钢结构各种焊接工艺大全(带图例)
- 格式:doc
- 大小:287.50 KB
- 文档页数:8
**烟草现场安装焊接工艺**烟草工程现场安装焊接量较大,又逢冬季施工,环境温度低,焊接难度较大。
为保证现场的焊接施工质量,制定此焊接工艺方案。
施工人员必须遵照执行。
一、焊接部位:1、上节柱与下节柱的对接接头;2、钢梁与钢柱的对接接头。
3、钢梁上的栓钉焊接。
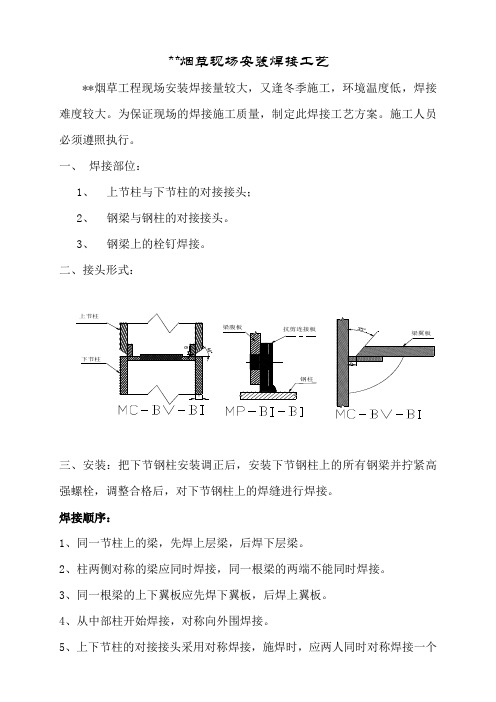
二、接头形式:三、安装:把下节钢柱安装调正后,安装下节钢柱上的所有钢梁并拧紧高强螺栓,调整合格后,对下节钢柱上的焊缝进行焊接。
焊接顺序:1、同一节柱上的梁,先焊上层梁,后焊下层梁。
2、柱两侧对称的梁应同时焊接,同一根梁的两端不能同时焊接。
3、同一根梁的上下翼板应先焊下翼板,后焊上翼板。
4、从中部柱开始焊接,对称向外围焊接。
5、上下节柱的对接接头采用对称焊接,施焊时,应两人同时对称焊接一个接头,防止焊接变形引起柱弯曲。
对称的两面先焊至1—3层,然后将另外对称的两个面焊满,再将未焊满的焊缝焊满。
四、焊前准备:1、焊接材料采用J506焊条,焊条应储存在干燥、通风良好的地方,由专人保管。
2、焊接前焊条要烘干,烘干温度350℃保温2小时。
领用的焊条应放在120℃恒温保温筒内,随用随取。
领用的焊条应在4小时内用完,用不完的焊条应重新烘干,焊条烘干次数不能超过2次。
受潮的焊条禁止使用。
焊条烘干装置及保温装置的加热、测温、控温性能应符合使用要求。
3、焊缝坡口表面及组装质量:焊接坡口采用火焰切割、砂轮打磨加工,坡口表面不应有油、锈、氧化铁、油污等杂质。
缺棱1—3毫米时,应修磨平整;缺棱超过3毫米时,用直径不超过3.2毫米的J506焊条补焊,并修磨平整。
4、施焊前,焊工应检查焊接部位的组装和表面清理的质量,如不符合要求,要修磨补焊合格后方能施焊。
5、严禁接头间隙中填塞焊条头、铁块等杂物。
6、焊接作业环境焊接作业区风速当8m/s,应设防风棚进行防风。
7、当焊件表面潮湿或有冰雪覆盖时,应采取加热去湿除潮措施。
8、梁与柱焊接的角焊缝两端必须加引弧板和引出板,其材质和坡口形式与被焊母材相同,引弧板长度大于等于30毫米,宽度大于等于50毫米,焊缝引出长度大于25毫米。

钢结构工程施工工艺(一)、钢柱加工工艺1)空腹钢柱待钢焊接、矫正后, 定尺切头, 再焊接柱底板、顶板、筋板、墙皮支座。
2)格构式组合柱制作先定尺加工上下肢焊接钢, 下肢钢二次切头时要加焊接收缩余量、每米加1mm。
3)在刚性平台上搭设组装支架, 间隔约3m一个, 支架用水平仪测平, 调整好上下肢高差在组装支架上划出钢柱中线, 上、下肢边线, 再按图纸要求组装钢柱全部零件。
4)钢柱全部零件组装完毕, 要重点检查钢柱平整度、旁弯、肩梁和柱底板与柱轴线的垂直度、眼孔偏差。
柱下肢焊接时要采用对称焊接, 防止旁弯变形, 柱底板焊接要控制产生角变形。
5)柱间支撑为门式刚架。
