7.1 三相异步电动机顺序运行的PLC控制设计与调试
- 格式:ppt
- 大小:1.11 MB
- 文档页数:13

三相异步电动机Y/△起动PLC控制程序的设计与调试
一、实验目的
1、熟悉PLC的I/O分配和连接方法。
2、进一步熟悉PLC的基本逻辑指令及其使用。
3、掌握PLC应用程序的设计与调试方法。
4、掌握PLC定时器的使用方法。
二、实验仪器
电气控制实验装置 1台
电动机 1 台;
万用表 1只
电工工具及导线若干
计算机1台
FX2N可编程序控制器 1台
三、实验内容及要求
1、实验内容:
1) 三相异步电动机Y/△起动控制程序设计与调试。
要求采用时间控制原则
进行控制程序设计。
2) 修改定时器的时间设定值,观察不同的时间对电动机控制性能的影响。
2、实验要求:
1) 运用经验设计法设计PLC控制程序。
2) 在FX-PCS-WIN3.0(三菱PLC梯形图编辑、调试集成环境)环境下进行
控制程序的编辑与调试。
3) 记录在调试程序过程中出现的问题,并分析产生的原因。
四、思考题
1、实现一个控制,程序的编写方式是否唯一?请谈谈体会。
2、可编程序控制器的定时器均为接通延时型,若需要分断延时型定时器怎么办?扩大延时范围有几种方法?
3、PLC控制系统与传统继电器控制系统的主要区别是什么?
五、实验报告要求
1、实现三相异步电动机Y/△起动控制的PLC控制系统的I/O分配表。
2、实现三相异步电动机Y/△起动控制的PLC控制系统的硬件接线图、
2、采用PLC实现三相异步电动机Y/△起动控制的程序清单。
3、记录实验中发现得问题、错误、故障及解决方法。
摘要生产机械往往要求运动部件可以实现正反两个方向的起动,这就要求拖动电动机能作正、反向旋转。
由电机原理可知,改变电动机三相电源的相序,就能改变电动机的转向。
本文设计系统的控制是采用PLC的编程语言——梯形图,梯形语言是在可编程控制器中的应用最广的语言,因为它在继电器的基础上加进了许多功能,使用灵活的指令,使逻辑关系清晰直观,编程容易,可读性强,所实现的功能也大大超过传统的继电器控制电路,可编程控制器是一种数字运算操作的电子系统,它是专为在恶劣工业环境下应用而设计,它采用可编程序的存储器,用来在内部存储执行逻辑运算,顺序控制,定时,计数和算术等操作的指令,并采用数字式,模拟式的输入和输出,控制各种的机械或生产过程。
关键词:三相异步电动机;PLC;可编程控制;梯形图目录摘要 (I)引言 (1)1PLC基础的知识 (2)1.1关于PLC的定义 (2)1.2PLC的工作原理 (2)1.3PLC的应用领域 (3)1.4PLC的发展趋势 (4)2三相异步电动机的PLC控制 (5)2.1三相异步电动机正反转控制电路的特点 (5)2.1.1三相异步电动机正反转控制电路的主控制电路 (5)2.1.2按钮接触器联锁的正反转控制电路特点及应用分析 (5)2.2交流接触器的正反转自动控制线路工作过程 (6)2.3PLC的选择 (7)2.4三相异步电动机使用PLC控制优点 (7)2.5输入输出定义 (7)2.6输入输出接线图 (8)参考文献 (10)引言电动机的正反转控制大量应用于工业生产当中,而快速准确安全的控制更能够保证生产的安全可靠和产品的品质。
