最新CA6140车床输出轴加工工艺过程卡片+工序卡片
- 格式:doc
- 大小:496.00 KB
- 文档页数:13
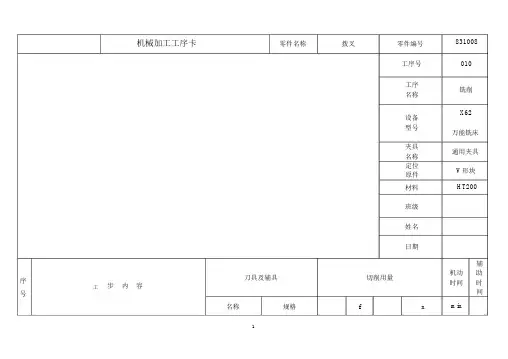
机械加工工序卡零件名称拨叉零件编号工序号工序名称设备型号夹具名称定位原件材料班级姓名日期序刀具及辅具切削用量步内容工号名称规格 f n831008010铣削X62万能铣床通用夹具V形块HT200辅机动助时间时间min1 以φ32 外圆为粗基准,粗铣φ20 孔上端面,使其长度端铣刀W18Cr4V硬质合至 39mm 金钢 YG6以φ32 外圆为粗基准,粗铣φ20 孔下端面,使其长度端铣刀W18Cr4V硬质合2的下端面金钢 YG6 至 37mm,以及φ54成都理工大学机械加工工序卡零件名称1.5m 0.16 119.3475r/min 0.09m mm/z m/min1.5m 0.16 119.3475r/min 0.09m mm/z m/min拨叉零件编号831008工序号020工序铣削名称设备X62型号万能铣床夹具通用名称夹具定位V 形块元件材料HT200班级姓名日期2008.1序刀具及辅具工步内容号名称规格2 精铣φ 20 上表面,使其长度至 36mm 端铣刀W18Cr4V硬质合金钢 YG63 精铣φ 20 下表面,使其长度至 35mm 端铣刀W18Cr4V硬质合金钢 YG6成都理工大学机械加工工序卡零件名称辅切削用量机动助时间时间f n min1.0m 0.16 119.3475r/min 0.09m mm/z m/min1.0mm0.16 119.30.09475r/minmm/z m/min拨叉零件831008编号工序号030工序铣削名称设备钻床型号夹具通用夹具名称定位V 形块元件材料HT200序工步内容号刀具及辅具班级姓名日期2008.1辅机动助切削用量时间时间名称规格以φ20 孔的下端面为精基准,钻, 扩, 铰, 精铰φ高速钢d0 =191孔,保证垂直精度达到IT7 (扩钻)麻花钻头202铰孔铰刀高速钢d0=20 3精铰铰刀高速钢d0=20 成都理工大学机械加工工序卡零件名称f n min15.4m2mm0.48mm/r 272r/min 0.10 m/r15.4m0.5mm0.48mm/r 272r/min 0.10 m/r15.4mIT70.48mm/z 272r/min 0.10 m/r拨叉零件编号831008工序号040工序名称设备型号夹具名称定位元件材料班级姓名日期序刀具及辅具切削用量工步内容号名称规格 f n1 以φ20 内孔为精基准,钻,扩 , 铰,精铰,φ542mm0.40高速钢φ=53 mm 19.5m/min 125r/min麻花钻头的孔,保证孔的精度达到 IT13 。
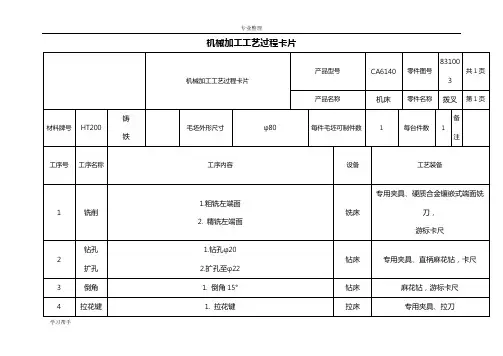

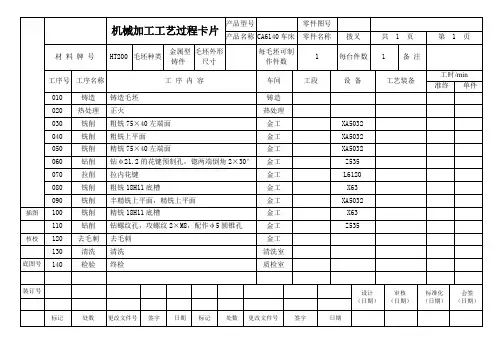

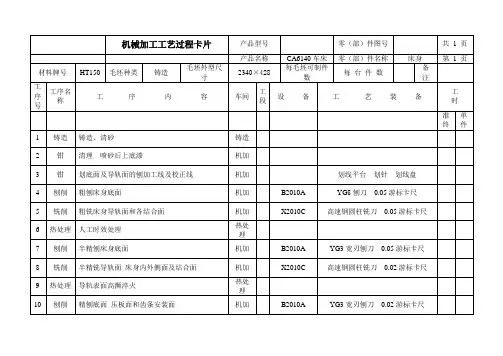
产品名称车床零件名称CA6140滤油器体共15 页第 1 页车间工序号工序名称材料牌号00 机器砂型铸造毛坯HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 机器砂型铸造毛坯设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)2014.1标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称车床零件名称CA6140滤油器体共15 页第 2 页车间工序号工序名称材料牌号01 清砂、毛坯检验HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 清砂2 按图造型并按二级精度检验设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)2014.1标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称车床零件名称CA6140滤油器体共15 页第 3 页车间工序号工序名称材料牌号02 热处理HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 人工时效,温度00550~500设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)2014.1标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称车床零件名称CA6140滤油器体共15 页第 4 页车间工序号工序名称材料牌号03 粗车左端面HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数卧式车床C620-1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车右端面,保长105.3mm YG6 075端面车刀,游标卡尺,三爪自定心卡盘230 75.9 0.8 2.8 1 0.3 0.06设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)2014.1标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称车床零件名称CA6140滤油器体共15 页第 5 页车间工序号工序名称材料牌号04 锪φ30内孔,扩φ38内孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数立式钻床Z535夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 锪φ30内孔,保长73.3mm YG8平面锪钻,游标卡尺,专用夹具1100 103.7 0.2 1.4 1 0.02 0.0042 粗扩φ38内孔,扩内孔至φ33.7,保长68.3mm YG8扩孔钻,游标卡尺,专用夹具530 61.60.32 1.65 1 0.42 0.084设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)2014.1标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称车床零件名称CA6140滤油器体共15 页第 6 页车间工序号工序名称材料牌号05 