检具及认可流程介绍
- 格式:pdf
- 大小:1.74 MB
- 文档页数:16

零部件质量认可管理流程图1 适用范围集团公司自主开发新产品项目,包括轿车、中重卡车、轻型车、微型车、客车系列,包括整车和动力总成的自制零部件(包括白车身和油漆车身)及外协零部件。
2术语和定义2.1首批样件:在具有批量生产能力的设备上用已验收的批量生产模具生产出来的零件,用于质量认可。
2.2质量认可:为保证新产品质量的符合性和一致性,对批量生产条件下的零部件和整车(动力总成)以及制造过程所做的各种检测、试验、评审、审核等,包括状态确认。
质量认可状态包括完全认可、有条件认可、不认可. 2。
3完全认可:完全满足认可标准,或只有轻微风险,不会对产品的性能和可靠性造成明显的影响,不会使用户产生抱怨。
通常表示为绿灯状态。
2.4有条件认可:不完全满足认可标准,仅有一般风险,不会对产品的性能和可靠性造成严重的影响,不会使用户产生强烈抱怨。
通常表示为黄灯状态。
2.5不认可:不满足认可标准且有严重风险,对产品的性能和可靠性可能造成严重的影响,使用户产生强烈抱怨。
通常表示为红灯状态。
3 职责3.1 质保部门负责组建零部件质量认可小组,编制《零部件质量认可计划》并组织实施。
3。
2发展部门负责制订新产品生产准备计划和生产准备过程的管控。
3。
3产品部门负责为质量认可提供零部件图纸、标准、产品特殊特性等产品文件和产品开发认可的报告。
3。
4技术部门负责为质量认可提供控制计划、过程特殊特性等技术文件,并负责自制件首批样件的提交和自制件的过程能力研究。
3.5采购部门负责跟踪供应商生产准备活动,组织外协件首批样件的提交。
3。
6 生产部门负责自制件制造过程的节拍能力验证。
4 工作程序和要求4。
1零部件质量认可内容4.1。
1零部件质量认可包括产品质量认可和过程质量认可.4。
1。
2产品质量认可是认可零部件的符合性和一致性,对首批样件的外观、尺寸、材料、性能、匹配等进行认可。
4。
1.3过程质量认可是认可零部件制造过程的质量能力和节拍能力,通过两日生产评价、批量试装、过程能力研究、过程审核、节拍能力验证等方式进行认可。
上海通用汽车有限公司(SGM)检具认证步骤及要求1. 引言根据上海通用汽车有限公司的先期质量策划手册(APQP)和生产件批准程序(PPAP)的规定,如果零件具有几何尺寸和公差图纸(GD&T),特别是具有尺寸匹配要求的,都必须按照上海通用汽车公司的检具标准,设计、制造及检定检具,检验零件的尺寸,保证零件的质量。
从早期样件设计的有效性;模具的试用;模具的验收;功能评估及匹配检查;过程监控的验证;到问题的发生或根本原因的分析等过程,都应该依靠检验系统的选择,保证零件的尺寸质量,也就是说所有的零件都应该在检具上进行测量及评价,然后再提供测量报告。
而在正式生产中,也应该按照产品的工艺流程及控制计划,对零件进行检验,一旦在整车的装配过程中,发生零件尺寸的不匹配,都会要求把零件放在检具上,重新进行测量,找出产生问题的根源。
SGM要求零件具备检具的目的是:保证产品的质量、持续改进产品及过程。
2. 设计概念2.1 几何尺寸和公差图纸(GD&T)由于产品的规范、零件的定位基准,即所有零件参考尺寸的"起始点"、关键特性点(KPC)以及公差特性都会在几何尺寸和公差图纸(GD&T)上反映。
所以首先要理解GD&T,然后再考虑零件在检具上的最佳放置以及容易检测的位置。
