塑胶模具中常用到的公差配合
- 格式:xls
- 大小:10.50 KB
- 文档页数:3
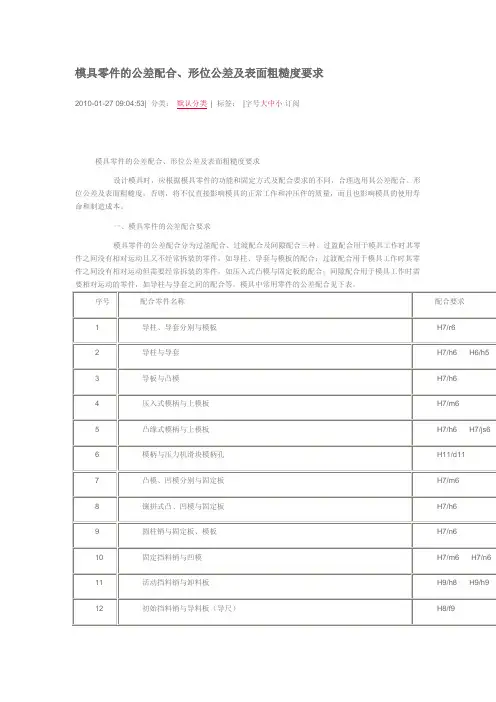
模具零件的公差配合、形位公差及表面粗糙度要求模具零件的公差配合、形位公差及表面粗糙度要求2010-01-27 09:04:53| 分类:默认分类| 标签:|字号大中小订阅模具零件的公差配合、形位公差及表面粗糙度要求设计模具时,应根据模具零件的功能和固定方式及配合要求的不同,合理选用其公差配合、形位公差及表面粗糙度。
否则,将不仅直接影响模具的正常工作和冲压件的质量,而且也影响模具的使用寿命和制造成本。
一、模具零件的公差配合要求模具零件的公差配合分为过盈配合、过渡配合及间隙配合三种。
过盈配合用于模具工作时其零件之间没有相对运动且又不经常拆装的零件,如导柱、导套与模板的配合;过渡配合用于模具工作时其零件之间没有相对运动但需要经常拆装的零件,如压入式凸模与固定板的配合;间隙配合用于模具工作时需要相对运动的零件,如导柱与导套之间的配合等。
模具中常用零件的公差配合见下表。
二、模具零件的形公差形位公差是形状和位置公差的简称,它包括直线度、平面度、圆柱度、平行度、垂直度、同轴度、对称度及圆跳动公差等多种。
根据模具零件的技术要求,应合理选用其形位公差的种类及数值。
模具零件中常用的形位公差有平行度、垂直度、同轴度、圆柱度及圆跳动公差等,现分述如下:1、平行度公差模板、凹模板、垫板、固定板、导板、卸料板、压边圈等板类零件的两平面应有平行度要求,一般可按下表选取。
注:1.基本尺寸是指被测表面的最大长度尺寸和最大宽度尺寸。
2.滚动式导柱模架的模座平行度公差采用公差等级4级。
2.垂直度公差矩形、圆形凹模板的直角面,凸、凹模(或凸凹模)固定板安装孔的轴线与其基准面,模板上模柄(压入式模柄)安装孔的轴线与其基准面,一般均应有垂直度要求,可按下表的垂直度公差选取。
而上、下模板的导柱、导套安装孔的轴线与其基准面的垂直度公差,应按如下规定:安装滑动式导柱、导套时取为0.01:100;安装滚动式导柱、导套时取为0.005:100。
>25~40>40~63>63~100>100~160>160~250>250~400公差等级5公差值0.0100.0120.0150.0200.0250.030注:1.基本尺寸是指被测零件的短边长度。
----------------有限公司模具技术标准本标准规定了本公司注塑模具的设计公差要求、零件的枝术要求、总装技术要求、验收规则和标记、包装、运输、贮存。
本标准适用于本公司所有注塑模的设计、制造和验收。
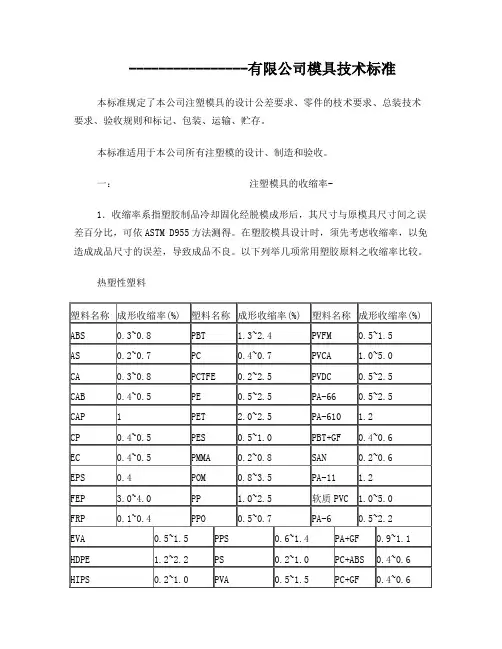
一:注塑模具的收缩率-1.收缩率系指塑胶制品冷却固化经脱模成形后,其尺寸与原模具尺寸间之误差百分比,可依ASTM D955方法测得。
在塑胶模具设计时,须先考虑收缩率,以免造成成品尺寸的误差,导致成品不良。
以下列举几项常用塑胶原料之收缩率比较。
热塑性塑料2.收缩率与塑料的材质,填充剂,产品壁厚,塑机料温、模温、保压压力、保压时间,模具进胶位置、进胶数量、进胶形式,冷却效果等有关。
常用塑料在壁厚为2.5mm时, 参考值二: 产品的公差要求模具制造时会根据客户的不同要求对产品的关键尺寸给予公差要求以满足塑胶制品的公差要求。
本公司设计时是以下表所示的公差标准执行。
根据本公司对空调壳体配合间隙及公差标准的执行。
三: 模具的总体要求参考模具协会的标准,本公司依照以下要求。
大量生产模(250,000— 1,000,000模或以上),具体要求如下:1.要有详细模具结构图。
2.精确的散件图。
3. 用Mold-flow软件模拟模具注塑过程、注射分析、压力分布及温度分布,以确定最好的入水位置、流道尺寸、疏气位置等。
4.模胚的A、B板及通腔背板均用28Hrc硬度的钢材;(内采用镶嵌模腔)。
5.上、下模及镶件使用硬度为48Hrc或以上的钢料,所有移动的零件应使用硬钢,而且必须有限位及定位锁。
6.模具尽可能自动断水口。
如可能,尽量使用潜水、细水口、香蕉型水口、并要考虑热流道的可行性。
7.模具设计应具备最大限度的冷却,上、下模肉高温度点应该个别地冷却。
8.顶出方法应尽可能使流道与产品自动掉下,避免运用多次顶出方法。
9.模具应能够全自动生产,大的零件应能够轻松取出。
10.顶针板必须有导向柱,顶出限位,以及模具支撑柱。
11.安装浇口定位环应与塑机尺寸匹配12.非天侧处有油缸装置,必须有油缸立柱。
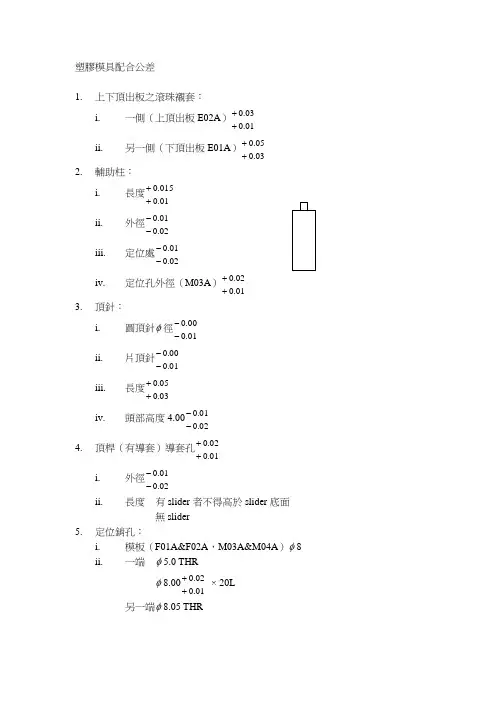