PLC控制三相异步电动机实现正反转,其运行性能更好,且在满足上述需要的前提下还可节省各种材料。
生产中许多机械设备往往要求运动部件能向正反两个方向运动。
如机床工作台的前进与后退起重机的上升与下降等,这些生产机械要求电动机能实现正反转控制。
改变通入电动机定子绕组的三相电源相序,即把接入电动机的三相电源进线中的任意两根对调,电动机即可反转。
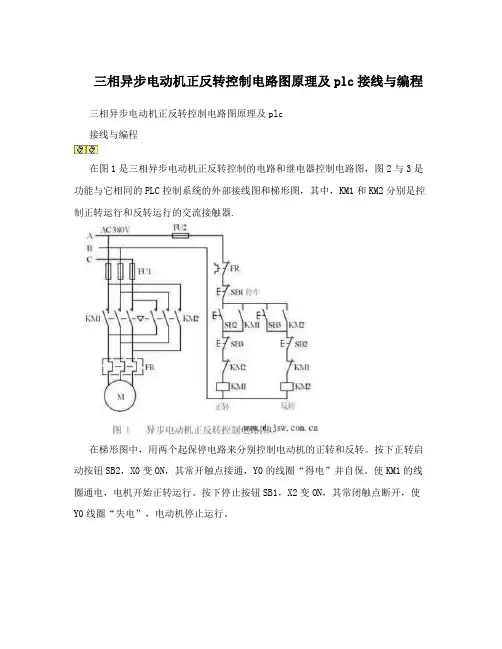
三相异步电动机正反转控制电路图原理及plc接线与编程三相异步电动机正反转控制电路图原理及plc接线与编程在图1是三相异步电动机正反转控制的电路和继电器控制电路图,图2与3是功能与它相同的PLC控制系统的外部接线图和梯形图,其中,KM1和KM2分别是控制正转运行和反转运行的交流接触器.在梯形图中,用两个起保停电路来分别控制电动机的正转和反转。
按下正转启动按钮SB2,X0变ON,其常开触点接通,Y0的线圈“得电”并自保。
使KM1的线圈通电,电机开始正转运行。
按下停止按钮SB1,X2变ON,其常闭触点断开,使Y0线圈“失电”,电动机停止运行。
在梯形图中,将Y0与Y1的常闭触电分别与对方的线圈串联,可以保证他们不会同时为ON,因此KM1和KM2的线圈不会同时通电,这种安全措施在继电器电路中称为“互锁”。
除此之外,为了方便操作和保证Y0和Y1不会同时为ON,在梯形图中还设置了“按钮互锁”,即将反转启动按钮X1的常闭点与控制正转的Y0的线圈串联,将正转启动按钮X0的常闭触点与控制反转的Y1的线圈串联。
设Y0为ON,电动机正转,这是如果想改为反转运行,可以不安停止按钮SB1,直接安反转启动按钮SB3,X1变为ON,它的常闭触点断开,使Y0线圈“失电”,同时X1的敞开触点接通,使Y1的线圈“得电”,点击正转变为反转。
在梯形图中的互锁和按钮联锁电路只能保证输出模块中的与Y0和Y1对应的硬件继电器的常开触点心不会同时接通。
由于切换过程中电感的延时作用,可能会出现一个触点还未断弧,另一个却已合上的现象,从而造成瞬间短路故障。
可以用正反转切换时的延时来解决这一问题,但是这一方案会增大编程的工作量,也不能解决不述的接触触点故障引起的电源短路事故。
如果因主电路电流过大或者接触器质量不好,某一接触器的主触点被断电时产生的电弧熔焊而被粘结,其线圈断电后主触点仍然是接通的,这时如果另一个接触器的线圈通电,仍将造成三相电源短路事故。
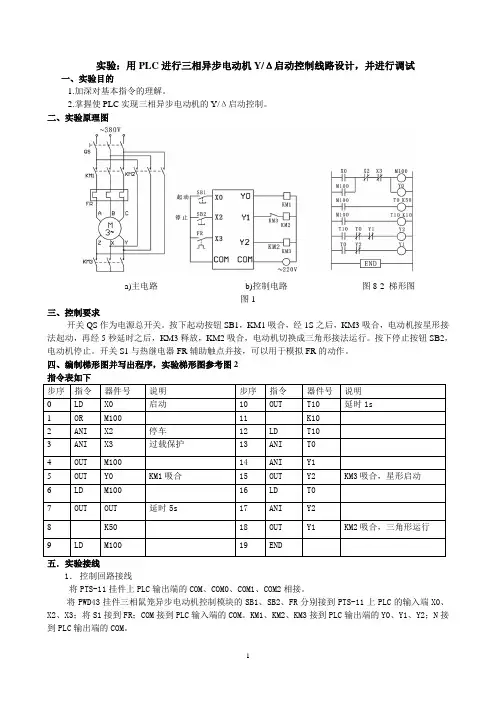
实验:用PLC进行三相异步电动机Y/Δ启动控制线路设计,并进行调试一、实验目的1.加深对基本指令的理解。
2.掌握使PLC实现三相异步电动机的Y/Δ启动控制。
二、实验原理图a)主电路b)控制电路图8-2 梯形图图1三、控制要求开关QS作为电源总开关。
按下起动按钮SB1,KM1吸合,经1S之后,KM3吸合,电动机按星形接法起动,再经5秒延时之后,KM3释放,KM2吸合,电动机切换成三角形接法运行。
按下停止按钮SB2,电动机停止。
开关S1与热继电器FR辅助触点并接,可以用于模拟FR的动作。
四、编制梯形图并写出程序,实验梯形图参考图2指令表如下五.实验接线1.控制回路接线将PTS-11挂件上PLC输出端的COM、COM0、COM1、COM2相接。