粗车φ48外圆,切退刀槽HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数卧式车床C620-1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车φ48外圆,外圆车至φ52.4YG6 060外圆车刀,游标卡尺,专用夹具480 79 0.5 1.5 1 0.18 0.0362 切退刀槽3⨯0.5mm YG6切槽刀,游标卡尺,专用夹具460 71.40.11 1.2 1 0.21 0.042设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)2014.1标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称车床零件名称CA6140滤油器体共15 页第7 页车间工序号工序名称材料牌号06 扩φ38内孔,倒角,0120HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数立式钻床Z535夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精扩φ38内孔,扩内孔至φ38,保长68.3mm YG8扩孔钻,游标卡尺,专用夹具400 47.8 0.32 0.5 1 0.55 0.112 内孔倒角1⨯0453 0120设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)2014.1标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称车床零件名称CA6140滤油器体共15 页第8 页车间工序号工序名称材料牌号07 精车φ48外圆HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数卧式车床C620-1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精车φ48外圆,外圆车至φ48.1YG6 030外圆车刀,游标卡尺,专用夹具960 149 0.12 0.65 1 0.36 0.072设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)2014.1标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称车床零件名称CA6140滤油器体共15 页第9 页车间工序号工序名称材料牌号08 钻3-φ9通孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数立式钻床Z525夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻3-φ9通孔标准麻花钻,游标卡尺,专用夹具960 27.1 0.48 4.5 1 0.08 0.016设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)2014.1产品名称车床零件名称CA6140滤油器体共15 页第10 页车间工序号工序名称材料牌号09 精磨左端面HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数端面磨床M7150夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精磨右端面,保长102mm SiC砂轮,游标卡尺,专用夹具1000 26.2 15 0.5 1 0.04 0.008设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)2014.1标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称车床零件名称CA6140滤油器体共15 页第11 页车间工序号工序名称材料牌号10 加工出油口HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数立式钻床Z535、Z525夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 锪φ26沉头孔,加工出与孔轴线垂直的平面即可YG8平面锪钻,游标卡尺,专用夹具1100 89.8 0.2 13 12 钻φ11孔,孔深32mm 高速钢麻花钻,游标卡尺,专用夹具392 13.5 0.87 5.5 1 0.07 0.0143 扩φ16孔,深18mm YG8扩孔钻,游标卡尺,专用夹具960 48.3 0.36 2.5 1 0.07 0.0144 攻螺纹M18⨯1.5,螺纹深度12mm 高速钢机动丝锥,游标卡尺,螺纹塞规272 15.4 1.5 1.8 1 0.025 0.005设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)2014.1标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称车床零件名称CA6140滤油器体共15 页第12 页车间工序号工序名称材料牌号11 加工进油口HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数立式钻床Z535、Z525夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 锪φ26沉头孔,加工出与孔轴线垂直的平面即可YG8平面锪钻,游标卡尺,专用夹具1100 89.8 0.2 13 12 钻φ11孔,孔深32mm 高速钢麻花钻,游标卡尺,专用夹具392 13.5 0.87 5.5 1 0.07 0.0143 扩φ16孔,深18mm YG8扩孔钻,游标卡尺,专用夹具960 48.3 0.36 2.5 1 0.07 0.0144 攻螺纹M18⨯1.5,螺纹深度14mm 高速钢机动丝锥,游标卡尺,螺纹塞规272 15.4 1.5 1.8 1 0.027 0.054设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)2014.1标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称车床零件名称CA6140滤油器体共15 页第13 