三角形斜支撑桁架部分, 无法运输, 故此部分桁架弦杆、腹杆在工厂(或现场加工场地)加工后现场拼装成整体。
6)吊车梁加工工艺:吊车梁加工工序与焊接钢基本相同, 但在腹板下料时要注意起拱度的要求。
7)吊车梁腹板与翼板接头的焊接坡口, 采用刨边机加工。
8)装配定位前, 腹板坡口面及两侧50mm范围内的氧化物及铁锈用高速砂轮机除净, 翼板宽度方向的中心部位100mm范围内的氧化物铁锈进行彻底清理。
9)在专用台架上卧置组装成工字梁。
工字梁一律点焊定位, 点焊长度为100-200mm, 间距不大于400mm, 厚度均等于坡口深度二分之一。
10)根据吊车梁材质和结构要求, 气体保护焊打底选用镀铜焊丝, 焊丝的质量必须符合国际标准要求, 为防止因结构焊接应力大而引起焊接裂纹, 焊丝的碳含量应控制在0.08%以下。
2. 构件防腐(1)抛丸除锈:钢材(构件)的表面处理应按设计规定的施工方法施工, 并达到规定的除锈等级标准要求。
所有构件均采用抛丸除锈, 将表面油污、氧化层和铁锈以其它杂物清除干净, 达到标准要求。
构件表面的毛刺、电焊药皮、飞溅物、灰尘在除锈前应清除干净。
喷丸前应用砂轮打磨气割表面、火焰矫正部位的硬化层, 以使喷砂在这些部位能形成合适的表面粗糙度。

钢结构焊接施工方案1.焊接内容及特点1.1.焊接作业内容本工程焊接主要为钢管柱、H型钢、箱体等构件焊接,具体的焊接接头形式如下:1.2.焊缝等级及相关要求本工程所用的焊缝金属应与主体金属相适应,应符合现行行业标准《建筑钢结构焊接技术规程》及其他相关现行国家及行业标准的要求。
除非另外说明,所有对接焊缝及节点坡口均采用全熔透等强度焊缝,焊缝质量等级为一级,所有角焊缝焊缝质量等级为三级。
手工焊接应采用符合现行国家标准《碳钢焊条》及《低合金钢焊条》规定的焊条。
对Q345 级钢采用E50 型焊条,直接承受动力荷载、振动荷载或厚板焊接的构件应选用低氢碱性焊条或超低氢型焊条。
自动焊接或半自动焊接采用的焊丝和焊剂,应与主体钢材力学性能相适应,并应符合现行国家标准的规定。
焊丝应符合现行国家标准《熔化焊用焊丝》、《碳钢药芯焊丝》、《低合金钢药芯焊丝》、《埋弧焊用碳钢焊丝和焊剂》和《气体保护焊用焊丝》的规定。
2.焊接准备针对本工程的特点,选择以CO2 气体保护焊为主、手工电弧焊为辅的方式来完成本工程钢结构焊接。
2.1.操作人员配备从事焊接作业的人员,从工序负责人到作业班组长乃至具体操作的施焊人员和无损检测人员,都须为持证人员和曾从事过类似工程施工的人员。
辅助工也须通晓焊接作业平台的具体搭设方法、顺序和搭设所需的时间,从而准备好焊前工作、做好过程辅助工作及焊后清理工作,从人员组织上做好保障。
2.2.焊接设备准备焊接设备氧化碳焊机2、交流焊机1、外钢框柱对、接核焊心接筒进行住等全熔透对接焊;、钢梁对接焊。
助3、校焊定正接位时;焊临接时;措件安装、焊接。