将PWD43挂件三相鼠笼异步电动机控制模块的SB1、SB2、FR分别接到PTS-11上PLC的输入端X0、X2、X3;将S1接到FR;COM接到PLC输入端的COM。
KM1、KM2、KM3接到PLC输出端的Y0、Y1、Y2;N接到PLC输出端的COM。
2.主回路接线将QS的三个输入端(黄、绿、红)分别接到PWD02电源控制屏上的三相电源U、V、W,将N接到PWD02上的N。
将KM2黄色端与KM3的红色端子相接,KM2的绿色端子与KM3的黄色端子相接,KM2红色端子与KM3绿色端子相接,然后将FR的三个输出端(黄、绿、红)分别接到三相鼠笼式异步电动机接线盒上的A、B、C,再将KM3的三个端子(黄、绿、红)分别接到X、Y、Z。
六、实验操作过程按实验接线接好连线,待老师检查无误后方可往下进行。
将程序输入PLC中并运行,按下PWD02电源控制屏上的启动按钮将控制屏启动接通三相电源。
将切换开关S2扳到“Y/△”,将S1断开。
将QS闭合。
按下启动按钮SB1,KM1、KM3吸合,电动机按星形接法起动,经5秒延时后,KM3释放,KM 2吸合,电动机切换成三角形接法运行。
按下停止按钮SB2,KM1、KM2释放,电动机停止。
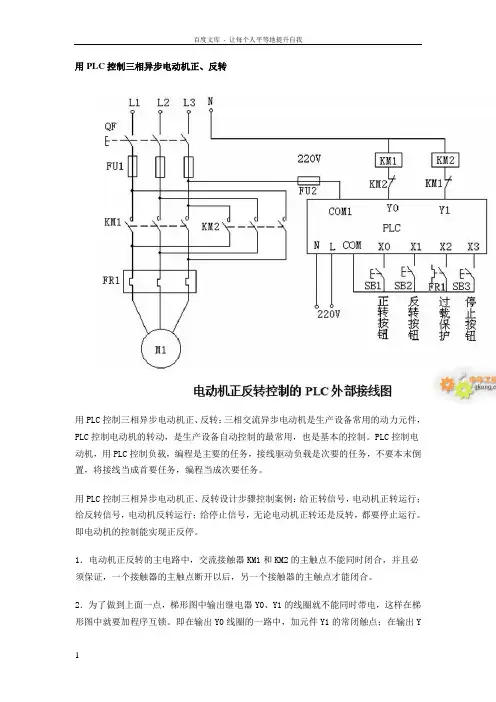
用PLC控制三相异步电动机正、反转用PLC控制三相异步电动机正、反转:三相交流异步电动机是生产设备常用的动力元件,PLC控制电动机的转动,是生产设备自动控制的最常用,也是基本的控制。
PLC控制电动机,用PLC控制负载,编程是主要的任务,接线驱动负载是次要的任务,不要本末倒置,将接线当成首要任务,编程当成次要任务。
用PLC控制三相异步电动机正、反转设计步骤控制案例:给正转信号,电动机正转运行;给反转信号,电动机反转运行;给停止信号,无论电动机正转还是反转,都要停止运行。
即电动机的控制能实现正反停。
1.电动机正反转的主电路中,交流接触器KM1和KM2的主触点不能同时闭合,并且必须保证,一个接触器的主触点断开以后,另一个接触器的主触点才能闭合。
2.为了做到上面一点,梯形图中输出继电器Y0、Y1的线圈就不能同时带电,这样在梯形图中就要加程序互锁。
即在输出Y0线圈的一路中,加元件Y1的常闭触点;在输出Y1线圈的一路中,加元件Y0的常闭触点。
当Y0的线圈带电时,Y1的线圈因Y¬0的常闭触点断开而不能得电;同样的道理,当Y1的线圈带电时,Y0的线圈因Y¬1的常闭触点断开而不能得电。
3.为了保证电动机能从正转直接切换到反转,梯形图中必须加类似按钮机械互锁的程序互锁。
即在输出Y0线圈的一路中,加反转控制信号X1的常闭触点;在输出Y1线圈的一路中,加正转控制信号X0的常闭触点。
这样能做到电动机正反转的直接切换。
当电动机加正转控制信号时,输入继电器X0的常开触点闭合,常闭触点断开。
常闭触点断开反转输出Y1的线圈,交流接触器KM2的线圈失电,电动机停止反转,同时Y1的常闭触点闭合,正转输出继电器Y0的线圈带电,交流接触器KM1的线圈得电,电动机正转。
当电动机加反转控制信号时,输入继电器X1的常开触点闭合,常闭触点断开。
