钢结构厂房技术标准.(修改版)xls
- 格式:xls
- 大小:29.00 KB
- 文档页数:38
钢结构厂房建造标准
钢结构厂房作为工业建筑的一种重要形式,在现代工业生产中得到了广泛的应用。
钢结构厂房具有结构稳定、施工周期短、使用寿命长等优点,因此备受青睐。
然而,要确保钢结构厂房的建造质量和安全性,需要严格遵守一系列的建造标准。
首先,钢结构厂房的建造应符合国家相关的建筑法规和标准,包括《建筑结构
抗震设计规范》、《钢结构设计规范》等。
在设计阶段,需要根据厂房的用途和环境条件,合理确定结构形式、荷载标准、防护要求等参数,确保结构的稳定性和安全性。
其次,在材料选用方面,应选择质量可靠的钢材和连接件,避免使用劣质材料。
钢结构的焊接、螺栓连接等工艺也需要符合相关标准,确保连接牢固、结构稳定。
此外,对于防腐、防火等特殊要求,也需要选择符合标准的防护材料和工艺,保障厂房的使用寿命和安全性。
在施工过程中,严格执行施工图纸和工艺要求,确保每一个节点、连接处的施
工质量。
对于焊接工艺、螺栓拧紧力度、防腐涂料的施工厚度等都需要符合相关标准要求,确保施工质量。
同时,施工过程中需要注意安全防护,避免发生施工事故,保障施工人员的安全。
最后,在验收阶段,需要严格按照相关标准进行验收,确保钢结构厂房的质量
和安全性。
对于结构的扭转、变形、裂缝等情况,需要进行全面的检测和评估,确保结构的稳定性。
对于防腐、防火等特殊要求,也需要进行相应的验收,确保符合标准要求。
总的来说,钢结构厂房的建造标准涉及到设计、材料选用、施工工艺、验收等
多个环节,需要严格遵守相关标准和规范,确保厂房的质量和安全性。
只有如此,才能保障钢结构厂房的长期稳定运行,为工业生产提供可靠的保障。
钢结构厂房技术标准1目录第一章总体概述第一节施工组织设计编制说明第二节工程概况第三节现场条件第四节方针、目标第二章钢结构制作方案第一节、应用于本工程的原材料及其要求第二节、原材料管理对于工程本身的重要意义第三节、原材料管理纲要及解释第四节、保证加工质量的措施第五节、下料工艺第六节、格构柱加工第七节、其它构件的加工第八节、焊接工艺第九节、涂装工艺第十节、钢结构检测、检验、验收第十一节、包装、运输和存放1第三章钢结构安装方案第一节、钢结构安装方案第二节、施工流程第三节、现场起重设备选择和分工第四节、钢结构现场拼装第五节、钢结构安装工艺第六节、高强螺栓施工方法第七节、屋面及墙面围护系统的安装第八节、现场焊接施工方法第四章主要物资(材料)情况描述第五章劳动力安排情况描述第一节综述第二节劳动力保证措施第六章确保工程质量的措施第一节质量标准第二节检测方法及保证措施第七章质量保证体系第一节质量控制总体思路2第二节质量保证体系第三节质保管理制度第四节钢结构加工质量控制第五节钢结构安装质量控制第六节钢结构质量通病及其预防措施第七节工程验收第八节质量保修服务第八章对外委托加工的技术组织措施第一节权利、责任与要求第二节监造细则第九章确保安全生产的技术组织措施第一节安全文明施工控制要求第二节安全管理保证体系第三节安全措施保证项目第四节安全管理的要点第五节安全施工保证及控制措施第六节安全操作规程第七节安全事故的处理3第八节紧急预案处理方案第十章确保文明施工的技术组织措施第十一章确保工期的技术组织措施第一节工期保证总体思路第二节工期保证措施第十二章现场施工机械设备计划第一节拟投入的机械设备计划第二节机械设备的保障措施第十三章减少施工成本措施第十四章附表和附图第一节施工总平面布置图机临时用地情况第二节施工总进度计划表第三节其它附表4第一章总体概述第一节施工组织设计编制说明1、编制依据(1)**整体搬迁扩建工程招标文件及现场说明会资料。
