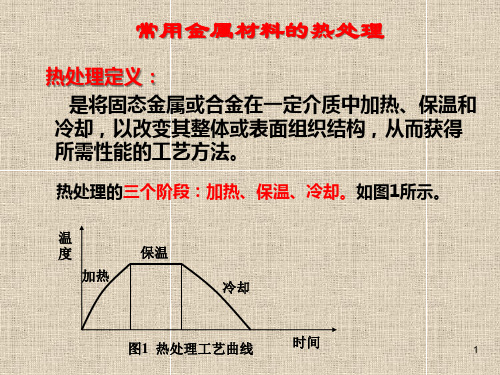
图1-34热处理工艺曲线示意图
- 格式:pdf
- 大小:583.98 KB
- 文档页数:5


铸钢件常见热处理按加热和冷却条件不同,铸钢件的主要热处理方式有:退火(工艺代号:5111)、正火(工艺代号:5121)、均匀化处理、淬火(工艺代号:5131)、回火(工艺代号:5141)、固溶处理(工艺代号:5171)、沉淀硬化、消除应力处理及除氢处理。
1.退火(工艺代号:5111) 退火是将铸钢件加热到Ac3以上20~30℃,保温一定时间,冷却的热处理工艺。
退火的目的是为消除铸造组织中的柱状晶、粗等轴晶、魏氏组织和树枝状偏析,以改善铸钢力学性能。
碳钢退火后的组织:亚共析铸钢为铁素体和珠光体,共析铸钢为珠光体,过共析铸钢为珠光体和碳化物。
适用于所有牌号的铸钢件。
图11—4为几种退火处理工艺的加热规范示意图。
表ll—1为铸钢件常用退火工艺类型及其应用。
2.正火(工艺代号:5121) 正火是将铸钢件目口热到Ac3温度以上30~50℃保温,使之完全奥氏体化,然后在静止空气中冷却的热处理工艺。
图11—5为碳钢的正火温度范围示意图。
正火的目的是细化钢的组织,使其具有所需的力学性能,也司作为以后热处理的预备处理。
正火与退火工艺的区别有两个:其一是正火加热温度要偏高些;其二是正火冷却较快些。
经正火的铸钢强度稍高于退火铸钢,其珠光体组织较细。
一般工程用碳钢及部分厚大、形状复杂的合金钢铸件多采用正火处理。
正火可消除共析铸钢和过共析铸钢件中的网状碳化物,以利于球化退火;可作为中碳钢以及合金结构钢淬火前的预备处理,以细化晶粒和均匀组织,从而减少铸件在淬火时产生的缺陷。
3.淬火(工艺代号:5131) 淬火是将铸钢件加热到奥氏体化后(Ac。
或Ac•以上),保持一定时间后以适当方式冷却,获得马氏体或贝氏体组织的热处理工艺。
常见的有水冷淬火、油冷淬火和空冷淬火等。
铸钢件淬火后应及时进行回火处理,以消除淬火应力及获得所需综合力学性能。
图11—6为淬火回火工艺示意图。
铸钢件淬火工艺的主要参数:(1)淬火温度:淬火温度取决于铸钢的化学成分和相应的临界温度点。

50CrVA钢调速弹簧的热处理工艺设计1 热处理工艺课程设计的意义热处理工艺课程设计是高等工业学校金属材料工程专业一次专业课设计练习,是热处理原理和工艺课程的最终一个教学环节。
其目的是:(1)培育学生综合运用所学的热处理课程的学问去解决工程问题的实力,并使其所学学问得到巩固和发展。
(2)学习热处理工艺设计的一般方法、热处理设备选用和装夹具设计等。
(3)进行热处理设计的基本技能训练,如计算、工艺图绘制和学习运用设计资料、手册、标准和规范。
2热处理课程设计的任务①一般热处理工艺设计②特别热处理工艺设计③制定热处理工艺参数④选择热处理设备⑤设计热处理工艺所需的挂具、装具或夹具⑥分析热处理工序中材料的组织和性能⑦填写工艺卡片350CrVA调速弹簧的技术要求及选材3.1 技术要求50CrVA钢喷油泵调速弹簧技术要求如下:硬度:HRC46~513.2 零件图喷油泵调速弹簧的零件如图3.1所示。
图3.1 喷油泵调速弹簧3.3 材料的选择零件用途喷油泵调速弹簧,利用弹簧的受力形变和复原来调整气门的开合,从而调整喷油泵的喷油速度和喷油量。
工作条件(1)喷油泵调速弹簧工作时,要承受高应力。
(2)喷油泵调速弹簧要承受高频率往复运动。
(3)喷油泵调速弹簧要在较高的温度下工作。
性能要求弹簧的性能要求为如下几个方面:力学性能:由于弹簧是在弹性范围内工作,不允许有永久变形。
要求弹簧材料有良好的微塑性变形实力,即弹性极限、屈服极限和屈强比要高。
理化性能方面:喷油泵调速弹簧的工况很困难,要在较高的温度下长期工作,因此要求弹簧材料有良好的耐热性,即有高的蠕变极限、蠕变速率较小和较低的应力松弛率。
工艺性能方面:尺寸较小的弹簧热处理时变形大、难以校正和保证弹簧产品质量,宜选用已强化的弹簧材料,冷成型后不经淬火、回火,只须进行低温退火。
这样更能保证大批量小弹簧的产品质量和成本低廉。
材料选择选用50CrVA钢热轧弹簧钢丝卷制。
由于50CrVA钢中含有铬能够提高淬透性并且可降低锰引起过热的敏感性,铬熔于铁素体中使弹性极限提高。