浅谈客专无砟轨道一次性铺设跨区间无缝线路施工
- 格式:pdf
- 大小:143.45 KB
- 文档页数:2
2 . 5 施工 复测
轨道铺设处 ,铺设现场采用无碴道床铺轨机作为动 力牵 引钢轨 沿滚 轮组 滑行 ;同 时在 轨道 板 承 轨槽 连
线方 向上 每隔 1 0 m摆 放 一组滚 轮 ,滚轮 横 向 中心距
为1 4 3 5 mm。长钢 轨 通 过 滚 轮 向前 移 动 ,到达 位 置 后 ,调整 轨 缝 ,抽 出滚 轮 ,落 下 钢 轨 ,调 整 固定 。 长轨 运输 车就 能继续 沿着 新 铺 的轨 道 前 进 ,铺 轨工
铺设 长轨 前 ,轨道 道工 程 道 床板 主体 应 基本 完 工 ,检验合格 。未完成 的无砟道床板采用过渡轨排 法代 替 。 整体 道床 铺设 无缝 线路 前 应 对全 线 的整 体道 床 进行 复 测 ,测 量 的 主 要 内容 包 括 整 体 道 床 中线 偏
作继续 向前进行 。 2 . 2 现场单 元 轨节焊 接施 工 对待 焊钢 轨全 部及轨 头后 方 1 0 m 范 围 内扣 件拆 除 ,检查 钢轨 表面 是否符 合 质 量要 求 ,检查 完 毕后 对钢 轨端 头进 行打 磨处 理 ,待 打磨 完 毕后 焊 机 对位 并确保 焊 接作业 过 程 中不会 发 生 溜 车现 象 ,焊 接完 成后对 焊 接部 位进 行推 凸处 理 ,正 火 完 成后 对 焊缝 进行 打磨 ,打磨 至 要求 后对 焊 缝 进行 探 伤 ,对 不合
落人 承轨槽 内 ,然后 每隔 5根 轨枕 位 上齐 一 根 轨枕
位 的扣件 。 2 . 7 无 缝线路 放散 与锁 定施工 钢轨 焊 联 成 单 元 轨 后 ,对 单 元 轨 进 行 应 力 放
3 . 1 施 工单 位 应 采 用 专 用 工 具 检 查 轨 枕 的外 观质量 和各部 尺 寸 ,检 查产 品质量 证 明文件 。
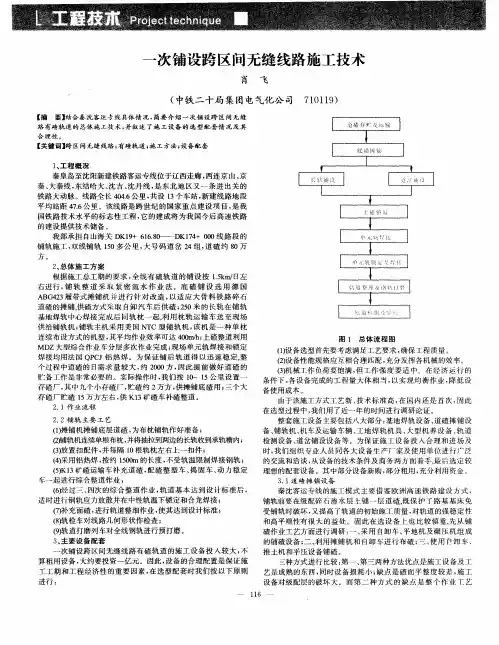
2 . 4 长轨铺 设施 工 工艺 流程 见下 :
-
新 建成 都至 重庆 铁路 客运 专 线本 段 目标 速度 为
2 5 0 k m / h ,正线 为无 砟 轨 道一 次 铺 设 跨 区 间无 缝 线
路 ,具有 设计 速度 高 ,施 工 工艺 新 ,质 量 标 准 高 的 特 点 。正线 一次铺 设跨 区间无 缝 线路 的轨 道平 顺 性 及 正线 长轨 区高 速长 轨 的线 性几 何 状 态 控制 ,是 本 标 段施 工质 量控 制 的重点 和难 点工程 。
-
3 . 3 施工 单位铺 设 时应记 录铺 设轨 温 。
七 七 电 - 4 - " 七 七 电
4 - "
七
- 4 - ' 七
( 上接 1 9页 )
确 保 了接发列 车 的安全 ,但 在调 车 安全 方 面 投入 有 所 不足 ,虽 然 在 调 车方 面 也 有 大量 地 人 力 、物 力 、
3 . 2 施 工单 位 应 采 用 弹跳 坏 人 扣 件 压 力 测 速 仪 抽查 测定扣 件 的扣压 力 ,并查 验 扣 件产 品质量 证 明文件 。
散 ,并 在设 计锁定 轨 温范 围 内将单 元 轨 锁定 。单 元 轨节锁 定焊 接 除区间两 端与 道 岔相 接 的接 头 采用 铝
3 2・
i 涎潞 箍器骶
滚轮小 车 Ⅲ推 轨器 中 ,推 送 至 引 导 车 钢 轨 夹 钳 处 。
成铁科技 2 0 1 4 年第 1 期
热 焊外 ,均采 用移 动 闪光焊 接方 式 。 3 质量 控 制方法 及手段
再 由引导 车进行 牵引 至卸车 位置停 止 。
人工撤除每根长钢轨下 的 5 0个滚轮使长钢轨
目前 各个 站段科 室 人员 多数 缺 少 现场 调 车作 业
的经验 ,而现 场作业 人 员也存 在 调 车人 员 年 龄结 构
