法兰焊接后出现裂纹的原因及解决办法
- 格式:ppt
- 大小:284.00 KB
- 文档页数:24
裂纹原因分析报告1. 背景介绍裂纹是物体表面或内部出现的细微断裂,可能会导致物体的破坏或失效。
在工程领域中,对于裂纹的原因分析十分重要,以便采取适当的措施来预防和修复裂纹。
本文将通过一系列步骤,对裂纹的原因进行分析,并提供解决方案。
2. 数据收集在进行裂纹原因分析之前,需要收集相关的数据和信息。
这些数据可以包括物体的历史记录、使用环境、操作条件、材料特性等。
通过收集充分的数据,可以更好地理解裂纹形成的背景和条件。
3. 观察和检测观察和检测是裂纹原因分析的关键步骤之一。
需要对物体进行仔细的观察,并使用适当的检测工具来检测裂纹的形态和位置。
这可能包括使用显微镜、探伤仪器或其他非破坏性检测方法。
4. 裂纹形态分析在观察和检测的基础上,对裂纹的形态进行分析。
裂纹的形态可以提供有关裂纹的起源和扩展方式的重要线索。
需要注意裂纹的长度、深度、形状以及是否存在支裂纹等特征。
5. 材料分析裂纹的形成和扩展通常与材料的性质和特性有关。
在这一步骤中,需要对裂纹周围的材料进行分析。
可以对材料的组成、硬度、强度等进行测试,以确定是否存在材料缺陷或异常。
6. 应力分析裂纹的形成和扩展与物体所受的应力有关。
在这一步骤中,需要对物体受力情况进行分析。
可以使用有限元分析等方法,计算和模拟物体在不同应力条件下的行为,以确定裂纹可能的起因。
7. 环境分析物体所处的环境条件也可能对裂纹的形成起到一定的影响。
在环境分析中,需要考虑温度、湿度、腐蚀性物质等因素。
通过分析物体所处的环境条件,可以确定裂纹形成的环境因素。
8. 结果总结通过以上步骤的分析,可以得出裂纹形成的可能原因。
根据分析结果,可以制定相应的解决方案。
可能的解决方案包括材料更换、改变使用条件、增加支撑结构等。
9. 结论裂纹原因分析是预防和修复裂纹的重要步骤。
通过收集数据、观察和检测、裂纹形态分析、材料分析、应力分析和环境分析等步骤,可以找到裂纹形成的原因,并采取相应的措施来解决问题。
焊缝开裂的解决方法
焊缝开裂是焊接过程中常见的质量问题,可能会导致焊接件破裂或失去强度。
以下是几种解决焊缝开裂的常见方法:
1. 选择合适的焊接材料:选择适合焊接材料的合金,以确保焊接后的强度和耐腐蚀性。
2. 控制焊接参数:控制焊接过程中的电流、电压、焊接速度等参数,以确保焊接温度和热输入适当,避免产生过高的热应力。
3. 消除焊接缺陷:在焊接之前,清洁焊接表面,去除油污、氧化物和其他杂质,以确保焊接质量。
4. 采用适当的预热和后热处理:对于较厚或高强度材料,可以采用预热以减小温度梯度和热应力,焊后进行适当的退火或淬火处理,以提高焊接接头的性能和稳定性。
5. 使用适当的焊接技术:根据具体情况选择合适的焊接方法,如TIG、MIG、电弧、激光等,以确保焊接质量。
6. 增加焊缝的准备和设计:对于关键部位的焊接,可以增加焊缝的设计和准备工作,如加宽焊缝、倒边、坡口等,以增加焊缝的强度和韧性。
7. 加强监管和检验:对焊接过程进行严格监控,使用无损检测技术,如X射线、超声波、涡流等,检测焊缝质量,及时发
现并修复可能存在的裂纹和缺陷。
以上是一些常见的解决焊缝开裂问题的方法,但具体解决方法需要根据具体情况进行调整和应用。
