硬盘磁头的生产全流程工序详细版
- 格式:ppt
- 大小:6.92 MB
- 文档页数:55
磁头靠近主轴接触的表面,即线速度最小的地方,是一个特殊的区域,它不存放任何数据,称为启停区或着陆区(Landing Zone),启停区外就是数据区。
在最外圈,离主轴最远的地方是“0”磁道,硬盘数据的存放就是从最外圈开始的。
那么,磁头是如何找到“0”磁道的位置的呢?在硬盘中还有一个叫“0”磁道检测器的构件,它是用来完成硬盘的初始定位。
“0”磁道是如此的重要,以致很多硬盘仅仅因为“0”磁道损坏就报废,这是非常可惜的。
早期的硬盘在每次关机之前需要运行一个被称为Parking的程序,其作用是让磁头回到启停区。
现代硬盘在设计上已摒弃了这个虽不复杂却很让人不愉快的小缺陷。
硬盘不工作时,磁头停留在启停区,当需要从硬盘读写数据时,磁盘开始旋转。
旋转速度达到额定的高速时,磁头就会因盘片旋转产生的气流而抬起,这时磁头才向盘片存放数据的区域移动。
盘片旋转产生的气流相当强,足以使磁头托起,并与盘面保持一个微小的距离。
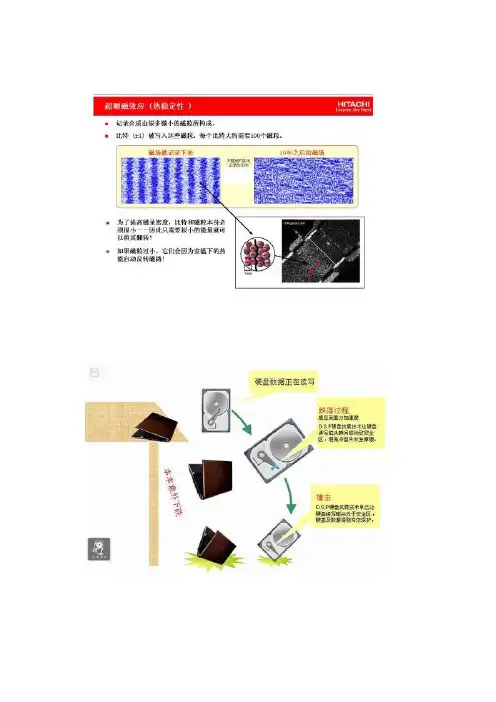
这个距离越小,磁头读写数据的灵敏度就越高,当然对硬盘各部件的要求也越高。
早期设计的磁盘驱动器使磁头保持在盘面上方几微米处飞行。
稍后一些设计使磁头在盘面上的飞行高度降到约0.1μm~0.5μm,现在的水平已经达到0.005μm~0.01μm,这只是人类头发直径的千分之一。
气流既能使磁头脱离开盘面,又能使它保持在离盘面足够近的地方,非常紧密地跟随着磁盘表面呈起伏运动,使磁头飞行处于严格受控状态。
磁头必须飞行在盘面上方,而不是接触盘面,这种位置可避免擦伤磁性涂层,而更重要的是不让磁性涂层损伤磁头。
但是,磁头也不能离盘面太远,否则,就不能使盘面达到足够强的磁化,难以读出盘上的磁化翻转(磁极转换形式,是磁盘上实际记录数据的方式)。
硬盘驱动器磁头的飞行悬浮高度低、速度快,一旦有小的尘埃进入硬盘密封腔内,或者一旦磁头与盘体发生碰撞,就可能造成数据丢失,形成坏块,甚至造成磁头和盘体的损坏。
所以,硬盘系统的密封一定要可靠,在非专业条件下绝对不能开启硬盘密封腔,否则,灰尘进入后会加速硬盘的损坏。
磁头的制造工艺流程磁头是一种用于读写磁带或磁盘等储存设备的核心零件,它是一种微型的电磁器件,具有高精度和高可靠性要求。
下面将介绍一下磁头的制造工艺流程。
首先,磁头的制造流程可以分为三个主要的步骤:加工基底,膜层沉积和磁头组装。
第一步是加工基底。
磁头的基底通常采用硅衬底,通过切割和研磨等工艺加工成所需的形状和尺寸。
在这一步骤中,需要使用先进的微加工技术,如光刻、蚀刻和离子注入,以实现磁头的微米级精度和平整度。
第二步是膜层沉积。
膜层是磁头的核心部分,它包括磁性层和保护层。
磁性层是用来读写磁信号的,通常由铁磁材料制成,如铁氧体或镍铁合金。
