GMP认证全套文件资料019-制粒过程的中间质量控制标准操作规程
- 格式:pdf
- 大小:20.29 KB
- 文档页数:2
目的:制订片剂、胶囊剂制粒过程的中间质量控制标准操作规程,加强中间产品质量控制。
适用范围:片剂、胶囊制粒过程的中间质量控制。
责任:制粒工序操作人员、车间质管员执行本规程,质管部对本规程的有效执行承担监督检查责任。
程序:
1. 制粒过程的控制
1.1在制粒开始前,操作工首先须进行下列检查:
①检查生产场所是否清洁,有无与生产无关的文件、物料等。
②检查领用的原辅料的品名、批号、数量等是否与生产指令上所要求的一致。
③检查所使用的容器、工具是否齐全、清洁,并有状态标志。
④检查所用的设备和衡器是否正常,并有状态标志。
1.2在制粒过程中,操作工应检查下列内容:
①浆的浓度和浆温是否符合工艺要求。
②加浆量是否符合工艺要求。
③干燥温度和干燥时间是否符合工艺要求。
④所得的颗粒盛放在已备好的洁净容器中称重,复核后记录。
并在容器上贴上标签,注明品名、规
格、批号、数量、生产日期、操作人、复核人等。
2.车间质管员所做的试验根据生产工艺的要求,检查颗粒的外观和流动性是否符合要求,测定颗粒的水份,并记录检查的结果。
记录于《颗粒水分、外观质量监控记录表》(REC-SJ-016-00)。
3.制粒后的检查检查记录是否填写完全,是否有错误。
检查桶签、状态标志是否填写正确。
页码:文件编号:生效日期: 再版日期:第1页/共2页SOP-PM-01014-1标准操作规程STANDARD OPERATING PROCEDURESubject题目:中间站岗位操作规程Issued by颁发部门:质量部Written by起草人:Date日期:Dept. Head Approval 部门主管审核:Date日期:QA Director Approval QA 主管审核:Date日期:Approved by批准:Date日期:Dispense分发:生产部、质量部、商务部1.目的建立严格的中间站操作规程,防止混淆和差错。
2.适用范围适用于车间中间站的管理。
3.责任者中间站保管员负责实施,生产主管、现场QA负责检查监督。
4.内容4.1.中间站是生产区内存放下列物料的场所4.1.1.仓库领回的各种原辅料、内包装材料、外包装材料。
4.1.2.各工序待生产的物料。
4.1.3.各工序产生的待退库物料。
4.1.4.其它因各种原因需要经进一步确认状态的物料。
4.2.中间站应配备温湿度显示装置,每日二次SMP-QM-01004-1-R-006《温湿度记录表》(节假日除外);按物料规定的贮存温度存放物料。
4.3.中间站应每日清洁,按SOP-SM-01002-1 《洁净区清洁消毒规程》的规定执行。
4.4.中间站内的物料应按状态、品种、批号分区有序放置于垫仓板/货物架上。
液体物料应密闭与其它物料有效隔离。
页码:文件编号:生效日期: 再版日期:第2页/共2页SOP-PM-01014-1标准操作规程STANDARD OPERATING PROCEDURESubject题目:中间站岗位操作规程Issued by颁发部门:质量部4.5.中间站内的物料应有清晰、完整的状态标志及标签,并填写货位卡和台帐,注明其品名、批号、数量及记录人。
经检验合格的中间体或半成品,取下黄色待检牌,换上绿色合格牌;不合格的半成品要立即转移到不合格品存放间,并挂红色不合格牌。
制粒工序操作规程制粒工序操作规程一、概述制粒工序是将原料经过混合、压缩和成型等工序制作成颗粒状固体产品的过程。