六角法兰面锁紧螺母冷镦开裂原因及预防措施张卫新;李芳;张银芳;雷奎;覃小均【摘要】详细叙述了标准件企业冷镦锁紧法兰面螺母时开裂的现象,充分分析了开裂原因,探讨了切料刀具、材料硬度、产品设计尺寸是影响开裂的主要因素,并提出增加刀具受力面积、材料表面硬度低于芯部硬度、减少主要受力尺寸是预防开裂的措施.%The cracking phenomenon in the cold heading and locking flange nut of the enterprise is described in detail. The cause of the cracking is fully analyzed. The main factors affecting the cracking are discussed. The cutting tool, the material hardness and the product design size are the main factors affecting the cracking. It is also suggested that increasing the stress area of the tool, lowering the hardness of the material surface below the hardness of the core, and reducing the main force dimension are the measures to prevent cracking.【期刊名称】《山西冶金》【年(卷),期】2018(041)003【总页数】4页(P68-71)【关键词】法兰面螺母;冷镦开裂;锁紧螺母;冷镦工序;材料开裂【作者】张卫新;李芳;张银芳;雷奎;覃小均【作者单位】太原理工大学材料科学与工程学院,山西太原 030024;重庆金海标准件有限公司,重庆 402260;武汉市硚口区市政工程总公司,湖北武汉 430035;计算机科学与技术学院,重庆 400065;重庆金海标准件有限公司,重庆 402260;重庆金海标准件有限公司,重庆 402260【正文语种】中文【中图分类】TG316.1法兰面螺母具有较大的支撑面,在预紧力的作用下,可以增加防松能力。
法兰的质量控制及焊接变形法兰作为主要连接件被广泛应用,虽然其结构比较简单, 但在合理选用材料、焊条配制、焊接质量控制等制造全过程均进行了严格的要求。
在焊接时, 由于焊缝横向收缩易引起法兰的变形, 给随后的机械加工或装配带来不便, 为矫正焊接变形要浪费大量的人力、物力,且难于达到预期的效果, 因此法兰在焊接过程中必须采取相应的工艺措施, 控制法兰的焊接质量和焊接变形。
1 规范要求当采用钢板制作法兰时, 应符合下列要求。
(1) 钢板应经超声检测, 无分层缺陷, 钢板表面不得有气泡、结疤、裂纹、折叠、夹杂和压入的氧化铁皮;(2) 应沿钢板轧制方向切割出板条、弯制、对焊成圆环, 并使钢板表面成为环的侧面;(3) 圆环的对接接头应采用全焊透结构;(4) 圆环的对接接头应经焊后热处理及100%射线或超声检测。
(5)Q235B 钢板不得用作毒性程度为高度或极度危害介质的压力容器法兰; 法兰用碳素钢和低合金钢钢板制作时,厚度大于50mm勺Q245R Q345R钢板应在正火状态下使用。