2.2 定位基准的方案零件在检具上应容易安装和检测,被测零件与检具基座的位置关系,最好使用装车位置,即零件的定位基准平面坐标中应尽量与车身线坐标平行,如果相对装车位置有偏离,应以90°为增量进行偏转。
2.3 检具材料的选择零件在检具上应容易安装和检测,被测零件与检具基座的位置关系,最好使用装车位置,即零件的定位基准平面坐标中应尽量与车身线坐标平行,如果相对装车位置有偏离,应以90°为增量进行偏转。
(1). 检具在使用过程中的耐久性要求;(2). 制造的方法;(3). 检验表面的形状和区域;(4). 环境条件;(5). 检具的重量;2.4 过程能力控制的统计(SPC)在检具上采集的有效的定量数据,可以用来控制零件的尺寸及分析制造的过程。

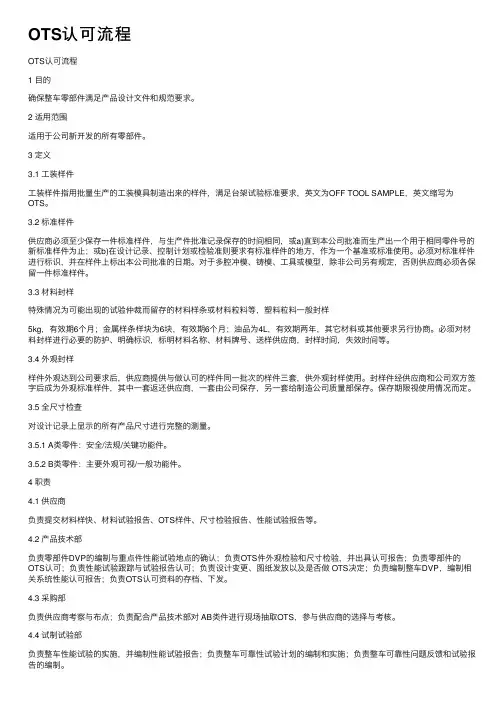
OTS认可流程OTS认可流程1 ⽬的确保整车零部件满⾜产品设计⽂件和规范要求。
2 适⽤范围适⽤于公司新开发的所有零部件。
3 定义3.1 ⼯装样件⼯装样件指⽤批量⽣产的⼯装模具制造出来的样件,满⾜台架试验标准要求,英⽂为OFF TOOL SAMPLE,英⽂缩写为OTS。
3.2 标准样件供应商必须⾄少保存⼀件标准样件,与⽣产件批准记录保存的时间相同,或a)直到本公司批准⽽⽣产出⼀个⽤于相同零件号的新标准样件为⽌;或b)在设计记录、控制计划或检验准则要求有标准样件的地⽅,作为⼀个基准或标准使⽤。
必须对标准样件进⾏标识,并在样件上标出本公司批准的⽇期。
对于多腔冲模、铸模、⼯具或模型,除⾮公司另有规定,否则供应商必须各保留⼀件标准样件。
3.3 材料封样特殊情况为可能出现的试验仲裁⽽留存的材料样条或材料粒料等,塑料粒料⼀般封样5kg,有效期6个⽉;⾦属样条样块为6块,有效期6个⽉;油品为4L,有效期两年,其它材料或其他要求另⾏协商。
必须对材料封样进⾏必要的防护、明确标识,标明材料名称、材料牌号、送样供应商,封样时间,失效时间等。
3.4 外观封样样件外观达到公司要求后,供应商提供与做认可的样件同⼀批次的样件三套,供外观封样使⽤。
封样件经供应商和公司双⽅签字后成为外观标准样件,其中⼀套返还供应商,⼀套由公司保存,另⼀套给制造公司质量部保存。
保存期限视使⽤情况⽽定。
3.5 全尺⼨检查对设计记录上显⽰的所有产品尺⼨进⾏完整的测量。
3.5.1 A类零件:安全/法规/关键功能件。
3.5.2 B类零件:主要外观可视/⼀般功能件。
4 职责4.1 供应商负责提交材料样快、材料试验报告、OTS样件、尺⼨检验报告、性能试验报告等。
4.2 产品技术部负责零部件DVP的编制与重点件性能试验地点的确认;负责OTS件外观检验和尺⼨检验,并出具认可报告;负责零部件的OTS认可;负责性能试验跟踪与试验报告认可;负责设计变更、图纸发放以及是否做 OTS决定;负责编制整车DVP,编制相关系统性能认可报告;负责OTS认可资料的存档、下发。
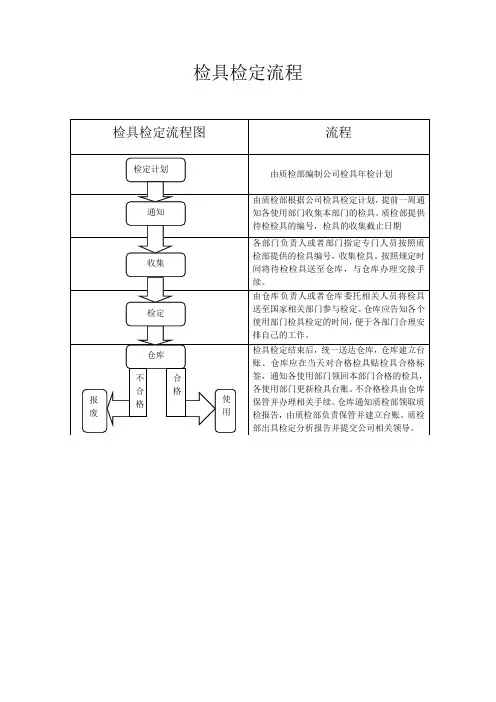
检具项目标准操作流程1、目的规范公司检具设计、制做、验收的工作程序、步骤,确保检具在计划日期内按客户要求顺利完成。
2、范围本程序适用于公司所有检具管理。
3、定义GD&T图纸:描述产品形位公差、相互配合要求的工程图纸。
4、职责权限4.1项目部:检具项目启动指令部门;4.2品质部:检具设计、制造、验收的执行部门。