页车间工序号工序名称材料牌号12 去毛刺HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钳工去毛刺设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)2014.1标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称车床零件名称CA6140滤油器体共15 页第14 页车间工序号工序名称材料牌号13 精磨φ48外圆HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数卧式车床C620-1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精磨φ48外圆至φ48SiC砂轮,游标卡尺,专用夹具1670 35 5 5 1 0.08 0.016设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)2014.1标记处数更改文件号签字日期标记处数更改文件号签字日期班级 机械107检 验 卡 片产品型号 CA6140 工厂 零组件图号车间零组件名称 CA6140滤油器体共 15页 15材 料:HT200工序名称检验名称 牌号 工序编号 14规格一个毛料制造零件数 1检验后交:序号 检验内容检验设备及工具 1 砂眼,清砂是否干净,裂纹观察表面及磁力探伤仪2 轴向尺寸 游标卡尺3 径向尺寸径向千分尺4 角度 角度卡尺5 孔内径及深度 内径千分尺6 检查粗糙度 专用仪器7 检查配合表面精度 专用仪器编制批准文件编号。

大学机械设计制造及自动化专业机械加工工艺过程卡片产品型号CA6140 零件图号831003 共 1 页产品名称车床零件名称拨叉第 1 页材料牌号HT200 毛坯种类铸件毛坯外型尺寸40×83×75 每毛坯可制件数 1 每台件数 1工序号工序名称工序内容设备夹具刀具量具工时名称型号名称规格名称规格名称规格1 铣削1.以右端面为基准面,粗铣左端面(40*75端面)Ra=6.32. 半精铣75×40的左端面直至符合表面粗糙度Ra=3.2立式铣床X51专用夹具端面铣刀游标卡尺2 钻孔、扩孔以已加工的左端面为基准面,钻孔φ20mm 、扩孔至φ021.022+mm Ra=3.2 立式钻床Z535专用夹具麻花钻、扩孔钻、铰刀游标卡尺、塞规100s3 锪倒角锪两端倒角1.5×15°立式钻床Z525 专用夹具锪钻游标卡尺4 拉花键以左端面和上端面为基准,拉花键φ22H7 卧式拉床L6110A 专用夹具矩形拉刀卡规9.6s5 铣削以花键孔的轴线和左端面为基准,粗铣沟槽、精铣沟槽11.018+×35,槽底Ra=6.3 槽内侧Ra=3.2 立式铣床X51专用夹具三面刃铣刀卡规、深度游标卡尺6 铣削以花键孔的轴线和左端面为基准,粗铣上端面 Ra=6.3,精铣上端面 Ra=3.2立式铣床X51专用夹具端面铣刀游标卡尺200s7 钻孔以花键孔的轴线和左端面为基准,钻孔2×φ7 立式钻床Z525 专用夹具麻花钻内径千分尺8 攻螺纹以花键孔的轴线和左端面为基准,攻螺纹2×M8mm 立式钻床Z525 专用夹具丝锥9 钻、铰、锥销孔以花键孔的轴线和左端面为基准,钻、铰φ5锥销孔立式铣床X52K专用夹具面铣刀刀形平尺、游标卡尺10 去毛刺钳工台平锉百分表11 清洗清洗机清洗机12 检验检验车间游标卡尺、塞规、深度游标卡尺等广东海洋大学工程学院机械系班级:姓名:编制日期:2014-7-7。

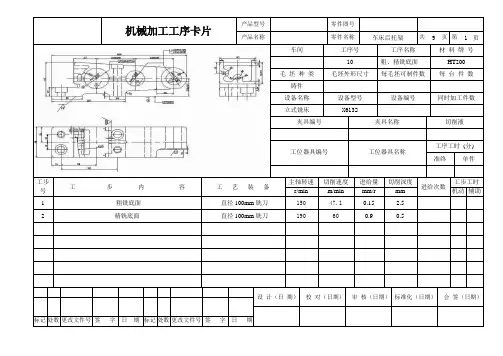
车间工序号工序名称材料牌号10 粗、精铣底面HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件设备名称设备型号设备编号同时加工件数立式铣床X6132夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣底面直径100mm铣刀15047.10.15 2.52 精铣底面直径100mm铣刀190600.9 0.5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号20 钻孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件设备名称设备型号设备编号同时加工件数立式钻床Z5125A夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻两个ø13mm孔直径13mm钻头750 30 0.32 钻两个ø10mm孔高速钢麻花钻,直径10mm1000 30 0.23 锪两个沉头孔ø20mm,深12mm高速钢麻花钻,直径20mm500 30 0.3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号30 钻孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件设备名称设备型号设备编号同时加工件数立式钻床Z575夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻孔到ø28mm高速钢麻花钻,直径28mm320280.42 钻孔到ø23.5mm高速钢麻花钻,直径23.5mm380 28 0.43 锪平ø25.5mm端面高速钢90度锪钻,直径25.5mm350 28 0.4设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号40 扩孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件设备名称设备型号设备编号同时加工件数钻床Z575夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 扩孔到ø38.7mm高速钢扩孔钻,直径38.7mm210 26 0.52 扩孔到ø29.5mm高速钢扩孔钻,直径29.5mm350 32 0.63 扩孔到ø24.5mm高速钢扩孔钻,直径24.5mm350 28 0.4设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号50 钻螺纹孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件设备名称设备型号设备编号同时加工件数钻床Z5125A夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻螺纹孔ø5.2mm高速钢麻花钻,直径5.2mm1600 