塑膠模具配合公差1. 上下頂出板之滾珠襯套:i.一側(上頂出板E02A )01.003.0++ ii. 另一側(下頂出板E01A )03.005.0++ 2. 輔助柱:i.長度01.0015.0++ii.外徑02.001.0-- iii.定位處02.001.0-- iv. 定位孔外徑(M03A )01.002.0++ 3. 頂針:i.圓頂針φ徑01.000.0-- ii.片頂針01.000.0-- iii.長度03.005.0++ iv. 頭部高度4.0002.001.0-- 4. 頂桿(有導套)導套孔01.002.0++ i.外徑02.001.0-- ii. 長度 有slider 者不得高於slider 底面無slider5. 定位銷孔:i. 模板(F01A&F02A ,M03A&M04A )φ8ii. 一端 φ5.0 THRφ8.0001.002.0++ × 20L 另一端φ8.05 THRiii. block φ徑01.002.0++ 6. 導柱孔(M04A or F02A )015.0025.0++,加工公差單邊3μ 7. 導套孔(F02A or M04A )015.0025.0++8. 公母模板厚度(F02A&M04A )02.004.0++(規定) 9. 溝槽、圓孔015.0025.0++(常用於在頂針孔、鑲件及模仁對插處,長、寬、深度皆然)10. 配合件:i.挖槽件00.001.0++ 01.000.0-- ii. 搭配件01.000.0--00.001.0++ 11. 墊板搭配處:i.D 02.003.0++ ii.X 15.01.0-- iii.d 03.001.0-- iv. d’ 01.003.0++ 12. 模仁堆疊公差(fine pitch 須嚴加控制厚度尺寸,可每十片加一定位件,定位件不小於0.08 mm )Ex. 10片堆疊公差005.0±對插處005.000.0--(or 01.000.0--) 13. 撥塊:長寬02.001.0-- 14. 回位銷:i.孔(M04A )02.003.0++ ii.銷02.001.0-- iii. 長15.01.0-- 15. 對插式模仁插破深度:i.對插深度各模板編號方式:。

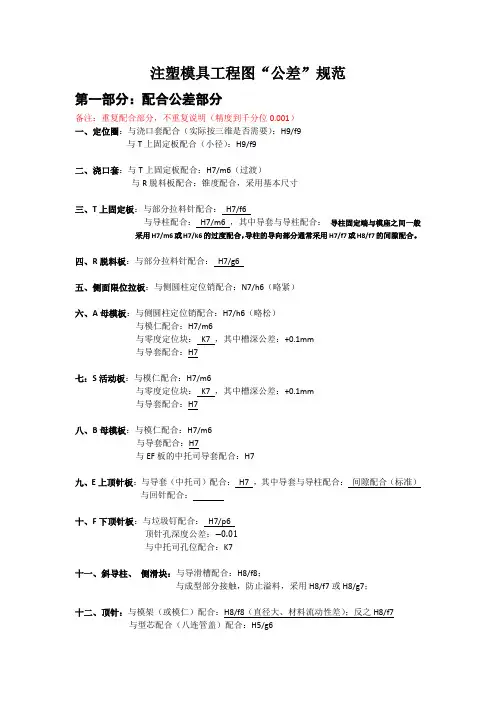
注塑模具工程图“公差”规范第一部分:配合公差部分备注:重复配合部分,不重复说明(精度到千分位0.001)一、定位圈:与浇口套配合(实际按三维是否需要):H9/f9与T上固定板配合(小径):H9/f9二、浇口套:与T上固定板配合:H7/m6(过渡)与R脱料板配合:锥度配合,采用基本尺寸三、T上固定板:与部分拉料针配合:H7/f6与导柱配合:H7/m6,其中导套与导柱配合:导柱固定端与模座之间一般采用H7/m6或H7/k6的过度配合,导柱的导向部分通常采用H7/f7或H8/f7的间隙配合。
四、R脱料板:与部分拉料针配合:H7/g6五、侧面限位拉板:与侧圆柱定位销配合:N7/h6(略紧)六、A母模板:与侧圆柱定位销配合:H7/h6(略松)与模仁配合:H7/m6与零度定位块:K7,其中槽深公差:+0.1mm与导套配合:H7七:S活动板:与模仁配合:H7/m6与零度定位块:K7,其中槽深公差:+0.1mm与导套配合:H7八、B母模板:与模仁配合:H7/m6与导套配合:H7与EF板的中托司导套配合:H7九、E上顶针板:与导套(中托司)配合:H7,其中导套与导柱配合:间隙配合(标准)与回针配合:十、F下顶针板:与垃圾钉配合:H7/p6顶针孔深度公差:−0.01与中托司孔位配合:K7十一、斜导柱、侧滑块:与导滑槽配合:H8/f8;与成型部分接触,防止溢料,采用H8/f7或H8/g7;十二、顶针:与模架(或模仁)配合:H8/f8(直径大、材料流动性差);反之H8/f7与型芯配合(八连管盖)配合:H5/g6十三、尼龙拉钉:与之相配合的孔位,均给配合:H7十四、键:键公差:h8与键槽轴的配合:H9(松)/N9(正常)/P9(紧)与毂(gu)的配合:JS9十五、轴承:与模架配合:M7与轴配合:k6第二部分:几何公差部分一、各块模板:平面度:0.015mm侧边与平面垂直度:0.01mm上下平行度:0.01mm模仁配合侧边与平面垂直度:0.01mm孔:位置度0.015mm二、顶针、复位杆等长轴类:直线度:0.01mm圆度:0.01mm同轴度:0.015mm三、定位圈:面轮廓度:0.01mm四、带锥度型芯:面轮廓度:0.01mm,2个锥度标注一个直径尺寸同轴度:0.015mm第三部分:技术要求部分模仁的技术要求:1.工件除模具成型部位外,其余锐边均须倒圆角:R1;2.工件中所有的公差孔以及公差尺寸边的粗糙度为Ra1.6;上下两面须磨加工;3.工件中外形定位面应保证其与基准C的相互垂直以及其对应边与基准A、B的相互平行;4.未注尺寸公差为IT13级,未注圆角为R1;5.模具成型部位及四周10度斜面须抛光,抛光后粗糙度为Ra0.4,抛光加工时请勿刮伤其余工件表面;6.材料粗加工单边须留0.8-1mm余量,粗加工后工件淬火热处理,硬度至48-52HRC,热处理后再精加工到图纸尺寸;7.其余未注尺寸请参照三维图或咨询设计人员。
模具零件的公差配合、形位公差及表面粗糙度要求2010-01-27 09:04:53| 分类:默认分类| 标签:|字号大中小订阅模具零件的公差配合、形位公差及表面粗糙度要求设计模具时,应根据模具零件的功能和固定方式及配合要求的不同,合理选用其公差配合、形位公差及表面粗糙度。
否则,将不仅直接影响模具的正常工作和冲压件的质量,而且也影响模具的使用寿命和制造成本。