2 制作、焊接及热处理首先, 下料前查看材料勺质量保证书且材料标记齐全, 按所需法兰勺厚度, 直径沿钢板轧制方向放出法兰条状展开线, 法兰内、外径为钢板两侧面。
当法兰直径较大时, 可按法兰展开长度的1/2 或1/3 等分块放线, 留出加工余量, 检查放线尺寸准确无误后移植材料标记。
其次,按划线进行切割, 并应将每块条形板的两端开出焊接坡口并采用机械加工的方法加工其坡口。
待坡口加工完毕后, 进加热炉火焰加热, 随之上卷板机卷制成环状, 将其对接接头处焊接牢固后空冷。
要合理选用焊条, 如法兰所用材料为Q235B、Q235G Q245R时,焊条牌号可以选用J426或J427;如法兰所用材料为Q345R寸,焊条牌号可选用J507或J506;当焊接接头拘束度大时,可选用抗裂性能好的焊条施焊,如J507RH或J506RH焊条在使用前必须进行烘干, 烘干温度按表1, 经烘干后的焊条从烘干箱取出后, 放入保温筒内, 当需要焊接时方可从保温筒内取出使用, 但放入保温筒内的焊条在使用期间应保持焊条所需的温度, 保证法兰焊接接头的焊接质量和强度,使焊缝的内外表面少出气孔和裂纹。
堆焊导致钢板开裂原因
堆焊导致钢板开裂的原因有多种,主要包括以下几个方面:1.焊接不良:例如未焊接上,设定焊接条件不合适,焊接部位
污染,切边不良等。
2.母材问题:例如淬硬性材料或母材焊前为淬硬组织,母材预
热或焊后保温处理不当,母材本身存在裂纹、夹渣等缺陷,堆焊金属与母材的热膨胀系数相差悬殊等。
3.合金问题:例如喷焊合金硬度高、抗裂性较差,或者合金中
碳含量较高、硅量、硼量较多,与其他合金元素形成合金化合物,导致硬度高、韧性差、容易出现裂纹。
4.工件问题:例如工件刚性大,液体合金凝固时产生的拉应力
还会增加,大于合金的强度上限而轧辊堆焊出现裂缝。
工件喷焊表面存在缺陷,如裂纹、凹痕、铸造砂眼等,容易在缺陷处形成应力集中而产生裂纹。
5.制作工艺问题:例如焊道宽厚比小、焊道本身抗裂性能差,
或者焊前预热、焊后缓冷措施不当等。
因此,在堆焊过程中,需要针对具体情况进行分析,采取相应的措施预防钢板开裂。
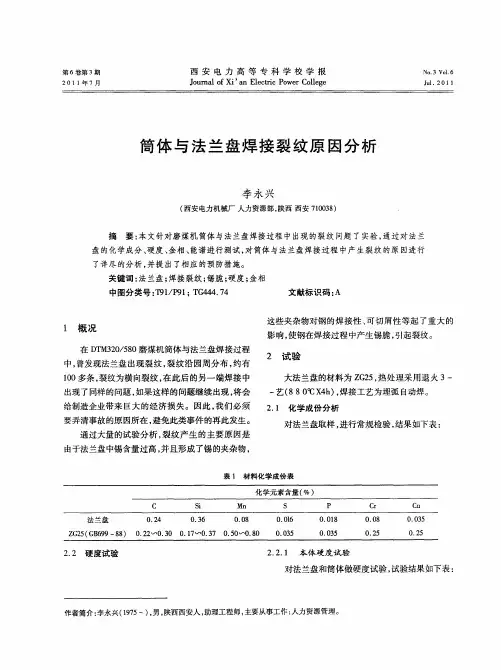
12Cr1MoV+35CrMo焊缝裂纹原因分析摘要:随着电力工业的快速发展,为了提高电力系统耐用性、持久性,降低投资,电厂系统采用的钢材不断更新换代,使用异种钢焊接不停增多。
为此,对焊接、预热和热处理的施工方法和流程提出了更高的要求。
12Cr1Mo V和中碳钢35Cr Mo焊接在电厂管道焊接中经常使用,但在实际焊接中频频出现裂纹,在一些小型电厂施工特别突出,严重影响项目进度及质量,同时也为电厂蒸汽管道泄漏事故埋下重大隐患。
关键词:12Cr1MoV+35CrMo焊缝;裂纹;原因1 问题缘由某工厂的自备电厂地处福建沿海,场地为吹砂填海而成,设计规模为3x240t/h高温高压循环硫化床锅炉配套2台25MW背压式汽轮发电机,该自备电厂的供热蒸汽参数为4.30MPa(g),420℃,管道选用12Cr1Mo V,速关逆止阀的连接法兰材质为35Cr Mo。
该蒸汽管道为自备电厂向下游供气的主管道,一旦发泄漏易,直接影响下游供气,损失极大。
但在管道与法兰连接处,焊接过程中或焊后多次发生焊接裂,具体详见图1。
该焊接接头经过几次返修后,仍未有效解决。