保护层是为了保护磁头免受磨损和腐蚀,通常由金属或陶瓷材料制成。
膜层的沉积通常采用物理气相沉积(PVD)或化学气相沉积(CVD)等方法,通过在真空或高温气氛中从气体相沉积薄膜材料。
第三步是磁头组装。
在这一步骤中,先将磁头基底和薄膜材料切割成所需的形状和尺寸,然后将它们组装在一起。
组装过程中会使用粘接剂或焊接技术来固定膜层和基底。
同时,还会进行一系列的加工和矫正工艺,如铣削、研磨和以及机械校正等,以确保磁头的精确度和稳定性。
总结来说,磁头的制造工艺流程包括加工基底、膜层沉积和磁头组装三个主要步骤。
通过先进的微加工技术和材料沉积技术,可以制造出高精度和高稳定性的磁头。
同时,磁头制造过程还需要进行一系列的研磨、加工和校正等工艺,以确保磁头的性能和可靠性。
磁头的制造是一个复杂而精密的过程,需要大量的专业设备和技术支持。
随着科技的不断进步,磁头的制造工艺也在不断提高,以适应更高容量和更高速率的数据存储需求。
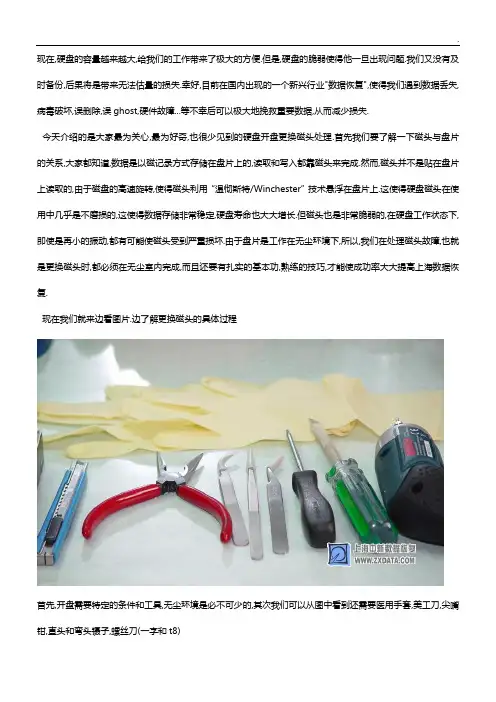
现在,硬盘的容量越来越大,给我们的工作带来了极大的方便.但是,硬盘的脆弱使得他一旦出现问题.我们又没有及时备份,后果将是带来无法估量的损失.幸好,目前在国内出现的一个新兴行业"数据恢复",使得我们遇到数据丢失,病毒破坏,误删除,误ghost,硬件故障...等不幸后可以极大地挽救重要数据,从而减少损失.今天介绍的是大家最为关心,最为好奇,也很少见到的硬盘开盘更换磁头处理.首先我们要了解一下磁头与盘片的关系,大家都知道,数据是以磁记录方式存储在盘片上的,读取和写入都靠磁头来完成.然而,磁头并不是贴在盘片上读取的,由于磁盘的高速旋转,使得磁头利用“温彻斯特/Winchester”技术悬浮在盘片上.这使得硬盘磁头在使用中几乎是不磨损的,这使得数据存储非常稳定,硬盘寿命也大大增长.但磁头也是非常脆弱的,在硬盘工作状态下,即使是再小的振动,都有可能使磁头受到严重损坏.由于盘片是工作在无尘环境下,所以,我们在处理磁头故障,也就是更换磁头时,都必须在无尘室内完成,而且还要有扎实的基本功,熟练的技巧,才能使成功率大大提高上海数据恢复.现在我们就来边看图片.边了解更换磁头的具体过程首先,开盘需要特定的条件和工具,无尘环境是必不可少的,其次我们可以从图中看到还需要医用手套,美工刀,尖嘴钳,直头和弯头镊子,螺丝刀(一字和t8)这次我们要更换磁头的硬盘是某客户的一个迈拓120g 硬盘,故障情况是工作后不认盘,电机转,有敲头声.首先,我们用美工刀小心地揭开硬盘上的保修标签.接下来当然是拆除top上的所有螺丝,为了工作效率,外面不是要求很高的螺丝,我们可以用电动起子去卸.我们小心的将螺丝放在培养皿里,打开top,我们就可以一览无遗地看到硬盘的内部结构了,我们可以清楚地看到组成硬盘的各个组件,包括底座base,马达moter,磁盘disc,磁头eblk,和已经打开的顶盖top......