一、模具零件的公差配合要求模具零件的公差配合分为过盈配合、过渡配合及间隙配合三种。
过盈配合用于模具工作时其零件之间没有相对运动且又不经常拆装的零件,如导柱、导套与模板的配合;过渡配合用于模具工作时其零件之间没有相对运动但需要经常拆装的零件,如压入式凸模与固定板的配合;间隙配合用于模具工作时需要相对运动的零件,如导柱与导套之间的配合等。
模具中常用零件的公差配合见下表。
二、模具零件的形公差形位公差是形状和位置公差的简称,它包括直线度、平面度、圆柱度、平行度、垂直度、同轴度、对称度及圆跳动公差等多种。
根据模具零件的技术要求,应合理选用其形位公差的种类及数值。
模具零件中常用的形位公差有平行度、垂直度、同轴度、圆柱度及圆跳动公差等,现分述如下:1、平行度公差模板、凹模板、垫板、固定板、导板、卸料板、压边圈等板类零件的两平面应有平行度要求,一般可按下表选取。
注:1.基本尺寸是指被测表面的最大长度尺寸和最大宽度尺寸。
2.滚动式导柱模架的模座平行度公差采用公差等级4级。
2.垂直度公差矩形、圆形凹模板的直角面,凸、凹模(或凸凹模)固定板安装孔的轴线与其基准面,模板上模柄(压入式模柄)安装孔的轴线与其基准面,一般均应有垂直度要求,可按下表的垂直度公差选取。
而上、下模板的导柱、导套安装孔的轴线与其基准面的垂直度公差,应按如下规定:安装滑动式导柱、导套时取为0.01:100;安装滚动式导柱、导套时取为0.005:100。
>25~40>40~63>63~100>100~160>160~250>250~400公差等级5公差值0.0100.0120.0150.0200.0250.030注:1.基本尺寸是指被测零件的短边长度。
4.公差表入选择模塑件尺寸公差时,以下供给指导的数据连同第2、3 节内容一并供使用。
表1:尺寸公差–第1组资料名义尺寸 (mm)公差± (mm)精细级一般级>1~3>3~6>6~10>10~15>15~22>22~30>30~40>40~55>55~70>70~90>90~120>120~160>160~200>200~250 >250~315 >315~400 >400~500>500~650 >650~800>800~1000 >1000~1200 >1200~1400>1400~1600>1600~1800>1800~2000表2:尺寸公差–第2组资料名义尺寸 (mm)公差± (mm)精细级一般级~ 1>1~3>3~6>6~10>10~15>15~22>22~30>30~40>40~55>55~70>70~90>90~120>120~160>160~200>200~250>250~315>315~400>400~500>500~650 >650~800>800~1000 >1000~1200>1600~1800>1800~2000表3:尺寸公差–第3组资料名义尺寸 (mm)公差± (mm)精细级一般级~ 1>1~3>3~6>6~10>10~15>15~22>22~30>30~40>40~55>55~70>70~90>90~120>120~160>160~200>200~250>250~315>500~650>650~800>800~1000>1000~1200>1200~1400>1400~1600>1600~1800>1800~2000附录:模塑缩短率和线性膨胀系数材料模塑收缩106率%expansi on° K-1ABSABS-30%玻璃填补乙缩醛乙缩醛 -30%玻璃填补丙烯酸乙酸纤维素乙酸 - 丁酸纤维素(CAB)己二烯酞酸酯乙烯 - 醋酸乙烯共聚物(EVA)三聚氰胺 - 甲醛树脂尼龙 6尼龙 6-30%玻璃填补尼龙 66尼龙 66-30%玻璃填补尼龙 11尼龙 11-30%玻璃填补尼龙 12尼龙 12-30%玻璃填补酚醛树脂聚碳酸酯聚碳酸酯 - 30% 玻璃填补ABS(Bayblend)/PC 合金-50-110-35-50-90-150-35-80-50-90-80-160-110-170 -10-60-230-250 -10-50-70-170-15-30-60-110-15-30-90-150-10-40-90-130-30-70-15-30-20-70-20-30-70-85聚酯 , 薄片制品-10-50热塑性聚酯-80-180聚对苯二甲酸丁二酯(PBT)-30-60聚对苯二甲酸丁二酯-30%玻璃填补-70-150聚对苯二甲酸乙二酯(PET)-20-40聚对苯二甲酸乙二酯-30%玻璃填补-140-210热塑性聚酯橡胶-200-250低密度聚乙烯-150-200-60-70-20-30改性聚苯醚 - 30% 玻璃填补-110-170聚丙烯-70-110聚丙烯 -T20-60-140聚丙烯 -20%玻璃填补-20-40聚丙烯 - 石绵填补-50-140聚丙烯 - 改性橡胶-35-100聚苯乙烯材料模塑收缩106率%热塑性聚氨脂130-120>50ShoreD150-225≤50ShoreD90-150聚氨脂 RIM30-180聚氨脂 RRIM50-100聚氯乙烯 (PVC)- 刚性的70-250聚氯乙烯 (PVC)- 柔性的50-110苯乙烯丙烯腈30-50尿素甲醛注 : 纤维填补资料的模塑缩短率和线性膨胀系数,其平行于纤维流线方向与垂直于纤维流线方向的值是不一样的。