目录一、主要设计、施工规范(包括但不限于) (3)二、通用技术要求 (3)2.1 材料要求 (3)2.2 深化设计及加工制作技术要求 (5)2.3 预埋件技术要求 (6)2.4 构件安装 (6)2.5 紧固件连接技术要求 (7)2.6 焊接技术要求 (8)2.7 涂装技术要求 (9)2.8 楼面板技术要求 (9)三、公司标准化技术要求 (11)四、区域技术标准差异表: (12)五、工艺标准 (14)5.1工艺流程 (14)5.1.1 单层轻钢结构 (14)5.1.2 单层、多层框架结构 (14)5.1.3 小型钢构:汽车坡道、自行车坡道 (14)5.1.4 零星钢构:悬挑雨棚 (14)5.2安装工艺标准 (14)5.2.1 焊接工艺标准 (14)5.2.2 螺接工艺 (15)5.2.3 预埋件安装工艺标准 (18)5.2.4 钢结构安装工艺标准(适用于全部种类钢构) (18)5.2.5 钢结构防腐涂料涂装施工工艺标准 (20)5.2.6 钢结构防火涂料涂装施工工艺标准 (20)5.2.7 压型钢板安装工艺 (21)六、验收标准 (27)6.1 焊接质量验收标准 (27)6.2 螺接质量验收标准 (30)6.3 钢结构拼装验收标准 (30)6.4 钢结构防腐涂料涂装质量验收标准 (33)6.5 钢结构防火涂料涂装质量验收标准 (34)6.6 压型钢板质量验收标准 (34)6.7 工程质量验收时应提供的资料 (35)钢结构工程技术标准一、主要设计、施工规范(包括但不限于)《钢结构设计规范》 GB50017—2013《建筑结构荷载规范》 GB50009—2012《钢结构焊接规范》 GB50661-2011《钢结构工程施工规范》 GB50755-2012《钢结构工程施工质量验收规范》 GB50205-2001《建筑工程施工质量验收统一标准》 GB50300-2013《建筑钢结构防火技术规范》 GB51249-2017《钢结构防火涂料》 GB14907—2002《钢结构高强度螺栓连接技术规程》 JGJ82-2011《碳素结构钢》 GB/T700—2006《钢结构高强度大六角头螺栓》 GB/T1228—2006《钢结构高强度大六角螺母》 GB/T1229—2006《钢结构用高强度垫圈》 GB/T1230—2006《低合金高强度结构钢》 GB/T1591—2008《建筑结构用钢板》 GB/T19879-2015《建筑工程施工质量验收统一标准》 GB50300—2013《碳钢、低合金钢焊接构件焊后热处理方法》 JB/T6046-1992《多、高层建筑钢结构节点连接》(主梁的全栓拼接) 04SG519-2《多、高层建筑钢结构节点连接》(次梁与主梁的简支螺栓连接、主梁的栓焊拼接) 03SG519-1上述规范和标准按照国家、地方最新颁布实施为准,如发生不一致时,则以要求最为严格的规范、规程或标准作为工作依据。
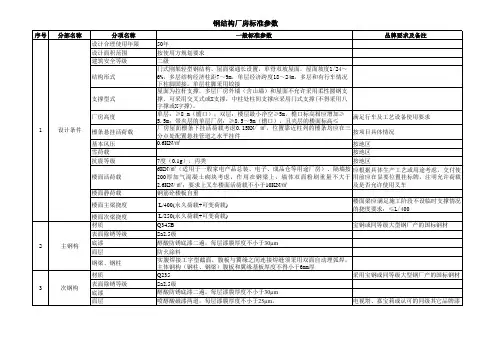
钢结构厂房项目技术标第一部分:工程概况成都奥晶科技有限责任公司投资兴建的非球面镜头主体厂房建筑钢结构工程位于成都国家级高新技术产业开发区(西区),整个建筑工程分为厂房和办公楼两大部分,建筑总长150m,总宽96.3m,厂房带办公楼总建筑面积为15900m2。
厂房由3×24m三连跨组成,总长150m,柱距9m。