・
位 ,承轨面高程 ,预埋件位置等 ,确认复测项 目均
符合 要求 后方 可进 行轨 道施 工 。
2 . 6 长 钢轨 的铺设
采用通用型无砟道床铺轨机与钢轨运输车进行 联挂 ,组 成 长钢 轨铺设 机 组 ,后 端联 挂 一 台机 车 组
成铺 轨 列车 ,进行 长钢 轨运 输及 铺设 。 铺 轨列车 由机 车推 送 进入 铺 轨 现 场 。 由分 轨 推 送 车将 两根 长 钢 轨 推 人 滚 轮 小 车 I、滚 轮 小 车 Ⅱ、
成 铁科 技
2 0 1 4年第 1期
浅 谈 容专无砟 轨道 一 - 欠性铺 设跨 区间 无缝线 路施 工
熊 明 摘 要 联 系电话 :0 2 8 -8 6 4 5 6 6 9 3
近年 来 ,随着我 国国 民经济 的 高速 发 展 需要 ,高速铁 路 的舒 适 、快 捷 的 , } 生能成 为 未
来铁路 发展 的必然趋 势 ,跨 区 间无缝 线路 施 工质 量 的好 坏 对新 建 无砟 轨 道 客 运 专 线后 期 运 营 、维 护起 着 至关重要 的作 用 。本 文结合 成 渝铁 路 客运 专 线 无砟轨 道 的施 工 ,从 无跨 区 间无 缝 线路 施 工
重点 和难 点 、施 工 方案 中 的的关键 点及 质 量控制 方 法及手段 ,浅谈 一 下我 个人 的看 法。
关键 词 客专 无砟 轨道 无缝 线路 铺设
1 无 跨 区间无缝 线路 施 工重点 和难 点
格 品进行 返工 处理 。
2 . 3 无 缝 线路应 力放 散 与锁定 施工 钢轨 焊 联 成 单 元 轨 后 ,对 单 元 轨 进 行 应 力 放 散 ,并在设 计 锁定 轨温 范 围 内将 单元 轨锁 定 。
2 施 工方 案 中的关键 点
g :
蓬
蛰
莩
籍 藕 辇 墨 锁 囊 篓 薹 挚 毳
2 . 1 铺 设方 案 5 0 0 m 的长钢 轨 用 长 轨 运 输 车 ( N 1 7) 运 送 至
_ 二 _ 。 — —
t
_
-—
—
长轨 辅设 施工 工艺 流程 图
轨道铺设处 ,铺设现场采用无碴道床铺轨机作为动 力牵 引钢轨 沿滚 轮组 滑行 ;同 时在 轨道 板 承 轨槽 连
线方 向上 每隔 1 0 m摆 放 一组滚 轮 ,滚轮 横 向 中心距
为1 4 3 5 mm。长钢 轨 通 过 滚 轮 向前 移 动 ,到达 位 置 后 ,调整 轨 缝 ,抽 出滚 轮 ,落 下 钢 轨 ,调 整 固定 。 长轨 运输 车就 能继续 沿着 新 铺 的轨 道 前 进 ,铺 轨工
铺设 长轨 前 ,轨道 道工 程 道 床板 主体 应 基本 完 工 ,检验合格 。未完成 的无砟道床板采用过渡轨排 法代 替 。 整体 道床 铺设 无缝 线路 前 应 对全 线 的整 体道 床 进行 复 测 ,测 量 的 主 要 内容 包 括 整 体 道 床 中线 偏
作继续 向前进行 。 2 . 2 现场单 元 轨节焊 接施 工 对待 焊钢 轨全 部及轨 头后 方 1 0 m 范 围 内扣 件拆 除 ,检查 钢轨 表面 是否符 合 质 量要 求 ,检查 完 毕后 对钢 轨端 头进 行打 磨处 理 ,待 打磨 完 毕后 焊 机 对位 并确保 焊 接作业 过 程 中不会 发 生 溜 车现 象 ,焊 接完 成后对 焊 接部 位进 行推 凸处 理 ,正 火 完 成后 对 焊缝 进行 打磨 ,打磨 至 要求 后对 焊 缝 进行 探 伤 ,对 不合
落人 承轨槽 内 ,然后 每隔 5根 轨枕 位 上齐 一 根 轨枕
位 的扣件 。 2 . 7 无 缝线路 放散 与锁 定施工 钢轨 焊 联 成 单 元 轨 后 ,对 单 元 轨 进 行 应 力 放
3 . 1 施 工单 位 应 采 用 专 用 工 具 检 查 轨 枕 的外 观质量 和各部 尺 寸 ,检 查产 品质量 证 明文件 。