本操作规程旨在规范制粒工序的操作流程,确保产品质量和工作安全。
二、操作流程1.准备工作(1)查看操作台和设备是否整洁,并确认工作区域没有杂物。
(2)检查制粒设备的电源、空气压缩机和水源等是否正常运行。
(3)准备所需原料,按照配方比例进行称量,并确保原料无异物。
2.操作设备设置(1)根据产品要求,调整制粒设备的参数,如压力、温度和转速等。
(2)检查设备的安全防护装置是否完好,并确保操作人员了解其使用方法。
3.操作步骤(1)将所需原料放入混合器中,并按照设定的时间和转速进行混合。
(2)打开给料装置,将混合好的原料送入制粒机。
(3)根据产品要求,调整制粒机的压力和转速,使之适应原料的制粒需求。
(4)通过观察制粒机的运行状态,及时调整设备参数,确保制粒过程的顺利进行。
(5)收集制粒好的产品,并进行必要的样品检测和质量控制。
4.清理工作(1)制粒完成后,关闭给料装置,并将剩余原料清理干净,避免交叉污染。
(2)关闭制粒设备及相应的电源和水源,并进行必要的维护保养。
(3)清理工作台、设备和周围环境,保持工作区域的整洁。
三、安全注意事项1.操作人员应熟悉制粒设备的操作流程和安全操作规范,并戴上适当的防护装备。
2.禁止使用未经培训和授权的人员操作制粒设备。
3.在操作过程中,应注意设备的运行状态,及时发现异常情况并及时处理。
4.禁止将手或其他物体伸入制粒机内部,以免发生危险。
5.制粒机的电源和水源等设备应定期检查和维护,并确保其安全可靠。
6.操作人员应定期进行安全培训,并熟悉急救知识和应急处理措施。
四、质量控制1.在制粒过程中,操作人员应定期抽样检测产品质量,并根据质量标准进行评估。
2.对于不符合质量标准的产品,应及时调整设备参数或改善工艺,并代以接受产品质量检查。
3.及时记录制粒工序的相关操作数据和质量信息,并将其进行分析总结,用于改进工艺和提升产品质量。
制粒操作规程制粒是一种将粉状或颗粒状物料通过特定工艺,将其压缩成固体颗粒的过程。
制粒广泛应用于制药、冶金、化工、食品等行业,具有抗潮、易储运、易测量等优点。
为了确保制粒操作的安全、高效进行,制粒操作规程至关重要。
下面是制粒操作规程的1200字范文:制粒操作规程一、操作前准备1. 确保操作人员已经接受制粒操作的培训,并具备相关的知识和技能;2. 检查制粒设备的运行状态,确保各部件正常工作;3. 准备好所需的原料和辅助物料,并按照配方准确称量;4. 检查制粒设备的电气接线和传动装置是否正常;5. 检查工作环境是否符合要求,确保通风良好、无易燃物等安全隐患;6. 检查工装是否干净、无杂质。
二、开机操作1. 按照制粒设备的启动顺序,逐步启动设备;2. 启动制粒设备的主电源,检查设备各部位的运行状态是否正常;3. 启动供料系统,确保原料顺利进入制粒设备;4. 检查制粒设备是否有异常噪声或振动,如有异常情况立即停机检修。
三、制粒操作1. 依据工艺要求,将原料逐步进料至制粒设备;2. 观察制粒设备的运行情况,确保制粒过程的稳定性;3. 在制粒过程中,根据需要适时调整制粒设备的参数,如压力、转速等;4. 定期检查制粒设备的运行状态,保持设备的清洁和良好的润滑;5. 严禁私自改变制粒设备的工艺参数,一旦发现问题应立即报告上级或维修人员。
四、停机操作1. 完成制粒任务后,关闭供料系统,停止原料的进料;2. 逐步停机,按照设备的停机顺序关闭相关的设备;3. 停机后及时清理设备,排出残余物料;4. 关闭设备的主电源,并检查设备的安全情况;5. 停机操作后,及时向上级报告制粒工艺的情况。
