭带你快速致富:上月你订10吨恭喜你夫妻双双欧美游;上月你订50吨,恭喜老板哈弗H6包牌带回家;上月订100吨,4S店奥迪A4提回家;上月订200吨,宝马5系相中哪款带回家!上个月订1000吨,郊区别墅是你家……上个月你对他爱搭不理,这个月铝价让你高攀不起!虽是玩笑之意,但也传达着市场的情绪。
铝价这种上涨的趋势,使下游很多企业都在观望。
闲暇之余,适合来点干货。
距离上次为大家推送《怎样分辨铝箔好坏?史上最全铝箔质量缺陷集锦 | 实图讲解》已有些时日,今天,小慧带着“涨姿势”系列继续归来,为大家带来的是铝板卷常见的缺陷及原因,赶紧收起来吧!1.复合层脱落定义:复合材料包铝层离开基体并脱落形成的不规则缺陷。
主要原因:包铝层与基体金属之间有异物,导致包铝层无法焊合,并进一步产生包铝层脱落。
2.压花由于带材折皱、断带等原因导致轧辊辊面不规则色差在轧制过程中周期性地印到带材表面的色差现象。
3.波浪边部波浪和中间波浪示意图二肋波浪和碎浪示意图定义:板、带材由于不均匀变形而形成的各种不同的不平整现象的总称。
板、带边部产生的波浪称为边部波浪,中间产生的波浪称为中间波浪,在中间和边部之间的既不在中间又不在两边的波浪称为二肋波浪,尺寸较小且通常呈圆形的波浪称为碎浪。
主要产生原因:a. 辊缝调整不平衡,辊型控制不合理;b. 润滑冷却不均,使板、带变形不均;c. 道次压下量分配不合理;d. 来料板型不良;e. 卷取张力使用不均。
4.翘边定义:经轧制或剪切后,带材边部翘起。
主要产生原因:a. 轧制时压下量过大;b. 轧制时润滑油分布不均匀;c. 剪切时剪刃调整不当。
5.侧边弯曲定义:板、带的纵向侧边呈现向某一侧弯曲的非平直状态。
主要产生原因:a. 轧机两端压下量不一样;b. 轧机送料不正;c. 板、带来料两侧厚度不一致;d. 轧辊预热不良或乳液流量控制不当;e. 工艺润滑剂浓度过高,产生打滑;f. 剪切前带材存在波浪,经剪切后波浪展开。
1.表面气泡2.贯穿气孔熔铸品质不好。
铸锭含氢量高组织疏松;铸锭表面凸凹不平的地方有脏东面,装炉前没有擦净;蚀洗后,铸块与包铝板表面有蚀洗残留痕迹;加热时间过长或温度过高,铸块表面氧化;第一道焊合轧制时,乳液咀没有闭严,乳液流到包铝板下面。
3.铸块开裂热轧时压下量过大,从铸锭端头开裂;铸块加热温度过高或过低。
4.力学性能不合格没有正确执行热处理制度或热处理设备不正常,石家庄铝板经销空气循环不好;淬火时装料量大,盐浴槽温度不够时装炉,保温时间不足,没有达到规定温度即出炉;试验室采用的热处理制度或试验方法不正确;试样规格形状不正确,试样表面被破坏。
5.铸锭夹渣熔铸品质不好,板片内夹有金属或非金属残渣。
6.撕裂润滑油成分不合格或乳液太浓,板片与轧辊间产生滑动,金属变形不均匀;没有控制好轧制率,压下量过大;轧制速度过大;卷筒张力调整得不正确,张力不稳定;退火品质不好;金属塑性不够;辊型控制不正确,使金属内应力过大;热轧卷筒裂边;轧制时润滑不好,板带与轧辊摩擦过大;送卷不正,带板一边产生拉应力,一边产生压应力,使边沿产生小裂口,经多次轧制后,从裂口处继续扩大,以至撕裂;精整时拉伸机钳口夹持不正或不均,或板片有裂边,拉伸时就会造成撕裂;淬火时,兜链兜得不好或过紧,使板片压裂,拉伸矫直时造成撕裂。
7.过薄压下量调整不正确;测厚仪出现故障或使用不当;辊型控制不正确。
8.压折(折叠)辊型不正确,如压光机轴承发热,使轧辊两端胀大,结果压出的板片中间厚两边薄;压光前板片波浪太大,使压光量过大,从而产生压折;薄板压光时送入不正容易产生压折;板片两边厚差大,易产生压折。
9.非金属压入热轧机的轧辊、辊道、剪刀机等不清洁,加工过程中脏物掉在板车带上,经轧制而形成;冷轧机的轧辊、导辊、三辊矫直机、卷取机等接触带板的部分不清洁,将脏物压入;轧制油喷咀堵塞或压力低,带板表面上粘附的非金属脏物冲洗不掉;乳液更换不及时,铝粉冲洗不净及乳液槽未洗刷干净。
外观:
名称:通条横裂纹
外观:
名称:通条划沟
外观:
名称:热带
外观:
名称:气道
的核质点。
外观:
名称:粗大晶粒
外观:
名称:晶粒不均外观:
名称:粘辊
外观:
名称:裂边
外观:
名称:飞边
名称:缩边
名称:横向细纹
名称:晶内偏析
外观:
名称:
非金属压入
铸轧
非金属压入物呈点状、长条状或不规则形状,颜色随压入物不同而不同
(1) “小飞行物” : 每当夏季时 ,车间里的蚊子、飞蛾较多 ,当它们撞在热态铸轧板上时 ,立即被烫死并被卷入板中 ,形成压入物。
名称:白条
名称:晶粒带
名称:纵向条纹
名称:凉铝
名称:塔形
名称:
名称:松层
化学成分不合格
)不同牌号的回炉冷料混用
)合金添加量计算有误
)对回炉冷料进行分类管理 ,并对重量进行核实。
)在进完铝液之后充分进行搅拌 , 确保熔体成份均匀。