经查核连接法兰35Cr Mo及管道材质均符合国家相关标准,为合格产品。
2 问题分析通过分析另几个项目,类似管道材质及阀门法兰的焊接,亦存在失败的案例,但未找出产生的原因和合适工艺,以彻底消除裂纹。
因此,有必要通过人机料法环等各个条件进行排查和分析。
图12.1 人员分析针对该化工自备电站的焊接,根据国家规范要求,焊接人员均取得了国家认可的资格证,并经过现场培训和现场焊接测试合格后才进行现场相关的焊接操作,由此直接焊接此类异种钢的人员资质符合要求。
但热处理操作人员是没有取得热处理证的临时工,现场短期培训就上岗操作。
但由该人员热处理的12Cr1Mo V+12Cr1Mo V管道焊口硬度却都是符合要求,因此热处理人员到底是否为产生裂纹的原因需要进一步深入探究。
2.2 设备分析表1 12Cr1MoV化学成分表2 35CrMo化学成分表3 焊接参数焊接设备和热处理设备均有出厂合格证,经测试各项指标均符合国家标准,消除了设备产生裂纹的因素。
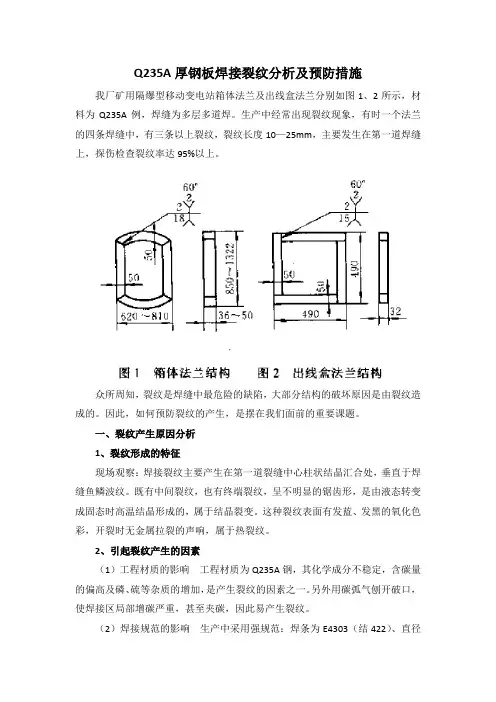
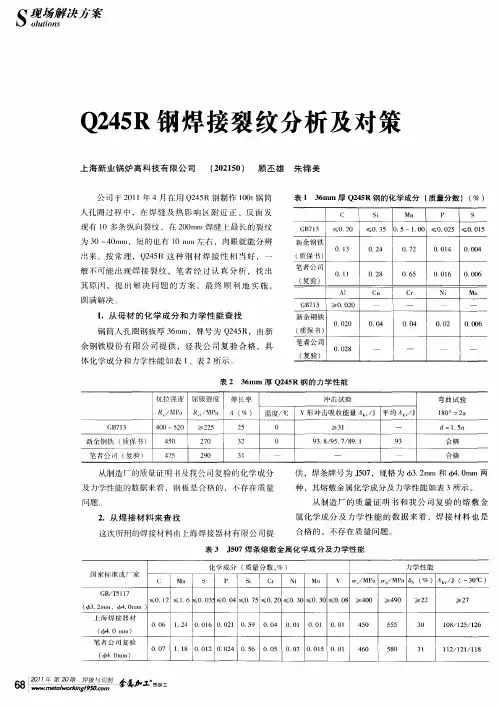
Q235A厚钢板焊接裂纹分析及预防措施我厂矿用隔爆型移动变电站箱体法兰及出线盒法兰分别如图1、2所示,材料为Q235A例,焊缝为多层多道焊。
生产中经常出现裂纹现象,有时一个法兰的四条焊缝中,有三条以上裂纹,裂纹长度10—25mm,主要发生在第一道焊缝上,探伤检查裂纹率达95%以上。
众所周知,裂纹是焊缝中最危险的缺陷,大部分结构的破坏原因是由裂纹造成的。
因此,如何预防裂纹的产生,是摆在我们面前的重要课题。
一、裂纹产生原因分析1、裂纹形成的特征现场观察:焊接裂纹主要产生在第一道裂缝中心柱状结晶汇合处,垂直于焊缝鱼鳞波纹。
既有中间裂纹,也有终端裂纹,呈不明显的锯齿形,是由液态转变成固态时高温结晶形成的,属于结晶裂变。
这种裂纹表面有发蓝、发黑的氧化色彩,开裂时无金属拉裂的声响,属于热裂纹。
2、引起裂纹产生的因素(1)工程材质的影响工程材质为Q235A钢,其化学成分不稳定,含碳量的偏高及磷、硫等杂质的增加,是产生裂纹的因素之一。
另外用碳弧气刨开破口,使焊接区局部增碳严重,甚至夹碳,因此易产生裂纹。
(2)焊接规范的影响生产中采用强规范:焊条为E4303(结422)、直径4mm,电流200A施焊。
由于焊接电流过高、温升高,焊接区与周围金属温差大,因此冷却速度快,焊缝金属结晶受到周围金属的牵制,产生热反应二造成裂纹。
(3)工件结构的影响工件钢板厚度均在32mm以上,刚性大,变形困难。
在焊接过程中,焊缝区产生焊接变形,而工件因其刚性大,不易随之应变而产生内应力,因其焊缝裂纹。
(4)熔池形状的影响不同熔池形状对焊缝裂纹也有明显的影响。
窄而深的熔池及焊缝终端收弧过快会形成凹陷弧坑,使得一些低熔点杂质易集中在焊缝中心处,当焊缝结晶产生横向收缩时,焊缝承受拉应力,而中心处强度差,易产生裂纹。
二、防止裂纹产生的措施1、选择适宜的焊条E5016(结506)焊条具有良好的力学性能和抗裂性能,但工艺性比E4303(结422)稍差。
汽轮机法兰汽箱裂纹对汽缸的影响及处理下花园发电厂3号汽轮机为东方汽轮机厂生产,高压缸为加快启动速度,在高压缸法兰上焊接有加热汽箱,随着机组经历多年运行,发现法兰汽箱多处出现裂纹泄漏,开始只是认为汽箱的表层裂纹,在对汽箱更换过程中发现了大量焊道裂纹,并深入到了汽缸深部。