五、安全注意事项1. 操作人员必须佩戴防护用品,包括安全帽、工作服、防护眼镜、防护手套等;2. 严禁在设备运行时将手、头等身体部位靠近设备;3. 制粒过程中,如发现设备异常情况,应立即停机并报告上级;4. 严禁随意拆卸、调整设备,必须由专业人员操作;5. 在操作过程中,严禁吸烟、使用明火等具有火源的行为;6. 禁止将易燃、易爆物品带入制粒作业区域;7. 严禁擅自更改工艺参数,必须经过相关负责人批准方可操作;8. 按时进行设备的维护保养,确保设备的正常运行。
GMP质量体系整粒岗位操作规程导言GMP(Good Manufacturing Practice)是指在制药过程中所遵循的一系列质量管理规范和标准,旨在保证药品的质量、安全和有效性。
整粒岗位是制药过程中的重要环节之一,操作规程的编制旨在规范整粒岗位的操作,确保药品质量的稳定和可靠。
一、岗位职责1.整粒员负责对原料药的整粒工作。
2.负责按照作业指导书和标准操作程序进行整粒作业。
3.负责检查设备的清洁和运行状况,并及时报告异常情况。
4.协助质量控制部门进行检验,确保整粒工作符合规范要求。
5.负责整理和填写相关记录和报表。
二、操作规程1.工作准备(1)整粒员在工作开始前检查设备和工具的清洁情况,并确保其良好的运行状态。
(2)整粒员必须穿戴干净、整洁的工作服、工作帽和手套,并按规定戴口罩。
(3)整粒员必须对所使用的设备进行验收,并定期进行设备保养和维护。
2.原料检查(1)整粒员在整粒工作前必须对原料进行检查,确保其质量符合要求。
(2)按照规定的程序和标准进行原料检验,如外观、标识、检验项目等。
3.设备操作(1)整粒员按照作业指导书和标准操作程序对设备进行准备和调试。
(2)根据工艺要求和工作指示,将原料放入整粒设备。
(3)按照规定的工艺参数和操作要求调整设备参数,确保设备正常工作。
(4)在操作过程中,整粒员必须密切观察设备运行情况,发现异常及时处理并报告相关部门。
4.整粒作业(1)整粒员按照工艺要求和操作规程进行整粒作业。
(2)严格按照规定的操作步骤执行,确保整粒质量的稳定和可靠。
(3)如发生设备异常或操作问题,整粒员必须立即停机并报告相关部门。
5.结果检验(1)整粒员负责按照质量控制部门的要求进行样品的取样和检验。
(2)遵循标准的分析方法和检验流程,对整粒产品进行质量检验。
(3)整粒员必须记录和报告检验结果,确保整粒产品的质量符合要求。
6.清洁和记录(1)整粒员在作业结束后,必须对设备进行清洁和消毒处理。
造粒操作规程造粒操作规程一、目的本操作规程的目的是为了确保生产人员在进行造粒过程中的安全和质量,减少工作误差和操作失败,保证产品质量。
二、适用范围本操作规程适用于所有进行造粒作业的人员,包括生产班组的工人、操作员、质检员及管理人员等。
三、操作程序1. 工作前准备1) 检查工作区域及设备是否干净整洁,净化室是否处于正常状态。
2) 校对所有计量和称量设备。
校对的内容应包括校对称量设备的准确度和工作温度等。
3) 根据所需求的物料配置好药品仓库和粉剂,确保药品储存区的安全性。
4) 确定所需要的造粒机器和所需的制粒量。
确认所需要制粒机器的类型、容量和据此计算粉剂的重量。
5) 了解制粒的目的及工作流程,确定所需药品的颜色、形状、尺寸和重量等相关参数。
6) 确认此时的生产计划并领取相应的生产资料。
2. 查看和准备产品相关的处理和别的设备1)阅览粉剂的相关信息,确定需要加入产品的材料和工艺要求。