.注塑模具工程图“公差”规范第一部分:配合公差部分0.001备注:重复配合部分,不重复说明(精度到千分位)H9/f9 一、定位圈::与浇口套配合(实际按三维是否需要)H9/f9 上固定板配合(小径):与T/m6(过渡)二、浇口套:与T上固定板配合:H7 R脱料板配合:锥度配合,采用基本尺寸与H7/f6 T上固定板:与部分拉料针配合:三、/m6 ,其中导套与导柱配合:与导柱配合:H7导柱固定端与模座之间一般/f7的间隙配合。
/f7或H8H7采用H7/m6或/k6的过度配合,导柱的导向部分通常采用H7H7/g6 脱料板:与部分拉料针配合:四、R/h6(略紧)五、侧面限位拉板:与侧圆柱定位销配合:N7(略松)/h6母模板:与侧圆柱定位销配合:H7六、A/m6 H7 与模仁配合:+0.1mm ,其中槽深公差:与零度定位块:K7H7 与导套配合:/m6 H7S活动板:与模仁配合:七:+0.1mm ,其中槽深公差:与零度定位块:K7H7 与导套配合:/m6 H7母模板:与模仁配合:八、BH7 与导套配合:H7 板的中托司导套配合:与EF间隙配合(标准)H7 ,其中导套与导柱配合:上顶针板九、E:与导套(中托司)配合:与回针配合:/p6 :与垃圾钉配合:H7十、F下顶针板顶针孔深度公差:K7 与中托司孔位配合:;与导滑槽配合:H8/f8 十一、斜导柱、侧滑块:;/g7或与成型部分接触,防止溢料,采用H8/f7H8/f7/f8与模架(或模仁)配合:十二、顶针:H8(直径大、材料流动性差);反之H8.../g6H5与型芯配合(八连管盖)配合:十三、尼龙拉钉:与之相配合的孔位,均给配合:H7十四、键:键公差:h8与键槽轴的配合:H9(松)/N9(正常)/P9(紧)与毂(gu)的配合:JS9十五、轴承:与模架配合:M7与轴配合:k6...第二部分:几何公差部分一、各块模板:平面度:0.015mm侧边与平面垂直度:0.01mm上下平行度:0.01mm模仁配合侧边与平面垂直度:0.01mm孔:位置度0.015mm二、顶针、复位杆等长轴类:直线度:0.01mm圆度:0.01mm同轴度:0.015mm三、定位圈:面轮廓度:0.01mm四、带锥度型芯:面轮廓度:0.01mm,2个锥度标注一个直径尺寸同轴度:0.015mm...第三部分:技术要求部分模仁的技术要求:1.工件除模具成型部位外,其余锐边均须倒圆角:R1;2.工件中所有的公差孔以及公差尺寸边的粗糙度为Ra1.6;上下两面须磨加工;3.工件中外形定位面应保证其与基准C的相互垂直以及其对应边与基准A、B的相互平行;4.未注尺寸公差为IT13级,未注圆角为R1;5.模具成型部位及四周10度斜面须抛光,抛光后粗糙度为Ra0.4,抛光加工时请勿刮伤其余工件表面;6.材料粗加工单边须留0.8-1mm余量,粗加工后工件淬火热处理,硬度至48-52HRC,热处理后再精加工到图纸尺寸;7.其余未注尺寸请参照三维图或咨询设计人员。
模具设计规范(此规范主要应用于手机模具)一、模具排位1、根据产品大小、结构、产量、精密程度、材料或客户要求等因素确定模穴,如1X1、1X2等。
2、当几个产品出在同一套模具中时,考虑进胶的均匀性,应将大的产品排在中间位置,小的产品置于两边。
确保冲胶平衡,保证产品尺寸的精确性。
3、当几个分型面不规则的产品在同一模具中时,排位必须充分考虑其分型面连接的顺畅,且容易加工。
4、一模多穴模具中,当有镶拼,行位等结构时,不得使其发生干涉。
5、排位多时应综合模具每一方面,对流道,是否镶拼,行位,顶出,运水等结构要有一个全局性思考。
6、排位时产品在模上的定位基准要和产品图的基准一致,当一模出一件时,可以考虑以产品对称方向处分中。
7、内模钢料和模胚的大小尺寸如下图所示。
8.产品大小和胶位厚度有较大相差时尽量不要出在同一套模具中。
9.模具方铁高度尽量订做标准高度。
10.模胚型号和中托司使用情况一定要写清楚(细水口需注明SP长度)11.必要时需注明模胚吊模孔移位情况12.考虑需不需开精框及内模料材料和规格(确定后模要不要镶大呵,如需要则一起订料,此为粗料.)二、模具系统设计一)、行位系统当塑胶产品确定前后模开模方向后,有下列情况时一般会采用行位或斜顶等结构:1)、相对出模方向塑胶产品上有倒扣或零度面;2)、产品的出模斜度不够蚀纹的角度;3)、保证特殊的外观面不能有夹线。
1、后模行位:1)、后模行位统一做镶件压块,行位压块用螺丝固定,行位压块材料为油钢淬火至HRC48-52°。
2)、所有与行位相对运动的零部件的滑动面(包括行位底耐磨片,压条,铲基斜面)须锣(磨)油坑,油坑可为平行四边行、V形或圆环形。
3)、行位铲机钢材整体采用738H,在铲机斜面上镶耐磨片,耐磨片可突出斜面0.5mm,耐磨片厚度为6mm(如下图),材料为油钢,淬硬至HRC48-52°。
康铨公司的铲基采用国产S136淬硬至HRC46-50°。