5、标准程序5.1项目部以《检具设计制造任务书》形式书面通知品质部检具工程师启动检具项目;5.1.1《检具设计制造任务书》需提供产品3D数模、GD&T图纸、检具设计标准;5.1.2《检具设计制造任务书》应按《模具生产计划进度表》规定检具项目完成日期。
5.2检具工程师根据公司生产能力确定检具项目自制或外协;5.2.1自制检具工程师填写《工作联络单》提交技术、生产部,由相关部门负责设计、制造任务;5.2.2外协如公司生产能力不足,检具项目应外协处理;5.2.2.1考察、选择外协供应商;5.2.2.2提供必要资料予供应商以项目费用报价、预估生产周期;5.2.2.3供应商提交的项目费用、生产周期等满足公司要求,由总经理批准确定其供应商资格,签订《外协加工生产合同》;5.2.2.4检具工程师正式向供应商提供产品3D数模、GD&T图纸、检具设计标准等相关资料;5.2.2.5供应商检具设计的50%设计方案及100%设计机加工图纸均应提交我司得到模具客户确认;5.2.2.6从检具最初设计到检具交货期间,如有产品设变或方案更改必须及时与供应商沟通,确保所有数据为最新版。
同时保存所有沟通信息及数据供日后追溯;5.2.2.7检具工程师应按交货期限及时跟催供应商交货进度;5.2.2.7.1检具交货期限不得迟于模具样件冲制时间;5.2.2.8检具交付公司,品质部应按《检具的验收标准》验收并填写检验记录。
检具工程师负责将检具资料放入公司数据库。
6、相关制度及记录6.1《供应商审核评估流程》6.2《外协加工生产合同》6.3《检具的验收标准》7、流程图。
1.目的:规范模具、检具制造和试模,使其符合生产批量要求和保证试模交接按期有效进行,提高模具、检具交接合格率。
2.范围:适合本公司内部制造的模具、检具等工装的验收工作。
3.职责:3.1工装制造部:按照《项目里程碑》进度节点实施生产组织制造,并确认项目里程碑中的验收节点,同时将模具、检具、辅具等准备齐全到位。
3.2生产部:根据市场部项目负责人的验收信息,在5个工作日内准备完毕(设备、人员、材料、检验试验等条件),通知项目负责人组织验收,同时会签验收文件。
3.3市场部:项目负责人根据验收节点和生产部的通知,积极有效的组织验收,收集验收结论缺陷和整改项及时跟踪。
3.4质保部:质保部长(或指定人员)根据图纸检验产品的符合性,出具首件、首批检验报告(尺寸、外观、性能),根据产品图纸和检具设计图纸检验检具的符合性,出具检具检验报告,同时会签验收文件。
3.5工艺部:工艺部长(或指定人员)按照流程图、PFEMA、控制计划和验收文件对模具和试生产过程进行验收,出具验收结论和验收报告。
4.程序:4.1工装制造部制造完毕,按照项目里程碑调试生产,填写《调试记录》和《模具档案》,调试合格后对里程碑节点进行确认。
4.2接收到市场部项目负责人的验收通知后,生产部应在5个工作日内安排模具等验收,使现场具备人机料法环等的验收条件。
4.3市场部根据工装制造部和生产部的准备信息,组织正式的厂内试生产验收工作。
4.4试生产的批量数量确定为300量份,生产过程应为连续的,不间断的。
钢板类冲压件的拉延、整形序产生的拉裂等缺陷的不合格品率应小于6‰,铝板类的拉延、整形序产生的拉裂等缺陷的不合格品率应小于10‰,其他工序产生的不合格品数量钢板类应小于3‰,铝板类应小于4‰。
4.5验收过程中产生的不合格品率达到4.4部分的,工装制造部应在批量的N+3个月内给予充分解决,钢板类拉延、整形序应小于3‰,铝板类拉延整形序应小于5‰。
4.6厂内验收完毕后,针对验收整改项工装制造部应在2个工作周(或确定的整改期)内完成。