弯曲工艺与弯曲模
- 格式:ppt
- 大小:2.36 MB
- 文档页数:1
3.1 弯曲变形3.2 最小相对弯曲半径3.3 弯曲件的回弹3.4 弯曲件的工艺性3.5 弯曲件的展开尺寸计算353.6弯曲力的计算3.7 弯曲模工作部分设计373.8 凸、凹模工作部分的尺寸与公差3.9 弯曲模的典型结构及弯曲模具中主要零部件制造工艺过程示例弯曲:在冲压力的作用下,把平板坯料弯折成一定角度和形状的种塑性成型工艺。
定角度和形状的一种分类:压弯、折弯、扭弯、滚弯和拉弯。
弯曲模:弯曲工艺使用的冲模。
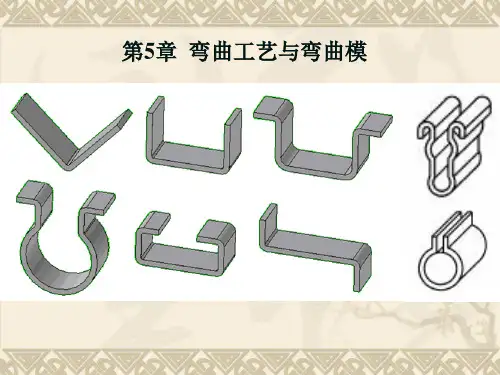
压弯的典型形状典型的压弯工件第一节弯曲变形一、板料的弯曲过程、板料的弯曲过程在弯曲过程中,板料的弯曲半径123......n r r r r ,,,,和支点距离随凸模的下行逐渐减小,12......n l l l ,,,随凸模的下行逐渐减小而弯曲终了时,板料与凸模完全贴合凸、凹模完全贴合。
第一节弯曲变形通过网格试验观察弯曲变形特点。
二、弯曲变形的特点①弯曲件的圆角部分是弯曲变形的主要变形区弯曲变形有以下几个特点:变形区的材料外侧伸长,内侧缩短,中性层长度不变。
②弯曲变形区的应变中性层应变中性层是指在变形前后金属纤维的长度没有发生改变的那一层金属纤维。
③变形区材料厚度变薄的现象变形程度愈大,变薄现象愈严重,变薄后的厚度为。
④变形区横截面的变化变形区横断面形状尺寸发生改变称为畸变主要影响因素为板料的相1t t η=(宽板) :横断面几乎不变;变形区横断面形状尺寸发生改变称为畸变。
主要影响因素为板料的相对宽度。
3B t>(窄板) :断面变成了内宽外窄的扇形。
3B t <第一节弯曲变形应变状态应力状态三、变形区和应力应变状态εσ长度内区压应变,外区拉应变,内区压应力,外区拉应力,绝对值最大绝对值最大厚度内区拉应变,外区压应变,变形区引起压应力,由表及里递t σ变变与符号相反表面,由表及里递增窄板内区拉伸窄板θε0t σ=宽度窄板:内区拉伸,外区压缩窄板:宽板:内区压应力,0ε≈0ϕσ=宽板:外区拉应力ϕ第一节弯曲变形三、变形区和应力应变状态第二节最小相对弯曲半径设中性层半径为,弯曲中心角为,则最外层金属(半径为的ρα为R)的伸长率为δ外()()aa oo R R ραρ−−−===oo δραρ外另设中性层位置在半径为处,且弯曲后厚度保持不变,则,故有2r t ρ=+R r t =+将两式联立则有()(2)21=r t r t t rδ+−+==外将两式联立,则有2221r t t r t +++第二节最小相对弯曲半径影响最小相对弯曲半径的因素主要有以下几方面:材料的塑性及热处理状态板料的表面和侧面质量弯曲方向弯曲中心角各种材料在不同状态下的最小相对弯曲半径的数值可参见表33。