打开盘腔以后,我们首先要拆除磁头eblk与主板pcba的连接线.这里,我们就不选用电动起子了,改用手工拆除,这样可以大大地降低失误而造成的严重后果,盘片是需要特别保护的,不允许有任何物体掉落在上面.接下来我们来拆vcm组件中的钕磁铁,钕磁铁的吸力是非常大的,我们要非常当心,左手用力按住盘腔,右手紧握尖嘴钳,将钕磁铁取下.然后我们需要把磁头从盘片上停靠区移出来,移出盘片,这样才可以将磁头拆下.我们用一字螺丝刀小心地拆下磁头,用左手按住磁头,避免磁头碰到任何东西.小心翼翼地手拿vcm,把坏磁头取下.这张图上我们可以清楚的看到,这个120g的迈拓盘有3个磁头,上面两个(并着),下面一个独立的.盘片数目是2片.取下磁头以后,我们找出和坏磁头同一型号的磁头去更换,我们找来事先准备好,存放在培养皿里的备用磁头.小心地将其装在盘腔上,尤其是磁头不能碰到任何东西,因为磁头是非常脆弱的,上面的簧片稍微受到力就会变形,一旦磁头变形,即宣告这个磁头的报废.接下来这个步骤是关键中的关键了,工程师的基本功和经验都体现在这里了,这里失误,将严重损坏新换上的磁头,这个步骤就是磁头上盘片,工程师用镊子将磁头挑开,直至3个磁头全部放到盘片上,当然,磁头数目越多也就意味着难度越大.把磁头移到盘片上的磁头停靠区把磁头与pcba的连接线固定好安装vcm组件......ok,我们已经安装好盘腔里面的所有东西了.仔细检查一下就可以关上top了最后一步.安装top,上螺丝当然要注意顺序,不要一次上紧,先对角上齐螺丝,然后在对角依次拧紧每个螺丝......呵呵,一切的努力终于换来了成果,接上pc检测一下,顺便用耳朵听一下,硬盘已经可以正常认盘了,盘片没有问题的话可以直接挂负盘直接复制数据,如果盘片有问题,我们就需要用软件来跳过坏道恢复数据.......。
一款硬盘磁头驱动臂的加工工艺在电脑中,硬盘是储存数据的重要设备之一。
硬盘磁头驱动臂则是硬盘中的核心部件之一,其作用是将磁头移动到硬盘上不同位置的磁道上读写数据。
硬盘磁头驱动臂的加工工艺关系到硬盘的性能和质量,下面我们来谈一下一款硬盘磁头驱动臂的加工工艺。
1. 材料准备首先要做的是选择硬盘磁头驱动臂的材料。
由于硬盘磁头驱动臂需要具有较高的硬度和精度,其材料一般选择为高纯度的钨钢材料。
此外,还需要准备一些生产所需的辅助材料和器具,如钻头、磨头、加工机床等。
2. 制作模具模具是硬盘磁头驱动臂加工过程中必不可少的一部分,它的制作是整个化工工艺的先决条件。
制作模具需要先设计好模具图纸,以此为依据进行制作。
在制作完成后,需要进行调试和淬火,以确保其精度和硬度等性能能够满足要求。
3. 粗加工在进行硬盘磁头驱动臂的粗加工过程中,需要将原始材料切割成所需的长度,并对其进行粗加工。
这一过程包括沿着磁头驱动臂的长度方向加工,如旋削、磨削、锉削等方式进行切削和打磨,以达到材料的形态和精度要求。
4. 钻孔在完成了粗加工后,需要对硬盘磁头驱动臂进行钻孔。