本文对裂纹产生的原因进行了论述,对裂纹处理及现场更换汽箱提供了一定借鉴。
标签:高压缸;法兰加热;裂纹;现场更换下花园发电厂3号汽轮机为东方汽轮机厂生产,型号为N200-12.7/535/535型纯凝式汽轮机,为D09第25台机组,1988年1月机组投产,到目前已经运行26年。
3号机高压缸法兰壁厚,汽缸壁薄,为加快法兰加热速度适应机组快速启动的要求,在法兰外壁焊有法兰加热汽箱,在机组启动时,在汽箱里通入一定参数的蒸汽,对汽箱进行提前加热,使汽缸法兰快速预热,以加快机组的启动速度,缩小机组的温度应力。
机组自2008年大修以后时常发现机组在啟动时,发现高压缸保温层内有大量蒸汽漏出,于是利用检修机会对保温层进行检查,在拆除保温时发现法兰汽箱焊缝处和法兰膨胀U型节处存在蒸汽吹损现象。
然后利用压缩空气对法兰汽箱打压,发现了大量裂纹,虽然进行了补焊,但是焊完以后继续打压仍有漏气现象,判断法兰汽箱可能存在母材的金属疲劳裂纹,因此决定对汽箱进行蒸汽更换。
1 法蘭汽箱装置简介由于法兰比汽缸壁厚,螺栓与法兰又是局部接触,因此在启动时汽缸壁温度又比螺栓温度高,三者之间将存在一定的温差,造成膨胀不一致,在这些部件中产生热应力,严重时将会引起塑性变形或拉断螺栓以及造成水平结合面翘起和汽缸裂纹等现象。
为了减少汽缸、法兰和螺栓之间的温差,缩短启动时间,所以采用了法兰加热汽箱。
法兰加热汽箱是由一些钢板和U型膨胀节组焊的装置,按照汽缸的外形焊接在汽缸表面,伴随着汽缸的膨胀和收缩进行膨胀和收缩,所有膨胀和收缩量都被U型膨胀节吸收。
2 法兰汽箱产生裂纹的原因(1)在早期机组设计时为降低造价,将汽缸材质设计为ZG20CrMo合金材质,而法兰汽箱为一般A3F碳钢材质,这导致异种钢焊接,使材质的焊接性能差,而且两种材质的膨胀性能不一致造成受力出现偏差,是裂纹产生应力的主要原因。
结晶裂纹的成因分析及预防措施澄西船厂高云中摘要:影响结晶裂纹生成的因素主要有冶金和工艺两方面的原因,对原材料的冶金因素影响,作为材料的用户单位,可调整余地很少,但工艺因素可以影响到焊缝的冶金状态及应变增长率。
根据这一原理,通过采取工艺措施,在风塔法兰、船舶大合拢打底焊道的裂纹处理和预防上获得了满意结果,保障了风塔及船舶正常的生产和经营。
关键词:结晶裂纹;分析;工艺措施前言进入21世纪以来,随着我厂技术、管理的快步提升,与以往相比,我厂产品结构和生产方式上发生了较大变化。
在修造船、钢结构产品中,所有产品出现了大型化现象;产品由以前的单件制作,转为批量化生产;以前的结构件大多采用薄板低碳钢,现在大多采用厚板低合金高强钢;焊接方式由以前的手工焊条焊为主,变成为采用CO2气保护焊、埋弧焊等高能量、高效率的焊接方法。
在这些构件制作中,经常会在焊缝中心出现结晶裂纹,如船台大合拢CO2打底焊、风塔法兰T型角接缝的埋弧焊、钢管桩工程中的埋弧焊终端裂纹等,这些裂纹的出现,严重影响了我厂正常的生产。
因此,为保障我厂产品经营和生产,研究预防发生结晶裂纹的控制措施,具有十分的紧迫性。
1 裂纹的产生情况结晶裂纹在我厂各产品中均发现过,较典型的是船台大合拢CO2打底焊道的焊缝中心,风塔法兰T型焊缝的埋弧焊打底层焊缝中心,本文以我厂制造的某公司64.7M风塔为例,对结晶裂纹的产生原因进行分析。
裂纹产生的情况如下图1。