厂房边柱柱顶标高为10.1m,屋面排水方式为单层脊双坡排水,排水坡度为1:20,属双坡多跨式轻钢结构多层联合厂房。
办公楼由二层钢框架结构组成,屋面排水方式为单坡排水,边柱柱顶标高为11.1m,屋面排水坡度为1:20,属多层钢框架结构工程。
本工程厂房钢柱、钢梁均采用等截面或变截面实腹式焊接H型钢。
办公楼钢柱采用方管型钢,钢梁采用等截面实腹式焊接H型钢。
梁与柱的连接方式为焊接或螺栓连接。
厂房屋面设置水平支撑和刚性系杆,柱间设柱间支撑。
墙面檩条采用冷弯薄壁C型钢,屋面檩条采用冷弯薄壁Z型钢。
檩条之间设置撑杆和拉条。
墙面板为双层压型钢板,其中外层板为彩色镀铝锌板。
屋面板采用暗扣式镀铝锌彩色压型钢板。
墙面板采用平扣板。
墙面和屋面保温棉均采用铝箔包玻璃棉,本工程围护结构还包括防火墙和玻璃幕墙。
第二部分:编制说明和编制依据一、编制说明1. 编制目的:编制此施工组织设计的目的在于:1.1. 科学地组织施工以提高劳动生产率、缩短工期、确保工程质量、节约原材料和能源、降低成本、文明施工以获取尽可能大的经济效益和社会效益。
1.2. 从施工的全局出发,根据具体条件,拟定施工方案,确定施工程序、施工流向、施工顺序、施工方法、劳动组织、技术选择、组织措施,安排施工进度和劳动力、机具、材料、构件与各种半成品的供应,对运输、道路、场地利用、水电能源保证等现场设施的布置和建设作出规划。
1.3. 缜密地预计施工中的各种需要及可能发生的变化,以便事前做好准备,把设计和施工、技术和经济、前方和后方、企业的全局活动和工程的施工组织,把施工中各单位、各部门、各阶段以及各项目之间的关系更好地协调起来,使施工过程牢固地建立在科学、合理的基础之上,从而做到人尽其力,物尽其用,优质、低耗、高速度地取得最好的经济效益和社会效益。
第一章工程概况一、工程概况二、工程目标1、质量目标达到国家质量验收合格标准。
2、安全目标保证人员健康安全和财产免受损失,实现风险预防。
3、工期目标招标文件要求总工期为35天完工。
我方保证35天完成本工程。
4、文明施工目标争创三门峡市文明工地。
三、编制依据1、本工程的招标文件、工程量清单及图纸。
2、《建筑工程施工质量验收统一标准》(GB50300-2001)3、其他与本工程有关的现行工程技术、质量评定标准、施工验收标准及规范。
4、工程地理位置、交通和现场踏勘情况。
5、本公司的技术素质及施工能力。
6、本公司按照GB/T19001-2000—ISO9001:2000质量保证体系编制的贯标程序文件及各项施工、质量、安全、技术管理制度,公司《质量保证手册》和质量要素程序文件。
7、本公司按照ISO14000编制的环境保证体系编制的贯标程序文件及各项环境管理制度。
第二章现场组织管理机构一、组织管理机构1、项目部的组成我们按项目法施工的原则,选派具有较强同类工程施工经验、精干得力的人员组成合格的项目班子进驻现场,代表本企业全面履行承包合同,承担该工程的施工管理。
项目管理人员的配备原则为:年富力强、精力充沛,并具有吃苦耐劳精神;工作扎实、专业精通,有较多技术和项目管理经验。
2、项目部人员专业构成(1)项目部的管理人员均为我公司的管理人员,项目经理和施工员等项目部人员为土建、钢结构专业、其中包括部分水电专业。
(2)项目部的各工种人员均为我公司的基本专业施工班组。
二、项目经理部岗位责职项目经理部在项目经理的领导下,作为本项目管理的组织结构,全面负责本项目从开工到竣工全过程的生产、经营、技术和质量管理,,对作业层负有管理与服务的职能。