钻孔的目的是为硬盘磁头的定位和修正提供方便,使硬盘磁头的位置更加准确。
需要使用钻孔机进行钻孔,进行钻孔时还要控制好加工参数,确保钻孔的精度和质量。
5. 加工钨钢铰孔接下来,进行硬盘磁头驱动臂的钨钢铰制。
这个过程是对硬盘磁头驱动臂的加工难度最大的。
因为钨钢材料的加工难度很高,经常会出现卡刀、断刀、损刀等问题。
为了解决这些问题,需要进行多次试验和调整,才能够平稳地完成铰制过程。
6. 进行磨削在加工完成后,还需要进行磨削。
磨削的目的是让硬盘磁头驱动臂的表面更加光滑,进一步提升其精度和质量。
可以使用磨头机、砂布或磨片等工具进行表面的磨削。
此时还要加强控制,保证整个加工过程的加工参数.7.总检验在完成所有加工工序后,需要进行总检验,这是确保硬盘磁头驱动臂质量的最后一步。
对于不合格的产品,需要进行清点和剔除,使产品达到高质量的标准。
机械硬盘磁头的结构及制造过程①认识硬盘磁头机械硬盘里面通常由磁头臂组件和数个磁头弹片组件组成读写系统,其中Slider集成了读写单元,悬浮在磁碟的表面,完成磁碟信号的读取和写入。
HDD HGA磁碟回转方向Slider硬盘工作时,主轴马达带动磁碟高速旋转,在磁碟表面产生气流,使磁头组件悬浮在磁碟表面,维持在一个固定的高度气流磁碟主轴马达Slider 飞行高度(F/H) =~10nm支撑弹片ABS 面(Air Bearing Surface)前导面气流回转方向磁碟飞行高度~10nm 相当于一架喷气式飞机在离地1米的高度飞行如下示意图,磁头组件维持在磁头表面10nm 高度飞行,相当与一架喷气式客机在离地1米的高度飞行Slider如下示意图,磁头表面刻蚀出来的的凹凸面形成了ABS 面,使磁头能利用气流的作用飞行起来ABS 面气流②硬盘磁头的读写元件磁头读写元件分为读头和写头,读头由磁阻元件组成,写头由线圈和磁极组成,读头和写头相互分离读写元件磁头读写元件构造示意图磁头写入信号的方式主要有两种,一种是磁碟表面磁极呈水平方向分布,另一种是磁碟表面磁极呈垂直方向分布磁极呈垂直方向分布,磁盘表面的信号密度可以更大,磁盘的记录容量更高当磁碟表面的磁极信号经过磁头读取元件时,元件内部会产生感应电流,从而可以识别和读取到磁碟上所记录的数据信号③硬盘磁头的制造过程磁头制造过程分为前工程和后工程,前工程是晶圆的制备过程,后工程是对晶圆切粒及后续的组装测试过程前工程后工程晶圆的制备结合了光刻等多种图像成型技术的应用,如下所示线圈的制备过程晶圆制备完成后,会进入切割的过程,一步一步的进行分割,最终切割为单粒的磁头(在切割成单条后,会进行ABS面的成型,之后再切割为单粒磁头)Slider完成磁头的切割和检测后,把磁头和弹片组装在一起,形成磁头弹片组件将Slider固定在弹片上,并使slider上的导电端子和弹片上的导电端子导通(通常使用金球焊接或者锡球焊接)最后把数个磁头弹片组件和磁头臂组装在一起,共同形成磁头组件最终磁头组件经过测试后会安装到机械硬盘内部。