2)熟悉所用配方,选择合适的混合机进一步准备。
3)核对所使用的设备的类型和使用方法,并进行适当的准备工作。
4)随时关注袋子的空气含水率,调整加湿设备保持在20-30%范围内。
3. 粉末的搅拌和混合1)向混合机注入粉剂,并且在投入前检查装载的容器或集装箱,确保它们不含任何没准备好的材料。
2)设定相应的混合时间和转速,以确保混合状态及混合质量。
3)根据混合质量调整混合时间,确保混合物达到最优质量。
4)在混合过程中及时查看混合状态,并进行设备调整和清洁。
4. 粉末的造粒1)核对所需参数、粉剂和药品储存设备,并确认旋转器的容量、旋转速度等参数。
2)向磨具中注入所需的药品,并根据旋转机的型号选择合适的旋转速度进行加工。
3)造粒结束后,关闭制粒器并将磨具取出,并将取出的颗粒通过筛子筛选,以确保粒度均匀。
4)对制粒后的粒子进行锁闭和包装。
5. 清洗和维护设备1)在使用过程中及时进行设备的清洗和维护,保持设备的良好状态。
2)定期进行设备的检查,确定设备是否有问题,并在发现问题后及时修复。
目 的:规范西咪替丁胶囊的中间产品——西咪替丁颗粒的检验操作。
适用范围:西咪替丁颗粒的检验。
责 任:检验室主任及检验人员。
程 序:
本品为西咪替丁(C 10H 16N 6S)与辅料制成的颗粒。
1.性状:本品为白色颗粒。
2.含量测定
2.1仪器及用具:分析天平、紫外分光光度计、移液管、刻度吸管、量瓶和滤纸等。
2.2试剂及试液:盐酸溶液(0.9→1000)。
2.3测定法
2.3.1供试品溶液的制备:将样品混合均匀后,精密称取适量(约相当于西咪替丁0.1g),置200ml 量瓶中,加盐酸溶液(0.9→1000)约150ml ,振摇使西咪替丁溶解后,再加上述溶剂稀释至刻度,摇匀,滤过,精密量取续滤液1 ml ,置100 ml 量瓶中,加上述溶剂稀释至刻度,摇匀。
2.3.2空白校正:上述溶剂在218nm 的波长处校正石英池吸收值为零。
2.3.3供式品的测定:取上述制备好的供试品溶液,照《紫外分光光度法标准操作规程》(SOP-QC-079-00),在218nm 的波长处测定吸收度,按C 10H 16N 6S 的吸收系数()
E cm
11%
为774计算,即得。
2.3.4结果计算:
2.3.5允许误差:相对偏差应<3%。
%
100100
100
1200774=
%⨯⨯⨯⨯供试品取样量供试品吸收度
含量。
目的:规范盐酸雷尼替丁胶囊的中间产品——雷尼替丁颗粒的检验操作。
适用范围:盐酸雷尼替丁颗粒的检验。
责任:检验室主任及操作人员。
程序:本品为盐酸雷尼替丁(C13H22N4O3S)与辅料制成的颗粒。
1.性状:本品为类白色或淡黄色颗粒。
2.检查2.1仪器及用具:分析天平、层析缸、点样器、硅胶H薄层板、量瓶、移液管等。
2.2试剂及试液:甲醇、醋酸乙酯-异丙醇-浓氨溶液水(25:15:5:1)、碘。
2.3测定法:2.3.1有关物质:取本品的内容物适量,加甲醇溶解制成每1ml中含雷尼替丁10mg的溶液,滤过,续滤液作为供试品溶液;精密量适量,加甲醇分别稀释成每1ml中含0.05mg、0.10mg、0.15mg、0.20mg的溶液,作为对照注(1)、(2)、(3)、(4)。
照《薄层色谱法标准操作规程》(SOP-QC-082-00)测验,吸取上述五种溶液各10μl,分别点于同一硅胶G薄层板上,以醋酸乙酯-异丙醇-浓氯溶液-水(25:15:5:1)为展开剂,展开后,晾干,置碘蒸气中显色后,立即检视。