常闭触点断开正转输出Y0的线圈,交流接触器KM1的线圈失电,电动机停止正转,同时Y 0的常闭触点闭合,反转输出继电器Y1的线圈带电,交流接触器KM2的线圈得电,电动机正转。
用PLC控制三相异步电动机正、反转用PLC控制三相异步电动机正、反转:三相交流异步电动机是生产设备常用的动力元件,PLC控制电动机的转动,是生产设备自动控制的最常用,也是基本的控制。
PLC控制电动机,用PLC控制负载,编程是主要的任务,接线驱动负载是次要的任务,不要本末倒置,将接线当成首要任务,编程当成次要任务。
用PLC控制三相异步电动机正、反转设计步骤控制案例:给正转信号,电动机正转运行;给反转信号,电动机反转运行;给停止信号,无论电动机正转还是反转,都要停止运行。
即电动机的控制能实现正反停。
1.电动机正反转的主电路中,交流接触器KM1和KM2的主触点不能同时闭合,并且必须保证,一个接触器的主触点断开以后,另一个接触器的主触点才能闭合。
2.为了做到上面一点,梯形图中输出继电器Y0、Y1的线圈就不能同时带电,这样在梯形图中就要加程序互锁。
即在输出Y0线圈的一路中,加元件Y1的常闭触点;在输出Y1线圈的一路中,加元件Y0的常闭触点。
当Y0的线圈带电时,Y1的线圈因Y¬0的常闭触点断开而不能得电;同样的道理,当Y1的线圈带电时,Y0的线圈因Y¬1的常闭触点断开而不能得电。
3.为了保证电动机能从正转直接切换到反转,梯形图中必须加类似按钮机械互锁的程序互锁。
即在输出Y0线圈的一路中,加反转控制信号X1的常闭触点;在输出Y1线圈的一路中,加正转控制信号X0的常闭触点。
这样能做到电动机正反转的直接切换。
当电动机加正转控制信号时,输入继电器X0的常开触点闭合,常闭触点断开。
常闭触点断开反转输出Y1的线圈,交流接触器KM2的线圈失电,电动机停止反转,同时Y1的常闭触点闭合,正转输出继电器Y0的线圈带电,交流接触器KM1的线圈得电,电动机正转。
当电动机加反转控制信号时,输入继电器X1的常开触点闭合,常闭触点断开。
常闭触点断开正转输出Y0的线圈,交流接触器KM1的线圈失电,电动机停止正转,同时Y 0的常闭触点闭合,反转输出继电器Y1的线圈带电,交流接触器KM2的线圈得电,电动机正转。
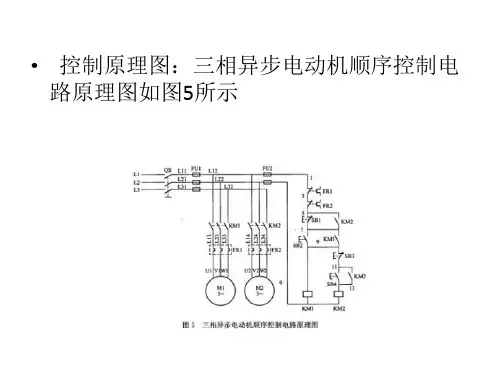
技能训练三相异步电动机的PLC控制工程实际中的PLC控制系统总是比较复杂的,作为其中的基本环节,三相异步电动机的几种典型控制回路常见于PLC控制系统中。
本模块详细讲述了几种三相异步电动机的PLC控制电路硬件结构及实用程序,并通过三相异步电动机星形-三角形启动实训,让读者进一步掌握简单PLC控制系统的开发运用。
第一部分教学要求一、目的要求①学习PLC在三相异步电动机控制电路中的运用情况②通过示例,掌握PLC控制程序编制技巧③了解常用PLC编程软件的基本运用,培养简单PLC控制系统的开发能力二、工具器材第二部分教学内容三相异步电动机各种控制电路,是工业控制系统中使用最为普遍的基本环节。
本模块对三相异步电动机点动-长动、正转-反转、顺序启动等几种常见PLC控制电路进行讨论,每一种电路均给出了与之对应的继电-接触器控制电路,两种电路中的所有按钮及输出接触器均采用相同的代号,以方便读者对照理解。