图1 中仅仅是裂纹的一种形式,实际施工过程中,在焊道1、甚至焊道2上也有裂纹发生,而且可以肯定地说,焊道1也很易产生裂纹,只是有的观察到了,有的不易察觉,在反面清根时,因受热而进一步扩展,所以感觉裂纹越刨越深。
这些裂纹的普遍特征是均在焊缝中纵向出现,而且是在焊缝凝固后期产生,因此属于典型的结晶裂纹。
图1 风塔法兰裂纹产生过程2 结晶裂纹的形成机理及影响因素2.1 结晶裂纹的形成机理焊缝金属在凝固过程中,最后凝固的存在于固相晶体间的低熔点液态金属已成薄膜,碳钢和低合金高强钢中的硫、磷、硅、镍都能形成低熔点共晶,在结晶过程中形成液态薄膜。
浅析风电塔架焊缝常见裂纹的机理和预防措施发布时间:2022-01-06T02:01:56.130Z 来源:《中国电业》2021年22期作者:刘斌唐海赵鹃许文奎李俊杨瑞勃[导读] 随着地球上的煤炭,石油等不可再生能源的日益减少刘斌唐海赵鹃许文奎李俊杨瑞勃中国水电四局(兰州)机械装备有限公司云南分公司云南祥云 672100摘要:随着地球上的煤炭,石油等不可再生能源的日益减少,新能源的发展刻不容缓。
而风能作为新世纪新能源的代表之一,有着独特的发展优势。
不管是在条件恶劣的山区还是海上,都有丰富的风力资源。
风力发电作为风能最有效的利用方式,得到了世界各国的青睐。
随着“双碳”的到来,我国风电事业发展迎来了重大机遇。
风力发电机组如雨后春笋般纷纷拔地而起,为千家万户带去绿色清洁能源。
风电塔筒作为风力发电机组的重要结构件,有着举足轻重的作用。
近年来,各地风电场倒塔事故频发,究其原因,很大一部分事故都是因塔架质量造成的,因此塔架的质量直接影响到发电机组的安全性。
在风电塔架的制作过程中,焊接质量是影响塔架质量的关键因素,因此,保证塔架的焊接质量是整个塔架生产过程中的重中之重。
关键词:风电塔架焊缝质量焊接裂纹安全引言钢制风电塔架是目前使用最广泛的风力发电机组塔架类型,绝大多数采用该形式,而钢制风电塔架重要组成部分就是低合金钢板,钢板厚度集中在12mm-100mm之间不等,根据机型的大小以及高度等因素的影响,钢板从低段到顶段由厚板到薄板逐渐变化。
风电塔筒的制作方法和焊接要求与压力容器相同,焊接技术规范和探伤技术规范与压力容器使用相同的标准。
目前国内钢制塔架焊接过程中主要的焊接方式是半自动埋弧焊和二氧化碳气体保护焊,埋弧焊作为主要的焊接方法,用于环缝和纵缝的焊接,其具有效率高,焊接质量好、外观漂亮等优点;气保焊主要用于塔筒门框、內焊件等零部件的焊接,焊接贯穿于整个塔架的生产过程,因此焊接过程中产生缺陷是在所难免的。
塔架焊接过程中比较常见的几种缺陷有气孔、夹渣、未熔合、裂纹等,危害性最大的就是裂纹,因为裂纹如果发现不了,在塔架的运行过程中,比较容易发生延展,导致出现更大的裂纹,最终产生严重的后果。
小技巧法兰焊接后出现裂纹的原因及解决办法
01法兰焊接后出现裂纹的原因
在生产容器设备时,不锈钢法兰和筒体焊接时法兰颈部会出现了裂纹,并不是在焊缝地方,是怎么回事?为什么会出现这样的情况?首先,我们先分析下会出现热裂纹的原因。
热裂纹是在焊缝冷却过程中,在高温阶段产生的裂纹,主要发生在焊缝金属内,少量在近缝区。
可以分为结晶(凝固)裂纹、液化裂纹和多边化裂纹。
结晶裂纹是最常见的一种,主要出现在含杂质元素较多的碳钢的焊缝中(S、P、Si 和C)、单相奥氏体不锈钢、铝及其合金等焊接结构中。