供试品溶液如显杂质斑点,其颜色分别与对照溶液(1)、(2)、(3)或(4)所显的主斑点比较,杂质总量不得过4.0%。
3含量测定3.1仪器及用具:分析天平、紫外分光光度计、量瓶、滤纸等。
3.2试剂及试液:水3.3测定法3.3.1供试品溶液的制备:将样品混合均匀,精密称取适量(约相当于雷尼替丁25mg)置100ml 量瓶中,加水使溶解,并稀释至刻度,摇匀,滤过,弃去初滤液,精密量取续滤液5ml ,置100ml 量瓶中,加水稀释至刻度,摇匀。
3.3.2空白校正:取不加供试品而同理制得的溶液在291nm 的波长处校正石英池吸收值为零。
3.3.3供试品的测定:取制得的供试品溶液,照《紫外分光光度法标准操作规程》(SOP-QC-079-00)在314nm 的波长处测定吸收度,按C 13H 22N 4O 3S 的吸收系数()E cm11%为495计算,即得。
目的:为检验复方氨酚那敏颗粒中间产品制定一个标准的程序,以便获得准确的实验数据。
范围:适用于复方氨酚那敏颗粒中间产品的检验。
职责:检验员、检验室主任对本规程实施负责。
规程:1 性状:本品为可溶性颗粒,味甜。
2 鉴别:2.1 试剂与仪器2.1.1 氯仿 2.1.2 对乙酰氨基酚对照品2.1.3 马来酸氯苯那敏对照品 2.1.4 咖啡因对照品2.1.5 氯仿-甲醇-丙酮-氨水(9:15:1:0.012) 2.1.6 甲醇2.1.7 胆酸与猪去氧胆酸对照品 2.1.8 异辛烷-醋酸乙酯-冰醋酸(15:7:5)2.1.9 10%硫酸乙醇溶液 2.1.10 硅胶GF254薄层板2.1.11 微量进样器 2.1.12 硅胶G薄层板2.1.13 层析缸 2.1.14 紫外分析仪2.1.15 恒温干燥箱 2.1.16 电子天平(万分之一克)2.1.17 漏斗、漏斗架、烧杯、滤纸2.1.18 水浴箱2.2 项目与步骤2.2.1 取本品细粉适量(约相当于对乙酰氨基酚250mg),加氯仿30ml使溶解,滤过,滤液置水浴上蒸干,残渣加氯仿3ml使溶解,滤过,用氯仿洗涤残渣至滤液达5ml,作为供试品溶液。
另取对乙酰氨基酚对照品100mg、马来酸氯苯那敏对照品10mg、咖啡因对照品10mg混合,加氯仿10ml溶解,滤过,作为对照溶液。
照薄层色谱法(SOP-QC-304-00)试验,吸取上述两种溶液各20ul,分别点于同一硅胶GF254薄层板,以氯仿-甲醇-丙酮-氨水(9:15:1:0.02)为展开剂,展开后,取出晾干,置紫外光灯(254nm)下检视,供试品色谱中,在与对照品色谱相应的位置上,显相同颜色的三个荧光斑点为符合规定。
2.2.2 取本品细粉适量(约相当于人工牛黄20mg),加氯仿50ml,超声处理30分钟,滤过,滤液置水浴上蒸干,残渣加甲醇1ml使溶解,作为供试品溶液;另取胆酸与猪去氧胆酸对照品,分别加甲醇制成每1ml中含2mg的溶液,作为对照品溶液,照薄层色谱法(SOP-QC-304-00)试验,吸取上述供试品溶液4ul、对照品溶液2ul,分别点于同一硅胶G薄层板上,以异辛烷-醋酸乙酯-冰醋酸(15:7:5)为展开剂,展开后,取出晾干,喷以10%硫酸乙醇溶液,在105℃加热至斑点显色清晰,在紫外光灯(365nm)下检视,供试品色谱中,在与对照品色谱相应的位置上,显相同颜色的两个荧斑点为符合规定。
1
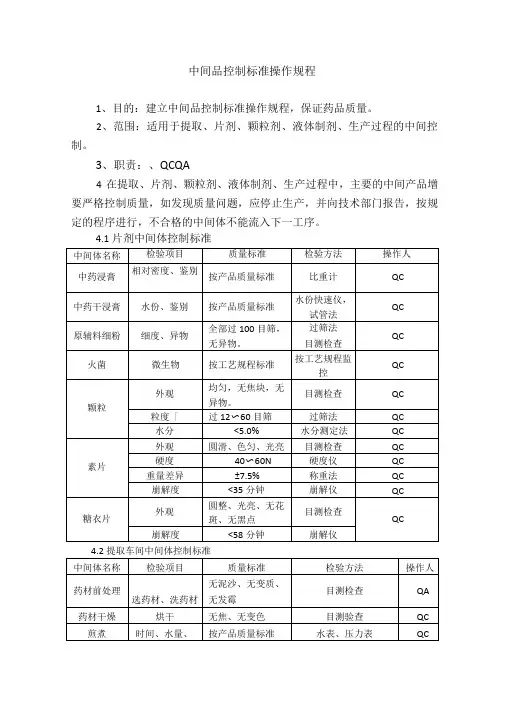
目的:建立中间控制管理规程,细化各中间控制明细和项目
适用范围:适用于所有生产过程中的中间控制
责任人:质量负责人、质量管理部主任、生产制造部主任、质量监督人员、车间化验人员