焊接工具2.3. 焊接材料选择(1)在确保焊接结构安全、可靠的前提下,根据钢材的化学成分、机械性能、板厚、接头形式;结构的工作条件、使用条件及对焊缝金属的性能要求;焊接工艺性能和技术经济效益等,择优选用焊接材料。
焊接材料原则如下表:接材料根据设计要求采用以下匹配焊材:2.4. 焊接工艺流程2.5. 焊工培训、焊工考试与交底按照《建筑钢结构焊接技术规程》的焊工考试规定,焊工应进行复训与考核。
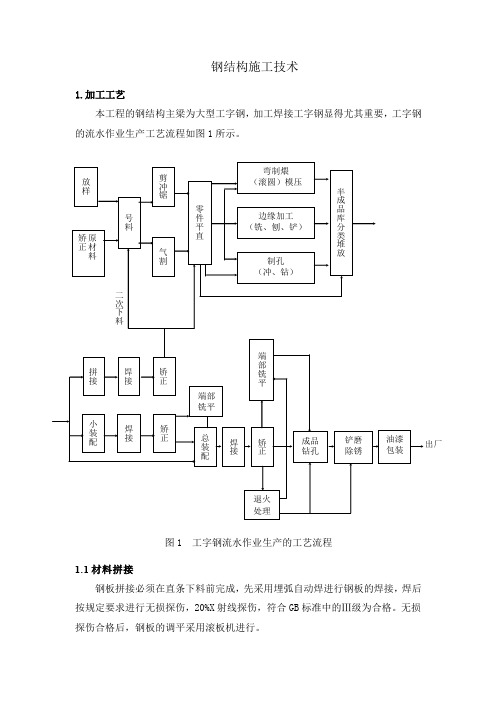
钢结构施工技术1.加工工艺本工程的钢结构主梁为大型工字钢,加工焊接工字钢显得尤其重要,工字钢的流水作业生产工艺流程如图1所示。
图1 工字钢流水作业生产的工艺流程1.1材料拼接钢板拼接必须在直条下料前完成,先采用埋弧自动焊进行钢板的焊接,焊后按规定要求进行无损探伤,20%X射线探伤,符合GB标准中的Ⅲ级为合格。
无损探伤合格后,钢板的调平采用滚板机进行。
钢板对接接头预放收缩量:板厚δ8~16 mm 时, 为1.5~2mm ; 板厚δ20~40 mm 时,为2.5~3mm 。
1.2下料直条下料采用多头切割机,将平直的钢板用行车吊至多头切割机工作台上,根据图纸要求调整好纵向割炬的间距,然后进行切割。
连接件、肋板等的下料采用仿形切割机切割,按制作好的样板先切割一件,检验合格后进行批量生产。
型钢下料采用机械切割。
下料应预留加工余量、焊接收缩量:所有机加工边的加工余量一般预留为5mm ;接口焊缝每一个接口为1.0mm ;纵长焊缝焊接收缩量每米0.1~0.5mm 。
1.3组对将翼缘板置于组对专用设备上,使之对中;然后把腹板立放对中,将翼缘板和腹板压紧点焊固定,组对成┻形;最后将另一块翼缘板组对点焊好成Ⅰ形。
定位焊时在两侧每隔200mm 点焊50mm 长、3~5mm 高的间断焊。
1.4焊接对组后的工字型钢运至焊接工作台上(如图2-a 所示),置于船形位置,采用埋弧自动焊进行平角位置的焊接,焊缝两端设置长100mm 的T 形引出板,引出板处焊缝长度不得少于50mm ,焊接顺序如图2-b 所示。
(a) 焊接位置(b) 焊接顺序 图2焊接材料选择如表:埋弧自动焊焊接工艺规范如表:1.5调校焊接后的H 钢的翼缘板会产生菌状变形,而且翼缘板与腹板的垂直度也有偏差,必须采用工字钢矫正机进行矫正。
其原理如图3所示,导辊布置在图剖面的前后,以校正垂直,采用矫正辊两侧下压进行。
矫正时必须先试校一段(约500mm 长),检查合格后方可正常进行。

钢结构工程的焊接方法与焊接的分类1.焊接方法金属的焊接方法多种多样,主要分熔焊、压焊、钎焊三大类(见图3-1)。
钢结构焊接方法以熔焊为主,熔焊是以高温热源集中加热于连接处,并使之局部熔化,冷却后形成牢固连接的过程。
图3-1焊接方法分类示意根据热能源的不同,将熔焊方法分为:电弧焊、电渣焊、气焊、等离子焊、电子束焊、激光焊等。
其中电弧焊是钢结构工程中最常用的焊接方法,在有些特殊场合,如箱形截面内隔板使用电渣焊。