代表公司履行对顾客的承包合约,对发行合约负直接责任,执行公司质量方针,实现质量目标;组织实施公司质量体系文件,建立和完善项目机构,做到人员职责明确,各负其职;贯彻实施项目施工组织设计,严格按标准、规范、图纸施工;负责现场施工生产全过程的安全文明控制。
2023全新钢结构技术标范本完整版一:引言本文档为2023年全新钢结构技术标范本,用于规范钢结构技术的设计、施工和验收等方面的工作。
本标准具体规定了钢结构施工的要求及相应的配件要求。
二:术语和定义2.1 钢结构:由钢材构成的承重结构。
2.2 钢材:用于制造钢结构的金属材料,包括钢板、角钢、槽钢等。
2.3 构件:构成钢结构的各个零部件,如梁、柱、桁架等。
三:设计要求3.1 构件尺寸:根据设计要求确定各构件的尺寸,保证结构的稳定性。
3.2 钢材选择:根据设计负荷和工作环境选择适当的钢材。
3.3 连接方式:采用焊接、螺栓连接等方式进行构件的连接。
四:施工要求4.1 钢材加工:按照设计图纸要求进行钢材的剪切、焊接等加工工艺。
4.2 构件安装:按照设计要求进行构件的安装,保证结构的稳定性和安全性。
4.3 防腐处理:对于暴露在室外的钢结构,进行适当的防腐处理,延长使用寿命。
五:验收标准5.1 材料验收:对钢材进行材质和尺寸的检查,保证钢材的质量。
5.2 结构验收:对施工完成的钢结构进行力学性能和外观质量的检查。
六:附件请参考附件1:钢结构技术标范本附件,了解具体的技术要求。
七:法律名词及注释1. 建筑法:指《中华人民共和国建筑法》。
2. 施工图:指由设计单位编制的钢结构施工图纸。
附件:钢结构技术标范本附件------------------------------------------------------------------------------------------------------------------------------------一:前言本文档是2023年全新钢结构技术标范本,旨在规范钢结构技术的设计、施工和验收等工作的标准化实施。
本标准详细规定了钢结构施工的要求及相应的配件要求。
二:术语解释2.1 钢结构:一种由钢材构成的承重结构体系。
2.2 钢材:用于制造钢结构的金属材料,包括钢板、角钢、槽钢等。
目录编制依据第一章工程概况及特点第二章施工准备工作计划第三章重点、难点施工方案及技术措施(钢结构、主体、道路等)第四章雨季施工措施第五章工程施工进度计划第六章劳动力、材料、施工机械设备等需用量计划第七章施工平面图第八章质量保证技术组织措施和保证体系第九章进度保证技术组织措施和保证体系第十章安全保证技术组织措施和保证体系第十一章现场文明施工措施第十二章施工环境保护措施第十三章成品保护和工程保修工作的管理措施和承诺编制依据国家关于工程建设方面现行的有关政策、法律、法规以及行业有关规定,现行的与本工程有关的规范、规程、验收标准等。
工程测量规范 GB50026-2007压型金属板设计施工规程(YBJ1216-88)钢结构工程施工质量验收规范GB50205-2001钢结构工程施工质量验收规范(GB50205-2001)钢结构高强度螺栓连接的设计、施工及验收规范(JGJ82-91)建筑地基处理技术规范(JGJ79-2002)建筑地基础施工质量验收规范(GB50202-2002)砼结构工程施工质量验收规范(GB50204-2002)钢筋焊接及验收规程(JGJ18-2010)建筑装饰装修工程施工质量验收规范(GB50210-2001)建筑地面工程施工质量验收规范(GB50209-2002)给水排水管道工程施工及验收规范(GB50268-97)建设工程文件归档整理规范(GB/T50328-2001)施工图纸及招标文件中提出的要求第一章工程概况及特点(1)工程建设概况:沈阳市第一粮库所建设的原11#、12#、13#库维修改造工程;建设地点:沈阳市铁西区保工北街20号工期要求:开工日期 