2 . 4 长轨铺 设施 工 工艺 流程 见下 :
-
新 建成 都至 重庆 铁路 客运 专 线本 段 目标 速度 为
2 5 0 k m / h ,正线 为无 砟 轨 道一 次 铺 设 跨 区 间无 缝 线
路 ,具有 设计 速度 高 ,施 工 工艺 新 ,质 量 标 准 高 的 特 点 。正线 一次铺 设跨 区间无 缝 线路 的轨 道平 顺 性 及 正线 长轨 区高 速长 轨 的线 性几 何 状 态 控制 ,是 本 标 段施 工质 量控 制 的重点 和难 点工程 。
-
3 . 3 施工 单位铺 设 时应记 录铺 设轨 温 。
七 七 电 - 4 - " 七 七 电
4 - "
七
- 4 - ' 七
( 上接 1 9页 )
确 保 了接发列 车 的安全 ,但 在调 车 安全 方 面 投入 有 所 不足 ,虽 然 在 调 车方 面 也 有 大量 地 人 力 、物 力 、
3 . 2 施 工单 位 应 采 用 弹跳 坏 人 扣 件 压 力 测 速 仪 抽查 测定扣 件 的扣压 力 ,并查 验 扣 件产 品质量 证 明文件 。
散 ,并 在设 计锁定 轨 温范 围 内将单 元 轨 锁定 。单 元 轨节锁 定焊 接 除区间两 端与 道 岔相 接 的接 头 采用 铝
3 2・
i 涎潞 箍器骶
滚轮小 车 Ⅲ推 轨器 中 ,推 送 至 引 导 车 钢 轨 夹 钳 处 。
成铁科技 2 0 1 4 年第 1 期
热 焊外 ,均采 用移 动 闪光焊 接方 式 。 3 质量 控 制方法 及手段
再 由引导 车进行 牵引 至卸车 位置停 止 。
人工撤除每根长钢轨下 的 5 0个滚轮使长钢轨
目前 各个 站段科 室 人员 多数 缺 少 现场 调 车作 业
的经验 ,而现 场作业 人 员也存 在 调 车人 员 年 龄结 构
・
位 ,承轨面高程 ,预埋件位置等 ,确认复测项 目均
符合 要求 后方 可进 行轨 道施 工 。
2 . 6 长 钢轨 的铺设
采用通用型无砟道床铺轨机与钢轨运输车进行 联挂 ,组 成 长钢 轨铺设 机 组 ,后 端联 挂 一 台机 车 组
成铺 轨 列车 ,进行 长钢 轨运 输及 铺设 。 铺 轨列车 由机 车推 送 进入 铺 轨 现 场 。 由分 轨 推 送 车将 两根 长 钢 轨 推 人 滚 轮 小 车 I、滚 轮 小 车 Ⅱ、
成 铁科 技
2 0 1 4年第 1期
浅 谈 容专无砟 轨道 一 - 欠性铺 设跨 区间 无缝线 路施 工
熊 明 摘 要 联 系电话 :0 2 8 -8 6 4 5 6 6 9 3
近年 来 ,随着我 国国 民经济 的 高速 发 展 需要 ,高速铁 路 的舒 适 、快 捷 的 , } 生能成 为 未
来铁路 发展 的必然趋 势 ,跨 区 间无缝 线路 施 工质 量 的好 坏 对新 建 无砟 轨 道 客 运 专 线后 期 运 营 、维 护起 着 至关重要 的作 用 。本 文结合 成 渝铁 路 客运 专 线 无砟轨 道 的施 工 ,从 无跨 区 间无 缝 线路 施 工
重点 和难 点 、施 工 方案 中 的的关键 点及 质 量控制 方 法及手段 ,浅谈 一 下我 个人 的看 法。
关键 词 客专 无砟 轨道 无缝 线路 铺设
1 无 跨 区间无缝 线路 施 工重点 和难 点
格 品进行 返工 处理 。
2 . 3 无 缝 线路应 力放 散 与锁定 施工 钢轨 焊 联 成 单 元 轨 后 ,对 单 元 轨 进 行 应 力 放 散 ,并在设 计 锁定 轨温 范 围 内将 单元 轨锁 定 。
2 施 工方 案 中的关键 点
g :
蓬
蛰
莩
籍 藕 辇 墨 锁 囊 篓 薹 挚 毳
2 . 1 铺 设方 案 5 0 0 m 的长钢 轨 用 长 轨 运 输 车 ( N 1 7) 运 送 至
_ 二 _ 。 — —
t
_
-—
—
长轨 辅设 施工 工艺 流程 图