在电弧焊中,根据溶化电极、保护条件及焊接过程的自动化程度等分为:药皮焊条手工电弧焊、自动埋弧焊、(自动与半自动)CO2气体保护焊、自保护焊、栓焊等。
钢结构焊接方法及其代号详细分类见表3-1。
表3-1焊接方法分类续表3-12.焊接位置分类(1)板材对接焊接位置见图3-2。
图3-2板材对接焊接位置(2)板材角接焊接位置见图3-3。
图3-3板材角接焊接位置(3)管材连接焊接位置见图3-4。
图3-4管材连接焊接位置(4)焊接位置及其代号分类见表3-2。
表3-2施焊位置分类3.焊缝的形式分类焊缝按照形式可分为角焊缝、对接焊缝、对接与角接组合焊缝、球管相贯焊缝等(见图3-5)。
角焊缝分为直角焊缝和斜角焊缝,斜角焊缝又分为钝角焊缝和锐角焊缝。
对接焊缝及对接与角接组合焊缝分为全熔透焊缝和部分熔透焊缝。
管相贯焊缝分为T、K、Y及X形节点焊缝。
图3-5焊缝形式分类示意4.焊接难度分类钢结构工程焊接难度可按表3-3分为A、B、C、D四个等级。
表3-3钢结构工程焊接难度等级注:a.根据表中影响因素所处最难等级确定整体焊接难度。
b.钢材分类参见表3-4。
5.焊接钢材(母材)分类钢结构焊接工程中常用钢材按其标称屈服强度分类见表3-4。
表3-4常用焊接钢材分类。
钢结构焊接工艺方案(最终版)1. 介绍本文档旨在提供一份钢结构焊接工艺方案,以确保焊接操作的质量和安全性。
2. 工艺流程以下是钢结构焊接的具体工艺流程:1. 准备工作:- 检查焊接设备和工具的完好性。
- 清理焊接区域,确保无杂物和污垢。
- 确保焊接区域通风良好。
2. 材料准备:- 检查钢材质量和尺寸,确保符合要求。
- 清理钢材表面,清除锈蚀和污垢。
- 预热钢材(如果需要)。
3. 接缝准备:- 对接缝进行坡口处理。
- 清除接缝表面的氧化膜和污垢。
4. 焊接操作:- 选择适当的焊接方法和电流强度。
- 确保焊接区域的保护气体供应充足。
- 进行焊缝预热(如果需要)。
- 进行焊接操作,同时确保焊接工艺参数符合规范要求。
5. 检测和修整:- 对焊缝进行非破坏性检测,如超声波检测、磁粉检测等。
- 根据检测结果进行修整,确保焊缝质量满足要求。
6. 后处理:- 清理焊接区域,确保无杂物和污垢。
- 进行必要的防腐处理和涂装。
3. 质量控制为确保钢结构焊接工艺方案的质量和安全性,应采取以下质量控制措施:- 对焊接操作进行合格的焊工培训和认证。
- 对焊接设备进行定期维护和检修。
- 严格按照焊接规范和标准操作。
- 对焊接过程进行监控和记录,包括焊工记录、焊接参数记录等。
- 进行焊缝的非破坏性检测,确保焊缝质量符合要求。
4. 安全考虑在进行钢结构焊接时,应注意以下安全事项:- 使用个人防护装备,如防火服、面罩、手套等。
- 确保焊接区域通风良好,避免有害气体积聚。
- 确保焊接设备和工具的安全性能,避免发生意外事故。
- 遵守焊接操作规程,避免操作失误。
5. 引用参考请参考相关的焊接规范和标准,并在文档中引用可确认的内容。
以上工艺方案仅供参考,具体实施时应根据具体情况进行调整和改进。