塑料塑胶模具验收标准一、成型产品外观、尺寸、配合1、产品表面不允许缺陷:缺料、烧焦、顶白、白线、披峰、起泡、拉白(或拉裂、拉断)、烘印、皱纹。
2.、熔接痕:一般圆形穿孔熔接痕长度不大于5mm,异形穿孔熔接痕长度小于15mm,熔接痕强度并能通过功能安全测试。
3、收缩:外观面明显处不允许有收缩,不明显处允许有轻微缩水(手感不到凹痕)。
4、一般小型产品平面不平度小于0.3mm,有装配要求的需保证装配要求。
5、外观明显处不能有气纹、料花,产品一般不能有气泡。
6、产品的几何形状,尺寸大小精度应符合正式有效的开模图纸(或3D文件)要求,产品公差需根据公差原则,轴类尺寸公差为负公差,孔类尺寸公差为正公差,顾客有要求的按要求。
7、产品壁厚:产品壁厚一般要求做到平均壁厚,非平均壁厚应符合图纸要求,公差根据模具特性应做到-0.1mm。
8、产品配合:面壳底壳配合——表面错位小于0.1mm,不能有刮手现象,有配合要求的孔、轴、面要保证配合间隔和使用要求。
二、模具外观1、模具铭牌内容完整,字符清晰,排列整齐。
2、铭牌应固定在模脚上靠近模板和基准角的地方。
铭牌固定可靠、不易剥落。
3、冷却水嘴应选用塑料块插水嘴,顾客另有要求的按要求。
4、冷却水嘴不应伸出模架表面。
5、冷却水嘴需加工沉孔,沉孔直径为25mm、30mm、35mm三种规格,孔口倒角,倒角应一致。
6、冷却水嘴应有进出标记。
7、标记英文字符和数字应大于5。
8、位置在水嘴正下方10mm处,字迹应清晰、美观、整齐、间距均匀。
9、模具配件应不影响模具的吊装和存放。
安装时下方有外露的油缸、水嘴,预复位机构等,应有支撑腿保护。
10、支撑腿的安装应用螺钉穿过支撑腿固定在模架上,过长的支撑腿可用车加工外螺纹柱子紧固在模架上。
11、模具顶出孔尺寸应符合指定的注塑机要求,除小型模具外,不能只用一个中心顶出。
12、定位圈应固定可靠,圈直径为100mm、250mm两种,定位圈高出底板10~20mm。
模具零件公差和表面粗糙度(企业标准选用适度)1.适用范围:本标准规定了注塑模具零件尺寸公差和表面粗糙度的选用和控制要求,用于指导本企业模具设计、加工和质量检测,可作用为三坐标检测的合格判定。
凡顾客对模具设计制造提出具体规定的,按顾客的标准执行。
2.引用标准:GB/T 1800 公差与配合GB/T 1031 表面粗糙度参数及其数值GB/T 131 机械制图表面粗糙度符号,代号及其注法GB/T 14486 工程塑料模塑塑料件尺寸公差GB/T 12554 塑料注射模技术条件3.基本规定3.1 模具尺寸和形位公差的一般规定3.1.1模具零件的尺寸公差按IT6~IT8级选用。
附录A:模具零件适用标准公差数值表3.1.2基于制品塑料材料的成形特性和非刚性体的特点,塑件的规定尺寸公差带较宽,模具成型表面的尺寸公差原则上按IT7级选用,同时要按满足制品壁厚公差要求进行校核。
附录B:常用工程塑料件尺寸公差表。
3.1.3模具零件的尺寸标注遵循独立原则,形位公差按尺寸公差的1/2~1/3选取,特殊要求在图样上标注。
3.1.4模具零件的未注公差根据模具单件生产的要求和数控加工的经济精度水平另定,目前图纸公差值参照GB/T1804-2000规定的f级提高约30—50%。
3.2 模具零件的表面粗糙度3.2.1零件的工作表面加工的粗糙度按不同的工艺方法规定如下:3.2.2推杆配合孔的表面粗糙度为Ra0.83.2.3滑动配合和过渡配合面的粗糙度最低Ra1.63.2.4零件的避空面和模板正面非配合面粗糙度不低于Ra6.3;3.2.5粗加工表面粗糙度为Ra12.53.3.典型零部件的配合:3.3.1分型面的贴合度≥75%且接触点分布均匀,封口部分间隙小于塑料的溢料间隙。
3.3.2 型芯与座框配合要保证实际装配的位置精度,设计取H7/js6。
3.3.3推杆,推管的滑动配合取H7/f6。
3.3.4导柱和导套间的配合按最大实体取H7/f6或H8/f7。
第 1 页,共 4 页 A通用公差对应项目QC放用标准后模玉前模 BB 0/-0.01 A模玉外围±0.01 B 管位框中心C0/+0.02管位框大小D ±0.01 0/-0.02 原身管位-B0.02/+0.05EDM,CNC加工0/+0.02面 E PL-0.02/+0.05A G镶件孔 F按产品材料确定公差 B针孔(顶)镶E斜顶孔0/+0.02 行位槽G0/+0.02 铲基槽H0/+0.02 KI 0.00/+0.05擦)穿位碰(J F枕位 0/+0.02 ±0.01 0.00/+0.05DK 0/+0.02 镶件挂肩深度M ±0.20 ±0.50 运水孔中心±0.20 N±0.50 螺丝孔中心M0/+0.05 ±0.05 加工胶位CNC EN胶位0/+0.05 ±0.05 EDM加工胶位公差±0.03 省模后胶位G说明:C1.本公差标准仅适用于本司加工的模具零部件.外发加工不适用.2.