一、三相异步电动机点动-长动控制回路1.点动-长动控制电路接线图图9-1(a)是三相异步电动机点动-长动PLC控制I/O接线图,图9-1(b)是与之对应的继电器接触器控制电路。
(a)PLC控制I/O接线图(b)继电器接触器控制电路图9-1 点动-长动控制电路接线图2.梯形图及指令表程序图9-2(a)是三相异步电动机点动-长动PLC控制梯形图程序,图9-2(b)是与之对应的指令表程序(a)梯形图程序(b)指令表程序图9-2 三相异步电动机点动-长动PLC控制程序3.编程元件的地址分配输入输出继电器地址分配,如表9-1所示。
表9-1 输入输出继电器的地址分配表编程元件I/O端子电路器件作用输入继电器X000 SB1 停止按钮X001 SB2 点动按钮X002 SB3 长动按钮输出继电器Y000 KM 接触器线圈辅助继电器M0 - 长动自锁控制其他电器- FR 过载保护4.操作要求①在停止状态,按下点动按钮SB2,电机运转,松开SB2,电机停止;②在停止状态,按下长动按钮SB3,电机运转,松开SB3,电机仍保持运转;③按停止按钮SB1,电机停转。
用PLC实现三相异步电动机的正反转控制电路教学设计方案嘿,大家好!今天我来给大家分享一个实用的教学设计方案——用PLC实现三相异步电动机的正反转控制电路。
作为一名有着十年方案写作经验的大师,我会尽量让这个方案简单易懂,跟着我一起来探索吧!一、教学目标1.让学生掌握PLC的基本原理和编程方法。
2.培养学生运用PLC实现电动机正反转控制电路的能力。
3.提高学生的实际动手操作能力和创新思维。
二、教学内容1.PLC的基本原理和编程方法。
2.三相异步电动机的正反转控制电路原理。
3.PLC与电动机控制电路的连接方法。
三、教学重点与难点1.教学重点:PLC的编程方法和电动机正反转控制电路的设计。
2.教学难点:PLC与电动机控制电路的连接及编程技巧。
四、教学步骤1.理论讲解(1)介绍PLC的基本原理和编程方法。
PLC(可编程逻辑控制器)是一种以微处理器为核心,采用可编程存储器存储用户程序,实现各种逻辑、定时、计数、运算等功能的控制器。
它广泛应用于工业控制领域,具有可靠性高、编程简单、易于扩展等优点。
(2)讲解三相异步电动机的正反转控制电路原理。
三相异步电动机的正反转控制电路是指通过改变电动机的电源相序,实现电动机的正反转运行。
通常采用接触器来实现电源相序的改变,从而实现电动机的正反转控制。
2.实践操作(1)准备实验设备①PLC控制器②三相异步电动机③接触器④继电器⑤电源(2)连接PLC与电动机控制电路①将PLC的输入端与电动机控制电路的输入端相连。
②将PLC的输出端与接触器的线圈相连。
③将接触器的触点与电动机的电源相连。
(3)编写PLC程序①分析电动机正反转控制电路的输入信号和输出信号。
②根据输入信号和输出信号,编写PLC程序。
//正转IF(按钮1按下)THEN输出1=1;//接触器1得电,电动机正转输出2=0;//接触器2失电,电动机不反转ENDIF//反转IF(按钮2按下)THEN输出1=0;//接触器1失电,电动机不反转输出2=1;//接触器2得电,电动机反转ENDIF(4)调试与优化(2)拓展学生的学习思路,引导学生思考如何将PLC应用于其他工业控制场景。