钢结构各种焊接工艺大全(带图例)
1.1焊接准备
1.1.1焊材干燥及管理:
1.1.1.1一般钛钙型焊条如为新品则不必干燥,未用完的回
收品则必须经60~1000C的干燥再使用。
1.1.1.2低氢焊条须经3000C温度、1个小时以上的干燥后,
再放入1000C的干燥箱内时常干燥。
1.1.1.3如焊条装在焊条袋内到现场使用4小时不必干燥,
而装在干燥器内到现场使用10小时不必再干燥。
1.1.1.4从焊剂新箱打开使用时,必须完全干燥状态下施焊。
1.1.1.5焊剂如打开经12小时后,须经1200C、1小时的干
燥。
1.1.1.6新购买的焊条必须交仓库保管,置于通风、干燥、
不直接接触地面的场所,使用时须填具领料单向仓库
领用。
1.1.1.7工作结束,剩余焊条必须收回置于干燥箱内,次日
再取用。
1.1.2坡口加工
1.1.
2.1为达到设计要求,钢材接合部板厚9mm以上的全熔
透焊接必须开坡口,坡口的形状、尺寸、加工方法应
按照设计图(制造图)或放样图所规定的要求进行。
1.1.
2.2坡口表面要清理干净并作防锈处理或立即焊接。
1.1.
2.3火焰开坡口若有伤痕,须用电焊修补后再用砂轮机
磨平,并清理干净割渣和焊渣。
1.1.3焊接预热
1.1.3.1在低温或母材为厚板时可进行焊接前加热,从而避免
焊接部位因急冷而发生裂纹。
1.1.3.2预热温度控制如下:
1.1.4焊接前检查
1.1.4.1是否选择正确的焊接方法和焊接材料。
1.1.4.2坡口加工、构件组立是否达到规定的精度。
1.1.4.3焊接施工顺序是否正确。
1.1.4.4焊接面是否清洁。
1.1.4.5预热方案是否可行。
1.2焊接方法
1.2.1手工电弧焊
1.2.1.1焊条型号选择如下表:
1.2.1.2焊条直径选择如下表:
1.2.1.3电流选择如下表:
1.2.2埋弧自动焊
1.2.2.1钢板对接焊接参数表:
1.2.2.2填角焊焊接参数表:
1.2.3 CO2焊接电流参数表:
1.3 焊接施工
1.3.1 钢板对接
1.3.1.1 下料:根据施工图要求把所要拼接的钢板放长
30~50mm ,以补充焊缝收缩和边线的不整齐。
1.3.1.2 开坡口:钢板厚度大于12mm 时必须开坡口,
坡口形
1.3.1.3 清理焊接区:在焊接区域,坡口焊缝边缘需除锈、
割渣、油污,防止焊接缺陷产生;双面焊接时必须进行反面清根,采用碳弧气刨。
1.3.1.4 焊接次序:
板厚为14~22mm 板厚为24mm 以上
a=700 b=3mm c=3mm
1.3.2 H 型钢焊接
1.3.
2.1 组立:在组立机上点焊组立,保证翼板与腹板组立
间隙小于1mm ,以防止埋弧焊时焊穿。
1.3.
2.2 埋弧焊焊接次序如下图示,减少焊接变形。
1.4 焊接缺点及改善
2
4
3 1
1.4.1 良好的焊道外观图:
船形埋弧焊良好的焊道外观 CO 2填角焊良好的焊道外观 钢板对接良好的焊道外观 1.4.2 焊接缺点改善表:
. .。