材料成形_第五章_凝固成形技术
- 格式:ppt
- 大小:10.03 MB
- 文档页数:117
材料成形技术基础(问答题答案整理)第二章铸造成形问答题:合金的流动性(充型能力)取决于哪些因素?提高液态金属充型能力一般采用哪些方法?答:因素及提高的方法:(1)金属的流动性:尽量采用共晶成分的合金或结晶温度范围较小的合金,提高金属液的品质;(2)铸型性质:较小铸型与金属液的温差;(3)浇注条件:合理确定浇注温度、浇注速度和充型压头,合理设置浇注系统;(4)铸件结构:改进不合理的浇注结构。
影响合金收缩的因素有哪些?答:金属自身的化学成分,结晶温度,金属相变,外界阻力(铸型表面的摩擦阻力、热阻力、机械阻力)分别说出铸造应力有哪几类?答:(1)热应力(由于壁厚不均、冷却速度不同、收缩量不同)(2)相变应力(固态相变、比容变化)(3)机械阻碍应力铸件成分偏析分为几类?产生的原因是什么?答:铸件成分偏析的分类:(1)微观偏析晶内偏析:产生于具有结晶温度范围能形成固溶体的合金内。
(因为不平衡结晶)晶界偏析:(原因:(两个晶粒相对生长,相互接近、相遇;(晶界位置与晶粒生长方向平行。
)(2)宏观偏析正偏析(因为铸型强烈地定向散热,在进行凝固的合金内形成一个温度梯度)逆偏析产生偏析的原因:结晶速度大于溶质扩散的速度铸件气孔有哪几种?答:侵入气孔、析出气孔、反应气孔如何区分铸件裂纹的性质(热裂纹和冷裂纹)?答:热裂纹:裂缝短,缝隙宽,形状曲折,缝内呈氧化颜色冷裂纹:裂纹细小,呈连续直线状,缝内有金属光泽或轻微氧化色。
七:什么是封闭式浇注系统?什么是开放式浇注系统?他们各组元横截面尺寸的关系如何?答:封闭式浇注系统:从浇口杯底孔到内浇道的截面逐渐减小,阻流截面在直浇道下口的浇注系统。
(ΣF内<ΣF 横<f直下端<f直上端)< bdsfid="120" p=""></f直下端<f直上端)<> 开放式浇注系统:从浇口杯底孔到内浇道的截面逐渐加大,阻流截面在直浇道上口的浇注系统。
教案(理论课)2010~2011学年第2学期课程名称工程材料与成形技术基础教学系机械工程系授课班级焊接091主讲教师晏丽琴职称讲师培黎工程技术学院二○一一年二月课程基本情况系主任:年月日目录第一章绪论第一节材料加工概述一、材料加工概述二、材料加工的基本要素和流程第二节材料成形的一些基本问题和发展概况一、凝固成形的基本问题和发展概况二、塑性成形的基本问题和发展概况三、焊接成形的基本问题和发展概况四、表面成形的基本问题和发展概况第三节本课程的性质和任务绪论学习思考问题·材料加工的基本要素和流程是什么?·材料成形存在的基本问题是什么?·本课程的性质和基本任务是什么?一、材料加工概述任何机器或设备,都是由许许多多的零件装配而成的。
这些零件所用材料有金属材料,也有非金属材料。
零件或材料的加工方法多种多样,归纳起来有以下4类:(1)成形加工:用来改变材料的形状尺寸,或兼有改变材料的性能。
主要有凝固成形、塑性成形、焊接成形、粉末压制和塑料成形等。
(2)切除加工:用于改变材料的形状尺寸,主要有车、铣、刨、钻、磨等传统的切削加工,以及直接利用电能、化学能、声能、光能进行的特殊加工,如电火花加:[、电解加工、超声加工和激光加工等。
(3)表面成形加工:用来改变零件的表面状态和(或)性能,如表面形变及淬火强化、化学热处理、表面涂(镀)层和气相沉积镀膜等。
(4)热处理加工:用来改变材料或零件的性能,如退火、正火、淬火和回火等。
根据零件的形状尺寸特征、工作条件及使用要求、生产批量和制造成本等多种因素,选择零件的加工方法,以达到技术上可行、质量可靠和经济上合理。
零件制成后再经过检验、装配、调试,最终得到整机产品。
二、材料加工的基本要素和流程材料加工方法的种类虽然繁多,但通过对每种材料加工方法的过程分析表明,它们都可以用建立在少数几个基本参数基础上的统一模式来描述。
该模式便于对各种加工方法进行综合分析和横向比较。
教案(理论课)2010~2011学年第2学期课程名称工程材料与成形技术基础教学系机械工程系授课班级焊接091主讲教师晏丽琴职称讲师培黎工程技术学院二○一一年二月课程基本情况(4)热处理加工:用来改变材料或零件的性能,如退火、正火、淬火和回火等。
根据零件的形状尺寸特征、工作条件及使用要求、生产批量和制造成本等多种因素,选择零件的加工方法,以达到技术上可行、质量可靠和经济上合理。
零件制成后再经过检验、装配、调试,最终得到整机产品。
二、材料加工的基本要素和流程材料加工方法的种类虽然繁多,但通过对每种材料加工方法的过程分析表明,它们都可以用建立在少数几个基本参数基础上的统一模式来描述。