30 0.152 钻螺纹孔ø5.2mm高速钢麻花钻,直径6mm1800 38 0.2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号60 攻螺纹孔M6HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件设备名称设备型号设备编号同时加工件数钻床Z5125A夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 攻螺纹孔M6高速钢麻花钻,直径6mm180038 0.2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号70 镗孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件设备名称设备型号设备编号同时加工件数镗床T68夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精镗到ø39.7mm硬质合金镗刀400 480.372 半精镗到ø30mm硬质合金镗刀500 48 0.133 半精镗到ø25.3mm硬质合金镗刀630 50 0.13设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号90 精镗孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件设备名称设备型号设备编号同时加工件数镗床T68夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精镗到ø40mm硬质合金镗刀400 48 0.372 精镗到ø30.2mm硬质合金镗刀500480.133 精镗到ø25.3mm硬质合金镗刀630 50 0.13设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
车间工序号工序名称材料牌号2 粗车45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件11设备名称设备型号设备编号同时加工件数卧式车床CA61401夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分) 准终单件0.85工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/z mm 机动辅助1 粗车圆柱面ø179及端面游标卡尺、端面车刀、外圆车刀、三爪卡盘12573.40.81 1 0.532 粗车端面长度至30mm游标卡尺、端面车刀、外圆车刀、三爪卡盘12573.40.81 1 0.32设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号3 粗车45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件11设备名称设备型号设备编号同时加工件数卧式车床CA61401夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分) 准终单件0.64工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/z mm 机动辅助1 粗车圆柱面ø57.5及台阶面游标卡尺、端面车刀、外圆车刀、三爪卡盘12573.40.81 1 0.162 粗车圆柱面ø62.5及台阶面游标卡尺、端面车刀、外圆车刀、三爪卡盘12573.40.81 1 0.163 粗车圆柱面ø67.5及台阶面游标卡尺、端面车刀、外圆车刀、三爪卡盘12573.40.81 1 0.164 粗车圆柱面ø77.5及台阶面游标卡尺、端面车刀、外圆车刀、三爪卡盘12573.40.81 1 0.16设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号4 精车45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件11设备名称设备型号设备编号同时加工件数卧式车床CA61401夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分) 准终单件0.2工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/z mm 机动辅助1 精车φ176外圆柱面及倒角游标卡尺、三爪卡盘、端面车刀、外圆车刀9101600.18 1 0.2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称CA6140车床输出轴共12 页第 4 页车间工序号工序名称材料牌号5 半精车45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件11设备名称设备型号设备编号同时加工件数卧式车床CA61401夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分) 准终单件0.26工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/z mm 机动辅助1 半精车圆柱面ø56及台阶面游标卡尺、三爪卡盘、端面车刀、外圆车刀6601200.3 1 0.12 半精车圆柱面ø61及台阶面游标卡尺、三爪卡盘、端面车刀、外圆车刀6601200.3 1 0.083 半精车圆柱面ø66及台阶面游标卡尺、三爪卡盘、端面车刀、外圆车刀6601200.3 1 0.054 半精车圆柱面ø76及台阶面游标卡尺、三爪卡盘、端面车刀、外圆车刀6601200.3 1 0.03设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号7 精车45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件11设备名称设备型号设备编号同时加工件数卧式车床CA61401夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分) 准终单件0 