内容:
1、生产过程的中间控制主要分为三类:
1.1 中间产品的生产现场或中间站的目视检查控制;
前处理:药材挑拣后的质量、炮制品外观性状
1.2 中间产品的仪器检验检测
1.2.1 车间生产现场抽样检查,由车间化验室完成
1.2.2 工序生产结束后,由质量管理部取样检查
2、检查人员
2.1 中间产品的生产现场或中间站的目视检查控制由车间质监督人员完成;
2.2 中间产品的仪器检验检测:车间负责的由车间化验人员完成,质量管理部完成的由公司质量管理部完成。
3、以上各检查项目完成后及时下发合格证,有合格证后方可向下道工序流转。
AAA有限责任公司-质量管理。
GMP制粒工序基本操作规程一、目的与适用范围本制粒工序基本操作规程的目的是确保制粒过程符合GMP要求,保证制粒产品的质量和安全性。
适用于制粒工序操作人员。
二、设备准备1.检查制粒机设备是否完好,无异常噪音和异味,确保设备能够正常运转。
2.检查计量设备、传送设备和清洁装置是否完好,无堵塞和磨损。
三、原料准备1.检查原料是否符合规格要求,如外观、颗粒度和湿度等。
2.将原料根据配方按照计量要求进行称量和混合,确保配方的准确性和均匀性。
四、操作步骤1.打开制粒机设备的电源,确保设备处于待机状态。
2.将已称好的原料逐步加入到制粒机中,根据需要调整原料的进料速度。
3.启动制粒机设备,根据工艺要求设置好转速、压力和温度等参数。
4.观察制粒机的运行情况,如发现异常现象及时停机检查处理。
5.在制粒过程中定期检查制粒机设备的状态,如是否有异物和堵塞现象,及时清理或更换部件。
6.制粒过程中不得擅自停止设备,如有需要应提前与上级主管沟通并经批准后方可停机。
7.制粒结束后,停止制粒机设备的运行,关闭电源,并将设备和周边环境进行清洁。
五、记录与报告1.操作人员应按要求填写制粒设备的日志,记录关键操作参数和设备运行情况。
2.如发现制粒过程中的异常情况,应及时上报质量部门,并做好记录。
3.每日结束后,操作人员应向上级主管报告制粒工序的运行情况和异常情况。
六、安全与卫生1.操作人员在操作制粒机设备时应穿戴好相关的个人防护用品,如手套、口罩和安全鞋等。
2.操作人员要注意设备的周边环境卫生,不得随意丢弃和堆放杂物。
3.如发现设备存在安全隐患,应及时上报维修部门进行处理。
4.在操作过程中,如发生事故或突发状况,应立即采取相应的应急措施并报告上级主管。
七、操作规范1.操作人员应熟悉制粒机设备的结构和工作原理,并遵守设备的使用规范。
2.操作过程中不得擅自调整操作参数,如需调整应经过上级主管批准。
3.操作人员应遵守纪律,不得吸烟、喧哗和聊天等不相关行为。
Standard Operation for the Granulation process制粒工序基本操作规程1 Purpose/目的To ensure that the dispensing of granulation is carried out correctly./确保制粒过程正确地进行。
2 Scope/范围This standard operating procedure covers the assembly, dispensing and return of raw materials to the warehouse./本规程包括制粒、湿颗粒的整粒、颗粒的干燥、干颗粒的整粒及总混。