2013年3月20日竣工日期 2013年7月31日质量要求:合格招标范围:全套施工图范围内的施工(包括11#、12#、13#库的改造,还有部分围墙及路面工程。
(2)工程施工特点本工程涉及到拆除、土建、钢结构制作、安装、路面施工等专业,工程交叉重叠施工作业多。
钢结构厂房技术规范钢结构厂房技术规范1.总则技术规范要求的质量标准为最低标准,投标人必须严格执行,否则作为不响应招标文件处理。
所有构件拼装、组合、打孔必须在工厂内制作完成,出厂前应全部检验合格,并具有监理现场监造人员签字认可。
严禁在施工现场进行二次加工,确保现场无湿无火作业,除设计要求外,其余进场的材料或构件,严禁采用焊接方式连接。
2.主钢结构系统2.1材质选用及防腐要求:门式刚架立柱、横梁、托梁采用Q345-B钢材,其构件表面采用专门的抛丸设备进行表面除锈处理,并应达到Sa2.5级以上,抛丸后6小时以内喷两道环氧富锌底漆。
要求涂层干漆膜厚度65μm,并严格按照GB50205-95的4.11条款执行。
2.2高强螺栓:采用大六角头高强度螺栓,螺杆材质为20MnTiB,螺母、垫圈材质为45号钢,10.9S。
3.次钢结构系统:3.1支撑、檀条:按图纸要求,选用Q235-B钢材,屋檀采用镀锌带钢,镀锌量≥80g/m2,镀锌厚度60μm—80μm。
3.2门框、窗框、角型支撑:镀锌带钢,屈服应力≥345MPa,厚度须符合刚度要求,镀锌量≥80g/m2,镀锌厚度60μm—80μm,直接滚压弯型。
窗框必须保证铝合金窗安装时的垂直、平行,确保防水效果。
3.3拉杆:采用Q235-B钢材,表面镀锌防锈处理。
3.4连接板:采用Q235钢板,表面镀锌防锈处理。
3.5锚栓:采用符合GB/T700(GB1591-88)规定的Q345-B钢材制成。
4.屋面系统:4.1外层钢板;镀铝锌压型钢板,厚度≥0.53mm,卷边板屈服应力345MPa,暗扣板屈服应力≥550MPa,并提供材料检测报告。
镀锌量≥80g/m2,镀锌厚度60μm—80μm。
涂覆层为:正面:5μm环氧树脂底漆、外覆20μm普通聚脂漆。
背面:5μm环氧树脂底漆、外覆10μm普通聚脂漆。
板型采用卷边板或暗扣板(波峰≥50mm),投标时带板型小样。
所有屋面留洞处做法选用成品屋面洞口泛水,由屋面板生产及安装公司保证其不渗漏雨水。
钢结构厂房指标钢结构轻型厂房一、工程概况本工程为钢结构轻型厂房,长294m,宽72m,基础深度2.5m,建筑面积22292.19㎡,地上1层,檐高7.8m。
包括:建筑(含钢结构)、装饰、采暖、给排水(含中水、热水)、消防、动力照明、弱电、防雷接地、通风等九个专业,混凝土为预拌混凝土。
土方为槽坑边甩土,独立基础之间为带形基础连接。
钢柱断面尺寸为240×300,由10mm厚工字钢板组成,钢梁宽度240mm,高度472-972mm,由14mm厚工字钢组成,防火涂料为暂估价。
不含喷洒头,报警装置、厂房大门。