主要影响因素是焊接拉应力、低熔点共晶(焊缝金属的化学成分)、焊接接头过热(工艺)的程度。
02焊接中避免出现热裂纹的措施
从照片上的情况看,304 不锈钢材质塑性强,如果是锻打法兰,焊接工艺要求相对宽松,一般不会造成裂纹的。
如果是铸件,就会容易出现这样的情形。
那么,在实际操作中,我们如何避免工件出现裂纹现象呢?减小热裂纹倾向的措施有:
1)降低材料中S、P 等杂质元素的含量。
2)适当提高Mn/S 比,可以置换Fe-FeS 低熔点共晶物的Fe,形成熔点1620Co 的MnS,从而提高焊缝的抗裂性能。
WC=0.10~0.12%,WMn=2.5%以前有作用
WC=0.13~0.20%,WMn=1.8%以下有作用
WC=0.21~0.23%,WMn 有益影响范围更窄。
3)采用适当焊接方法和工艺,控制线能量输入,减少焊缝过热。
4)在焊接材料中加入Ti、Mo、Nb 或稀土元素,抑制柱状晶粒发展,细化晶粒,明显改善性能。
图1 法兰面遭啃噬图经测量统计,损伤共14处、最深处约3.5mm,受伤面积约占法兰面总面积的6%,沿法兰面周向技术交流Technical Exchanges散布,测量结果见表1。
分析认定,由于S1200锤帽内替打环下表面的临时焊接件未清理干净,在替打环下表面形成多处带棱角的不规则凸起,在沉桩过程中直接接触桩顶法兰面,造成法兰面啃噬损伤。
2 修复方案的确定该法兰是山东伊莱特重工股份有限公司制造的欧标EN10025-3:S355NL-Z35钢锻造法兰,供货热处理状态为正火,相当于国标牌号Q345E-Z35,为可焊接细晶粒高强度结构钢。
该钢种具有优良的综合力学性能和低温冲击韧性。
供货状态的化学成分和力学性能见表2、表3。
表1啃噬尺寸测量结果编号尺寸(长×宽×深,mm×mm×mm)影响螺栓孔(个)1210×100×2.022310×130×2.533200×100×1.534220×120×3.025210×70×2.026290×70×2.837220×80×3.028210×80×1.529215×120×2.5210220×70×2.0211210×80×3.0212240×90×2.0213230×110×3.5214190×110×3.02合计31 表2 主要化学成分(%)项目C Si Mn P S Cu Cr Mo Ni V Ceq 标准≤0.18≤0.50.90~1.65≤0.025≤0.005≤0.55≤0.3≤0.1≤0.5≤0.12≤0.45实测0.150.22 1.320.0110.0020.030.050.0030.030.030.39 表3 机械性能项目试验方向抗拉强度R m(MPa)屈服强度R eH(MPa)伸长率A5(%)断面收缩率Z(%)冲击功KV2(J)-40℃标准450~600≥285≥21≥35≥34实测0°纵向50534233.077144.6 120°纵向52134332.576145.3 240°纵向51333733.077121.70°横向52535970101.4-106.2-102.8 120°横向5273417398.4-104.5-101.8 240°横向51335671100.7-106.2-99.3 Z向70-74-72/根据表2知道,供货状态的法兰材质的碳当量为0.39%<0.4%,通常情况下焊接性良好,可以使用焊接修复。