该模式便于对各种加工方法进行综合分析和横向比较。
任何一种材料的加工过程,都是为了达到材料的形状尺寸或性能的变化。
而为了产生这种变化,必须具备三个基本要素:材料、能量和信息(图1.2)。
因而材料的加工过程,可以用相关材料流程、能量流程和信息流程来描述。
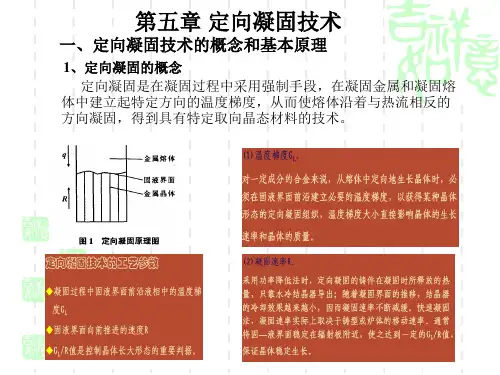
三大流程:1.材料流程表征加工过程特点的类型;要改变形状尺寸和性能的材料状态;能够用来实现这种形状尺寸和性能变化的基本过程;2.能量流程包括机械过程的能量流程,热过程能量:电能、化学能、机械能3.信息流程形状信息、性能信息三、自发过程四、界面张力第三节形核一、凝固的热力学条件二、自发形核三、非自发形核四、形核剂第四节生长一、固液界面的结构二、生长方式三、生长速度第五节溶质再分配一、溶质再分配与平衡分配系数二、非平衡凝固时的溶质再分配三、成分过冷判据四、成分过冷与晶体生长形态五、微观偏析六、宏观偏析第六节共晶合金的凝固第七节金属及合金的凝固方式一、凝固区特性与凝固质量的关系二、凝固动态曲线与凝固方式三、凝固方式的影响因素第八节凝固成形的应用一、铸造生产过程中的凝固控制二、焊接生产中的凝固过程控制三、陶瓷与粉末合金制备过程中的凝固现象思考与练习第三章材料成形热过程第一节焊接成形过程一、焊接热过程特点二、焊接过程热效率第二节焊接温度场一、焊接传热形式及传导基本方程二、焊接湿度场的数学表述法数学解析的假定条件三、瞬时热源的热传导过程四、影响焊接温度场的因素第三节焊接热循环一、焊接热循环的主要参数二、多层焊热循环三、影响焊接热循环的因素第四节凝固成形热过程一、凝固成形热过程特点及热效率二、凝固成形热温度场第五节塑性成形热过程特点及温度场一、塑性成形热过程的基本特点二、塑性成形加热过程的热效率三、塑性成形的温度场思考与练习第四章塑性成形理论基础第一节金属冷态下的塑性变形一、冷塑性变形机理二、冷塑性变形特点三、冷塑性变形对金属组织和性能的影响铸造成形2.1概述铸造是液态金属成形的方法铸造过程是熔炼金属,制造铸型,并将熔融金属在重力、压力、离心力、电磁力等处力场的作用下充满铸型,凝固后获得一定形状与性能铸件的生产过程,是生产金属零件和毛坯的主要方式之一。
《材料成型理论基础》课程教学大纲一、课程名称(中英文)中文名称:材料成型理论基础英文名称:Fundamentals for Materials Processing二、课程编码及性质课程编码:0809554课程性质:专业核心课,必修课三、学时与学分总学时:56学分:3.5四、先修课程工程材料学、传热学、流体力学、材料成形工艺基础五、授课对象本课程面向材料成型及控制工程专业学生开设,也可以供材料科学与工程专业和电子封装技术专业学生选修。
六、课程教学目的(对学生知识、能力、素质培养的贡献和作用)本课程是本专业的核心课程之一,其教学目的主要包括:1.让学生对液态成形、连接成形、固态塑性成形及高分子材料成形的基本过程有较全面、深入的理解,掌握其基本原理和规律。
2.了解液态金属的结构和性质;掌握液态金属凝固的基本原理,冶金处理及其对产品性能的影响。
3.掌握材料成形中化学冶金基本规律和缺陷的形成机理、影响因素及防止措施。
4.掌握塑性成形过程中的应力与应变的基础理论,金属流动的基本规律及其应用。
5.了解高分子材料的组织转变及流动、成形的基本规律。
表1 课程目标对毕业要求的支撑关系七、教学重点与难点:教学重点:1)本课程以材料成形工艺的理论基础为主线,根据成形加工过程中材料所处或经历的状态,分为液态凝固成形、固态塑性成形、连接成形、塑料注射成形等几类,学习材料在成形过程中的组织结构、性能、形状随外在条件的不同而变化的规律性知识。
2)本课程着重利用前期所学的物理、化学等基础理论,以及传热学、流体力学等专业基础理论知识,学习液态成形、塑性成形、连接成形等基本材料成形技术的内在规律和物理本质,包括共性原理,同时也要注重个性规律性认识。
3)课程将重点或详细介绍三种主要材料成形方法中的主要基础理论和专门知识,阐述这些现象的本质,揭示变化的规律。
而对次要成形方法的基本原理或发展状况等只作简要介绍或自学。
4)重点学习的章节内容包括:第4章“单相合金与多相合金的凝固”(6学时)、第5章“铸件凝固组织的形成与控制”(6学时)、第7章“焊缝及其热影响区的组织和性能”(6学时)、第8章“成形过程的冶金反应原理”(6学时)、第11章“应力与应变理论”(4学时)、第12章“屈服准则”(6学时)。