3 Related management systems/体系相关性3.1 Quality management system or GMP system:Yes与质量管理体系或GMP体系的相关性:相关3.2 Health and safety system:Yes与健康安全体系的相关性:相关3.3 Environment control system:N/A与环境控制体系的相关性:不相关3.4 HACCP system:N/A与危害风险控制体系的相关性:不相关4 Responsibility/职责4.1 It is the responsibility of the Production Manager to ensure that operatorsare trained against this procedure生产经理负责确保按本程序对操作人员进行培训。
4.2 It is the responsibility of persons trained against this procedure to ensurethey always follow it exactly受训人员负责确保正确遵循本程序。
操作标准----生产管理
文件名称制粒过程的中间质量编码SOP-SJ-019-00
页数2-1 实施日期
制订人审核人批准人
制订日期审核日期批准日期
制订部门质管部分发部门生产部、生产车间、车间质管员
目的:制订片剂、胶囊剂制粒过程的中间质量控制标准操作规程,加强中间产品质量控制。
适用范围:片剂、胶囊制粒过程的中间质量控制。
责任:制粒工序操作人员、车间质管员执行本规程,质管部对本规程的有效执行承担监督检查责任。
程序:
1. 制粒过程的控制
1.1在制粒开始前,操作工首先须进行下列检查:
①检查生产场所是否清洁,有无与生产无关的文件、物料等。
②检查领用的原辅料的品名、批号、数量等是否与生产指令上所要求的一致。
③检查所使用的容器、工具是否齐全、清洁,并有状态标志。
④检查所用的设备和衡器是否正常,并有状态标志。
1.2在制粒过程中,操作工应检查下列内容:
①浆的浓度和浆温是否符合工艺要求。
②加浆量是否符合工艺要求。
③干燥温度和干燥时间是否符合工艺要求。
④所得的颗粒盛放在已备好的洁净容器中称重,复核后记录。
并在容器上贴上标签,注明品名、规
格、批号、数量、生产日期、操作人、复核人等。
2.车间质管员所做的试验根据生产工艺的要求,检查颗粒的外观和流动性是否符合要求,测定颗粒的水份,并记录检查的结果。
记录于《颗粒水分、外观质量监控记录表》(REC-SJ-016-00)。
3.制粒后的检查检查记录是否填写完全,是否有错误。
检查桶签、状态标志是否填写正确。
操作标准----生产管理
文件名称
制粒过程的中间质量
控制标准操作规程编码SOP-SJ-019-00 页数2-2
4.不合格的质量如颗粒水分超过内控要求,质管员应向车间主管报告,并商议具
体解决办法,通知工艺员和操作工进行处理。
颗粒粒度不符合要求,应检查筛网是
否破损,通知工艺员和操作工重新整粒或等待处理。
5.水分测定方法:
5.1调零:在水分测定仪放砝码的托盘上放上5克砝码,同时在放物料的托盘上放上5克砝码,开启天平开关,检查显示窗上的调零旋钮,使之对齐。
5.2称量:在砝码盘上放上5克砝码,在物料盘上放上颗粒,准确称取5克颗粒。
5.3干燥:打开红外线开关,待温度上升到105℃时开始计时,并调节温控旋钮,使温
度恒定在105℃,加热15分钟后读数。
5.4读数:打开读数开关,在三列光标读数中的中间一列与显示窗口玻璃板上的刻度线
对齐的数字即为水分数值。