如果图纸或客户文件另有公差要求,以图纸或客户文件要求的公差为准,QC不可使用本表中的放用标准.MODERN PRECISION PLASTICS & MOULD CO.,LTD.E现代精密塑胶模具(深圳)有限公司 G模具零件通用尺寸公差标准零件名称适用模具等级所有模具模玉制定日期修订日期 2.0版本号2007-8-1 2008-12-15第 2 页,共 4 页放用 QC 通用公差对应项目BB标准A CORE外形 0/-0.01B 镶件外形 0/-0.01AC 镶件外形 +0.02/+0.05D 镶件斜度±0.05°0~-0.10/+0.01 E顶针槽0/+0.01FG 挂肩高度 0/-0.010/+0.02 A0/+0.05 0/+0.02 F普通磨床加工胶位±0.05 尺寸加工胶位 CNC E±0.05 胶位加工胶位 EDM BB说明:BD1.本公差标准仅适用于本司加工的 E 模具零部件.外发加工不适用.GFE2.如果图纸或客户文件另有公差要求,以图纸或客户文件要求的公差为准,QC不可使用本表中的放用标 B准.BMODERN PRECISION PLASTICS & MOULD CO.,LTD.现代精密塑胶模具(深圳)有限公司BCB模具零件通用尺寸公差标准GBB零件名称 CORE/镶件适用模具等级所有模具C制定日期 2007-8-1 修订日期 2.0 版本号.第 3 页,共 4 页 B:深度对应项目通用公差QC放用标准0/+0.02 0/+0.03 A0/+0.02 0/+0.03KEBD D A0/-0.01 C 行位高度+0.01/-0.020/-0.01D 行位外围+0.01/-0.02 KAE 0/-0.01 镶件管位高度L+0.01/-0.02 FGF 0/-0.01镶件管位外围+0.01/-0.020/-0.01 F镶件外围+0.01/-0.02 GL C0/-0.01 压板宽度H +0.01/-0.020/-0.1 压板长度I -0.05/-0.1CJ 压板高度 +0.01/+0.02 +0.01/+0.03S0/-0.02 铲机外围K 0/-0.03 D0/-0.05 铲机高度L 0/-0.1O0/-0.01 斜顶M 0/-0.02QH+0.02/+0.10 斜顶NI0/-0.01 O 斜顶大小RP M0/-0.01 N P0/-0.05 导向块斜顶扣\P0/-0.01 斜顶扣Q0/+0.02SO 斜顶扣R 0/+0.01 JW:0/+0.020/-0.02 导向块S HT 导向块 +0.03/+0.050/-0.1U U耐磨板外围UV +0.02/+0.05耐磨板厚度SMODERN PRECISION PLASTICS & MOULD CO.,LTD.T 现代精密塑胶模具(深圳)有限公司USVP模具零件通用尺寸公差标准..本公差标准仅适用于本司加工的模具零部件: 1.说明外发加工不适用以图纸或客户文件要求的公差,如果图纸或客户文件另有公差要求 2.为零件名称行位\斜顶适用模具等级所有模具.,QC准不可使用本表中的放用标准制定日期 2007-8-1 修订日期版本号 2.02008-12-15.第 4 页,共 4 页通用公差对应项目C:框底与模 B胚背面高度 A 基准孔到框中心±0.01 +0.01/+0.03精框长宽尺寸B0/+0.02 C 框底到反面高度0/-0.02 A\B板总厚度D0/+0.02 C板高度E0/+0.05 F撑头高度±0.20G 限位柱高度DB回针长度H 0/+0.020/+0.02 I 顶针底板厚度A±0.01垃圾钉高度 JA:注. 1.未注公差按IQC模胚验收标准 2.模胚高度方向所有尺寸以框底拿数. 加工半)(3.本公差标准同样适用于外发全 ,以图纸或2.如果图纸或客户文件另有公差要求.客户文件要求的公差为准HGMODERN PRECISION PLASTICS & MOULD CO.,LTD.现代精密塑胶模具(深圳)有限公司FEI模具零件通用尺寸公差标准所有模具零件名称适用模具等级模胚J2.0制定日期 2007-8-1 修订日期版本号2008-12-15。
塑膠模具設計出圖公差和材質參考龍記模架:外形全部兩位小數材質:S50C 或S55C定位環LR:外直徑:兩位小數內直徑:一位小數高度:兩位小數模板挖孔大直徑:兩位小數 H=一位小數小直徑孔:一位小數 H=兩位小數SB灌嘴:大頭處模板上直徑∮:+0.05 、+0.1或者避空上面的DP定位:+0.02流出澆口:兩位小數小嘴處外直徑∮:-0.01在小脫料板上的孔∮:-0.005 或者-0.01長度:兩位小數材質:SKD61 HRC48-52等高螺絲XLG:可能會截短,尺寸全部一位小數一般采用標準件與模板Z軸避空7~10mm 用於USET和USTR兩板之間的活動脫斷膠頭。
用拉料針拉斷進膠料頭。