设施与装修标准层数 1装饰工程楼地面预拌混凝土整体面层、局部粘贴防滑地砖檐高7.8m 天棚办公用房轻钢龙骨石膏板吊顶、刷合成树脂乳液层高 6.2m 内墙面抹灰、刷耐擦洗涂料、卫生间墙面粘贴釉面砖建筑工程基础C30独立基础外墙面抹灰、仿石涂料钢构件钢柱、钢梁、钢檩条、其他钢构件门窗塑钢双玻推拉窗、塑钢固定窗、胶合板门墙体内墙KP1多孔砖、外墙陶粒空心砌块安装工程采暖焊接钢管、钢制柱型翅片管散热器楼梯钢梯给排水镀锌钢管、排水铸铁管、普通洁具、淋浴器、电开水器屋面彩色压型钢板屋面、局部为阳光板屋面消防镀锌钢管(沟槽连接)、湿式报警器、消火栓防水卫生间:聚氨酯防水涂料照明、动力焊接钢管、扣压式薄壁钢管、线缆敷设、金属卤化物灯、盒式荧光灯、配电箱模板普通模板弱电焊接钢管、线缆敷设、成套电话组线箱其它消防报警镀锌钢管、线缆敷设、烟感探测器防雷接地卫生间等电位联接,避雷网敷设,利用结构主筋作避雷引下线通风工程镀锌钢板风管、轴流风机二:建安工程费用构成全工程造价构成工程单方造价占工程单方造价比例(%)直接费间接费及其他费用元/m2人工费材料费机械费临时设施费现场经费合计企业管理费利润税金合计934.17 7.69 69.17 3.15 2.39 3.11 85.51 4.87 6.33 3.29 14.49 其中:①建筑工程造价构成工程单方造价占建筑工程单方造价比例(%)直接费间接费及其他费用元/m2人工费材料费机械费临时设施费现场经费合计企业管理费利润税金合计547.79 5.37 70.17 4.11 2.55 3.35 85.55 4.83 6.33 3.29 14.45 其中:②装饰工程造价构成工程单方造价占装饰工程单方造价比例(%)直接费间接费及其他费用元/m2人工费材料费机械费临时设施费现场经费合计企业管理费利润税金合计219.48 8.46 72.70 1.82 1.44 2.20 86.62 3.77 6.33 3.29 13.39 其中:③安装工程造价构成项目工程单方造价占电气工程单方造价比例(%)直接费间接费及其他费用元/m2人工费材料费机械费临时设施费现场经费合计企业管理费利润税金合计电气工程总价53.95 21.54 51.65 2.07 3.57 4.11 82.93 7.45 6.33 3.29 17.07 动力34.49 13.79 63.35 0.98 2.91 3.32 84.35 6.04 6.33 3.29 15.65 弱电 2.66 13.93 62.51 1.57 2.94 3.36 84.30 6.10 6.32 3.29 15.70消防报警15.54 24.28 40.31 4.19 5.12 5.85 79.76 10.63 6.33 3.29 20.24 防雷接地 1.26 18.22 46.11 6.72 3.84 5.67 80.57 9.79 6.35 3.30 19.43项目工程单方造价占管道工程单方造价比例(%)直接费间接费及其他费用元/m2人工费材料费机械费临时设施费现场经费合计企业管理费利润税金合计管道工程总价103.94 14.04 61.63 1.70 3.09 3.53 83.98 6.41 6.33 3.29 16.02 采暖48.82 11.55 65.75 1.69 2.70 3.09 84.78 5.61 6.33 3.29 15.22 管道给排水13.47 13.73 63.47 0.97 2.90 3.31 84.38 6.01 6.33 3.29 15.62 消防41.65 17.06 56.20 1.94 3.60 4.11 82.92 7.47 6.33 3.29 17.08项目工程单方造价占通风空调工程单方造价比例(%)直接费间接费及其他费用元/m2人工费材料费机械费临时设施费现场经费合计企业管理费利润税金合计通风空调总价9.01 