0.6工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/z mm 机动辅助1 精车左端面,除去1mm 游标卡尺、三爪卡盘、端面车刀、外圆车刀9101600.18 1 0.12 半精车圆柱面ø55及台阶面游标卡尺、三爪卡盘、端面车刀、外圆车刀9101600.18 1 0.1半精车圆柱面ø60及台阶面游标卡尺、三爪卡盘、端面车刀、外圆车刀9101600.18 1 0.1半精车圆柱面ø65及台阶面游标卡尺、三爪卡盘、端面车刀、外圆车刀9101600.18 1 0.1半精车圆柱面ø75及台阶面游标卡尺、三爪卡盘、端面车刀、外圆车刀9101600.18 10.1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号8 粗镗45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件11设备名称设备型号设备编号同时加工件数卧式车床C616A1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分) 准终单件0.29工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/z mm 机动辅助1 粗镗内孔φ48.5深度为22mm专用夹具、游标卡尺、镗刀210 19.8 0.35 1 0.052 粗镗内孔φ78.5深度为13mm,倒角C1 专用夹具、游标卡尺、镗刀210 19.8 0.35 1 0.123 粗镗内孔φ103.5深度为10mm,倒角C1 专用夹具、游标卡尺、镗刀210 19.8 0.35 1 0.12设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号9 精镗45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件11设备名称设备型号设备编号同时加工件数卧式车床C616A1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分) 准终单件1.29工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/z mm 机动辅助1 精镗内孔φ50专用夹具、游标卡尺、镗刀160 40.2 0.4 1 0.442 精镗内孔φ80倒角C1 专用夹具、游标卡尺、镗刀160 40.2 0.4 1 0.423 精镗内孔φ104倒角C1 专用夹具、游标卡尺、镗刀160 40.2 0.4 1 0.43设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号10 钻45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件11设备名称设备型号设备编号同时加工件数立式钻床Z5251夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分) 准终单件0 11工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/z mm 机动辅助1 钻孔10×φ18专用夹具、游标卡尺、钻头40923.10.2 1 1.1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号11 扩45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件11设备名称设备型号设备编号同时加工件数立式钻床Z5251夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分) 准终单件0 11工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/z mm 机动辅助1 扩孔10×φ19.8专用夹具、游标卡尺、钻头40923.10.2 1.1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号12 铰45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件11设备名称设备型号设备编号同时加工件数立式钻床Z5251夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分) 准终单件0 11工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/z mm 机动辅助1 铰孔10×φ20专用夹具、游标卡尺、钻头58036.40.3 1.1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号13 铣45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件11设备名称设备型号设备编号同时加工件数铣床X61W1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分) 准终单件0 2.2工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/z mm 机动辅助1 铣键槽12×5×50游标卡尺、专用夹具、铣刀945890.12 1.12 铣键槽16×5×50游标卡尺、专用夹具、铣刀945890.12 1.1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称CA6140车床输出轴共12 页第12 页车间工序号工序名称材料牌号14 钻45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件11设备名称设备型号设备编号同时加工件数立式钻床Z5251夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分) 准终单件0 1工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/z mm 机动辅助1 钻斜孔2×φ8专用夹具、游标卡尺、钻头40923.10.20.5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。