一般定位的DP:孔∮:+0.02 孔臺階H:兩位小數孔臺階∮:一位小數柱子∮:-0.01 -0.02 柱子臺階H:-0.02 臺階∮:-0.3、-0.2 總長:一位小數頂針改制材質:SKH51 HRC40-45重要定位的DP:位置公差±0.005孔∮:-0.005 或 -0.005 -0.010 最新:+0.005 孔臺階H:兩位小數孔臺階∮:一位小數柱子∮:-0.01 -0.02 柱子臺階H:-0.02 臺階∮:-0.3 總H:一位小數三板模小拉桿PBA:坐標位置兩位小數在前模上的孔∮:一位小數孔臺階H:一位小數孔臺階∮:一位小數在其餘:全部一位小數避空視情況而定看孔大小是否為整數以及避空參數判斷柱子∮:一位小數柱子臺階H:一位小數臺階∮:一位小數總H:一位小數材質:S50C小拉料針LP:位置無公差兩位小數在小脫料板上的孔∮:-0.005 最新:+0.005 其餘位置:避空一位小數如果直徑過小,在板上的孔∮用正公差:+0.01 +0.02柱子∮:-0.01 -0.02 柱子臺階H:-0.02 臺階∮:-0.3 總H:兩位小數注意可能會有不同形式的拉料桿材質:SKD61 HRC40-45前模小脫料板:長寬尺寸:兩位小數在USTR上的尺寸公差:+0.01在UDIE上:避空在模板上的槽深度-0.01材質:2510、SKD61 HRC48-52模板上的模仁框:無鎖緊塊地方:+0.005或+0.01 (深度-0.01,坐標高度+0.01)通框線割:+0.005 非通框CNC加工:+0.01有鎖緊塊地方:一位小數模仁上的入子框:中心位置公差:±0.005框的大小:長寬位置 +0.002 +0.004水口 PT1/8水道兩位小數:如∮8.10入子:總長寬方向加框□PL面公差 +0.003產品面:兩位小數位置公差:±0.005放料帶的谷區寬度:-0.01圓弧接圓弧的地方要標準中心位置坐標放電處:兩位小數角度:一般兩位小數臺階高度:-0.01套臺階入子處:+0.01臺階寬度:根據情況一位小數或兩位小數材質:VIKING HRC56-58五金件:重要位置:三位小數不重要位置:兩位、一位小數長寬高一般都需要標示出來,供檢測長寬封閉尺寸材質:SKD61 HRC48-52PL開閉器:后模孔∮:+0.02前模∮:攻絲臺階H:一位小數臺階∮:+0.2一般導柱、小導柱GP:孔∮:+0.020 +0.015 孔臺階H:兩位小數臺階∮:一位小數柱子∮:+0.015 +0.010 柱子臺階H:-0.1 -0.2 臺階∮:一位小數總H:±0.20材質: SUJ2 HRC58-62一般導套、小導套GB:柱子外孔∮:+0.010 +0.015(A)柱子內孔∮:+0.005 +0.010柱子臺階H:-0.20 臺階∮:-0.20或正整數無小數點總H:±0.20模板上孔∮:+0.020 +0.015 孔臺階H:兩位小數孔∮:一位小數材質: SUJ2 HRC58-620度塊:模板上外形位置單邊:+0.003厚度和高度:兩位小數外形寬度 -0.006 -0.002 凹槽 +0.006 +0.002 凸臺 -0.006 -0.002在模板上的單邊:+0.003材質:SKD11 HRC58-62后模料帶固定針:頂針改制,數據不變長度:一位小數在后模五金上的位置公差:±0.005 孔的∮:-0.005在前模五金件上的孔的∮:一位小數或 +0.1材質:SKH51 HRC58-60后模小頂針板島銷D01:在小頂針板上的孔∮:+0.005 位置:±0.005 臺階H:兩位小數孔臺階∮:一位小數切邊值:柱子:兩位小數模板上:兩位小數(或+0.02)在后模仁下墊塊的孔∮:-0.005 最新:+0.005 位置:兩位小數在模仁(五金)上的孔∮:避空一位小數柱子孔∮:-0.01 -0.02 柱子臺階∮:-0.3 臺階H:-0.02 總H:+0.01材質:SUJ2 HRC58-62圓頂針E:柱子∮:-0.01 -0.02 柱子臺階H:-0.02 臺階∮:-0.3 總H:兩位小數在小頂針板上的孔∮:避空一位小數在后模下入子墊塊:避空一位小數在五金件上頂料帶的孔∮:+0.02在入子處的直徑∮:-0.005 坐標位置:兩位小數材質:SKH51 HRC59-61 HRC58-60 鍍硬鑼帶肩圓頂針:總長度:+0.01 或+0.005 +0.002肩處直徑∮:-0.05肩高度:一位小數或無小數點過渡處標注 R在入子處的直徑∮:-0.005扁頂針:長度:+0.01 或+0.005 +0.002扁處長寬:-0.005過渡處標注 R其他:頂針改制材質:SKH51 HRC58-60回針RP:孔∮:-0.005 或 -0.005 -0.010 孔臺階H:兩位小數孔臺階∮:一位小數柱子∮:-0.025 -0.030 、-0.015~-0.025 柱子臺階H:-0.02 臺階∮:-0.2 或-0.3 總H :+0.03 +0.02 材質:SUJ2 HRC58-62頂板島銷孔EGP:柱子:直徑∮:-0.020 -0.025 臺階∮:一位小數臺階高度:一位小數總長:±0.20柱子配合的模板上的孔直徑∮:-0.010 -0.020套:內孔∮:+0.005 +0.010 基準直徑為外孔外孔∮:-0.03 -0.05 和 -0.20 -0.30 中間的∮:無小數點總長:±0.20套配合的模板孔直徑∮:-0.020 -0.030 和 -0.03 -0.05 和一位小數SUP柱子:柱子∮:一位小數 H:+0.20 +0.15 建議公差:+0.05~+0.10材質:S50CSTP限位柱:全部一位小數材質:S50CKO柱子:全部一位小數材質:S50C垃圾釘:厚度兩位小數。