1.38 87.13 0.26 0.32 0.47 89.57 0.82 6.33 3.29 10.43 一般空调9.01 1.38 87.13 0.26 0.32 0.47 89.57 0.82 6.33 3.29 10.43三、单方工程量名称单位数量名称单位数量土方挖土m30.649钢构件钢梁kg22.474回填0.552 钢柱 6.235 砌体0.043 钢檩条9.42钢筋总量kg4.659 钢支撑 3.081 Φ10内 2.59 其他钢构件 3.198 Φ10外 2.069 地面m20.98四、人工、主要材料单方消耗量其中:①建筑、装饰工程名称单位数量名称单位数量人工工日 1.532 砂子kg 35.858水泥kg 7.953 石子 2.251钢筋 4.776 石灰0.004 混凝土m30.102 防水涂料0.081 铁件kg 0.045 地砖m20.070防水卷材m20.059 耐水腻子kg 0.064页岩砖块10.680 防火涂料(薄型) 4.950其中:②安装工程名称单位数量名称单位数量人工工日0.733 散热器片0.351 水泥kg 0.942 电线m 5.086 阀门个0.030 灯具套0.075 型钢kg 0.523 电缆m 0.007 管材(水)m 1.035 管材(电) kg 1.134。
钢结构制造及验收标准一、钢结构焊接1、焊接作业区的环境要求主要是为了保证焊接质量,当焊接作业环境超过规定时不得进行焊接.作业区环境温度、相对湿度和风速一般有如下规定:1。
1 周围环境温度不低于-20℃,周期性荷载结构周围环境温度不低于-5℃;1.2 焊接作业区的相对湿度不大于90%;1.3 焊接作业区最大风速当手工电弧焊和自保护药芯焊丝电弧焊一般不超8m/s 、气体保护电弧焊一般不超过2m/s 。
焊接环境温度不应低于-10℃。
低于0℃时,应采取加热或防护措施,确保焊接接头和焊接表面各方向大于或等于2 倍钢板厚度且不小于100mm 范围内的母材温度不低于20℃,且在焊接过程中均不应低于此温度。
2、焊接变形控制2。
1 在进行构件或组合构件的装配和部件间连接时,以及将部件焊接到构件上时,采用的工艺和顺序应使最终构件的变形和收缩最小。
2。
2 根据构件上焊缝的布置,可按下列要求采用合理的焊接顺序控制变形:1 对接接头、T 形接头和十字接头,在工件放置条件允许或易于翻身的情况下,宜双面对称焊接;有对称截面的构件,宜对称于构件中和轴焊接;有对称连接杆件的节点,宜对称于节点轴线同时对称焊接;2 非对称双面坡口焊缝,宜先焊深坡口侧、然后焊满浅坡口侧、最后完成深坡口侧焊缝,特厚板宜增加轮流对称焊接的循环次数;3对长焊缝宜采用分段退焊法或与多人对称焊接法同时运用;4 宜采用跳焊法,避免工件局部热量集中。
2。
3构件装配焊接时,应先焊预计有较大收缩量的接头,后焊预计收缩量较小的接头,接头应在尽可能小的拘束状态下焊接。
2.4对于预计有较大收缩或角变形的接头,可通过计算预估焊接收缩和角变形量的数值,在正式焊接前采用预留焊接收缩裕量或预置反变形方法控制收缩和变形.2.5对组合构件宜采取分部组装焊接、分别矫正变形后再进行总装焊接或连接的方法。
【说明】2.1~2.5焊接变形控制主要目的是保证构件或结构要求的尺寸,但有时焊接变形控制的同时会使焊接应力和焊接裂纹倾向随之增大,应采取合理的工艺措施、装焊顺序、热量平衡等方法来降低或平衡焊接变形,避免刚性固定或强制措施控制变形。