注塑模具工程图“公差”规范第一部分:配合公差部分备注:重复配合部分,不重复说明(精度到千分位0.001)一、定位圈:与浇口套配合(实际按三维是否需要):H9/f9与T上固定板配合(小径):H9/f9二、浇口套:与T上固定板配合:H7/m6(过渡)与R脱料板配合:锥度配合,采用基本尺寸三、T上固定板:与部分拉料针配合:H7/f6与导柱配合:H7/m6 ,其中导套与导柱配合:导柱固定端与模座之间一般采用H7/m6或H7/k6的过度配合,导柱的导向部分通常采用H7/f7或H8/f7的间隙配合。
四、R脱料板:与部分拉料针配合:H7/g6五、侧面限位拉板:与侧圆柱定位销配合:N7/h6(略紧)六、A母模板:与侧圆柱定位销配合:H7/h6(略松)与模仁配合:H7/m6与零度定位块:K7 ,其中槽深公差:+0.1mm与导套配合:H7七:S活动板:与模仁配合:H7/m6与零度定位块:K7 ,其中槽深公差:+0.1mm与导套配合:H7八、B母模板:与模仁配合:H7/m6与导套配合:H7与EF板的中托司导套配合:H7九、E上顶针板:与导套(中托司)配合:H7 ,其中导套与导柱配合:间隙配合(标准)与回针配合:十、F下顶针板:与垃圾钉配合:H7/p6顶针孔深度公差:-0.01与中托司孔位配合:K7十一、斜导柱、侧滑块:与导滑槽配合:H8/f8;与成型部分接触,防止溢料,采用H8/f7或H8/g7;十二、顶针:与模架(或模仁)配合:H8/f8(直径大、材料流动性差);反之H8/f7与型芯配合(八连管盖)配合:H5/g6十三、尼龙拉钉:与之相配合的孔位,均给配合:H7十四、键:键公差:h8与键槽轴的配合:H9(松)/N9(正常)/P9(紧)与毂(gu)的配合:JS9十五、轴承:与模架配合:M7与轴配合:k6第二部分:几何公差部分一、各块模板:平面度:0.015mm侧边与平面垂直度:0.01mm上下平行度:0.01mm模仁配合侧边与平面垂直度:0.01mm孔:位置度0.015mm二、顶针、复位杆等长轴类:直线度:0.01mm圆度:0.01mm同轴度:0.015mm三、定位圈:面轮廓度:0.01mm四、带锥度型芯:面轮廓度:0.01mm,2个锥度标注一个直径尺寸同轴度:0.015mm第三部分:技术要求部分模仁的技术要求:1.工件除模具成型部位外,其余锐边均须倒圆角:R1;2.工件中所有的公差孔以及公差尺寸边的粗糙度为Ra1.6;上下两面须磨加工;3.工件中外形定位面应保证其与基准C的相互垂直以及其对应边与基准A、B的相互平行;4.未注尺寸公差为IT13级,未注圆角为R1;5.模具成型部位及四周10度斜面须抛光,抛光后粗糙度为Ra0.4,抛光加工时请勿刮伤其余工件表面;6.材料粗加工单边须留0.8-1mm余量,粗加工后工件淬火热处理,硬度至48-52HRC,热处理后再精加工到图纸尺寸;7.其余未注尺寸请参照三维图或咨询设计人员。
标准书发行封页最新修订内容核准:审查:担当:变更履历表标准书分类标准书名称页码1/5 规范塑料模具设计公差表制/修订日期XXXX/10/17 1目的:1.1. 为了统一加工标准,使公差标准合理化。
2范围:2.1. 适用于光宝(广州)精密模具有限公司塑料模具设计、检测。
3定义:无4权责:4.1. 设计人员按此标制图面,现场按此标准加工,品管按此标准检验。
5作业程序:5.1. 模仁孔穴的配合公差:针对流动性一般材质,如ABS,ABS+PC,POM等,公差定义如下:(如遇PS、PP、PA等流动性好的材质,则公差需更严格。
)定配部分1、备料的模仁及入子长和宽尺寸采用h5级基轴制,高度方向公差+0.05/-0.02、配合方入子孔公差采用G6级;入子沉头孔深度公差为+0.02/-0.00;入子沉头高度公差为+0.00/-0.023、圆入子孔小于等于∅30的公差为+0.01/-0.00;大于∅30公差采用G6级滑配部分1、斜销厚度各宽度尺寸采用基轴制h5级;斜销孔为F6级公差2、顶针公差(包括扁销、双节顶针、套筒顶针、圆入子)按供货商提供之标准制定,顶针孔公差为+0.01/-0.003、线割位置公差+0.01/-0.014、传统螺丝加工尺寸+0.1/-0.1 ; 水孔加工尺寸+0.2/-0.2 ;标准书分类标准书名称页码2/5 规范塑料模具设计公差表制/修订日期XXXX/10/175.2.插、靠破配合公差:5.2.1. 靠破部位: 公母模仁+0.01/-0.01,斜销靠破面+0.01~+0.03,镶针靠破面+0.01~+0.035.2.2. 插破部位:5.2.2.1. 一般塑料材质(ABS、PC...)公差为+0.01/+0.00;-0.00/-0.015.2.2.2. 加玻璃纤维的模具公差为+0.02+0.01,-0.01/-0.025.2.2.3. PET和PBT的模具公差+0.005/+0.00,-0.00/-0.005ABS、PC料... ABS+GF、PA+GF料... PET、PBT、PP料...图一图二图三5.3.模仁料的公差定义:5.3.1.模仁光料:5.3.1.1要求各供货商提供光料加工与检测标准(模仁六面加工公差、模仁平面度、模仁垂直度、粗造度)及出厂检验报告与保证。