§51机械图样中的技术要求.pptx
- 格式:pptx
- 大小:2.97 MB
- 文档页数:31
第五节机械图样中的技术要求一、极限与配合二、形状与位置公差三、表面结构的图样表示法一、极限与配合现代化大规模生产要求零件具有互换性,即从同一规格的一批零件中任取一件,不经修配就能装到机器或部件上,并能保证使用要求。
零件的互换性是机械产品批量化生产的前提。
零件的互换性是通过尺寸公差来实现的,下面简要介绍国家标准《极限与配合》的基本内容。
1. 尺寸公差2. 配合3. 配合制4. 极限与配合的标注与查表1. 尺寸公差在实际生产中,零件的尺寸不可能加工得绝对准确,而是允许零件的实际尺寸在一个合理的范围内变动。
这个允许尺寸的变动量就是尺寸公差,简称公差。
下面介绍与尺寸公差相关的若干术语2. 配合基本尺寸相同的,相互结合的孔和轴公差带之间的关系称为配合。
根据使用要求不同,孔和轴之间的配合有松有紧。
例如轴承座、轴套和轴三者之间的配合,轴套与轴承座之间不允许相对运动,应选择紧的配合,而轴在轴套内要求能转动,应选择松动的配合。
国家标准规定配合分为三类:3. 配合制4. 极限与配合的标注与查表(3)极限偏差值的查表方法示例[例8-5]查表写出φ18H8/f7和Φ14n7/h6的偏差数值,并说明属于何种配合制度和配合类别。
φ18H8/f7为基孔制间隙配合Φ14N7/h6为基轴制过渡配合查表求φ18H8、φ14N7两孔的极限偏差查表求φ18f7、φ14h6两轴段的极限偏差二、形状与位置公差1.基本概念2.形位公差的代号画法3.形位公差的标注与识读4.形位公差识读举例1.基本概念零件加工过程中,不仅会产生尺寸误差,也会出现形状和相对位置的误差。
如左图所示的销轴,除了注出直径的公差外,还标注了圆柱轴线的形状公差“直线度”,它表示圆柱实际轴线应限定在0.06的圆柱体内。
又如右图所示,箱体上两个安装齿轮轴的孔,如果两孔轴线歪斜太大,将影响一对齿轮的啮合传动。
为了保证齿轮的正常啮合,必须标注位置公差“垂直度”。
,图中代号表示:水平孔的轴线必须位于距离0.05,且垂直于铅垂孔的轴线的两平行平面之间。
7.4 零件图的技术要求7.4 零件图的技术要求7.4.1 表面粗糙度1.表面粗糙度的概念无论用何种方法加工的表面,都不会是绝对光滑的,在显微镜下可看到表面的峰、谷状(如图7–18所示)。
表面粗糙度是指零件加工表面上具有的较小间距和峰、谷组成的微观几何形状特性。
表面粗糙度是评定零件表面质量的一项技术指标,它对零件的配合性质、耐磨性、抗腐蚀性、接触刚度、抗疲劳强度、密封性和外观等都有影响。
图7-18 表面粗糟3.表面粗糙度代号4.表面粗糙度符号(代号)在零件图上的标注方法(1)同一零件图中,每个表面一般应标注一次表面粗糙度代(符)号。
(2)粗糙度符号的尖端必须从材料外指向材料表面,既不脱离也不超出所指表面。
(3)粗糙度代(符)号一般应标注在可见轮廓线、尺寸线、尺寸界线或引出线上,并尽量标注在有关的尺寸线附近,如图7–19(a)所示。
(4)代(符)号及数字的方向如图7–19(a)、(b)所示;带有横线代(符)号的注法如图7–19(b)所示。
图7–19 表面粗糙度符(代)号的标注方法(5)当零件所有表面具有相同的表面粗糙度时,可将代(符)号统一标注在图样的右上角;当零件的大部分表面具有相同的粗糙度要求时,对其中使用最多的一种代(符)号也可以统一标注在图样的右上角,并加注“其余”两字。
凡统一标注的代号及文字高度均为图形上所注代号及文字高度的1.4倍,如图7–19(a)。
(6)零件上连续表面及重复要素(槽、齿等)表面,其表面粗糙度代(符)号只标注一次。
(7)零件上同一表面有不同的表面粗糙度要求时,须用细实线画出其分界线,并分别注上相应的尺寸和表面粗糙度代号。
7.4.2 公差与配合在成批量生产、装配机器时,要求一批相配合的零件只要按图样加工出来,不经选择而装配,就能达到设计要求和使用要求。
零件间的这种性质称为互换性。
零件具有互换性后,大大简化了零、部件的制造和维修工作,使产品的生产周期缩短,生产率提高,成本降低。
机械图纸-技术要求汇总一般技术要求1. 零件去除氧化皮。
2. 零件加工表面上,不应有划痕、擦伤等损伤零件表面的缺陷。
3. 去除毛刺飞边。
热处理要求1. 经调质处理,HRC50~55。
2. 零件进行高频淬火,350~370℃回火,HRC40~45。
3. 渗碳深度0.3mm。
4. 进行高温时效处理。
公差要求1. 未注形状公差应符合GB1184-80的要求。
2. 未注长度尺寸允许偏差±0.5mm。
3. 铸件公差带对称于毛坯铸件基本尺寸配置。
零件棱角1. 未注圆角半径R5。
2. 未注倒角均为2×45°。
3. 锐角/尖角/锐边倒钝。
装配要求1. 各密封件装配前必须浸透油。
2. 装配滚动轴承允许采用机油加热进行热装,油的温度不得超过100℃。
3. 齿轮装配后,齿面的接触斑点和侧隙应符合GB10095和GB11365的规定。
4. 装配液压系统时允许使用密封填料或密封胶,但应防止进入系统中。
5. 进入装配的零件及部件(包括外购件、外协件),均必须具有检验部门的合格证方能进行装配。
6. 零件在装配前必须清理和清洗干净,不得有毛刺、飞边、氧化皮、锈蚀、切屑、油污、着色剂和灰尘等。
7. 装配前应对零、部件的主要配合尺寸,特别是过盈配合尺寸及相关精度进行复查。
8. 装配过程中零件不允许磕、碰、划伤和锈蚀。
9. 螺钉、螺栓和螺母紧固时,严禁打击或使用不合适的旋具和扳手。
紧固后螺钉槽、螺母和螺钉、螺栓头部不得损坏。
10. 规定拧紧力矩要求的紧固件,必须采用力矩扳手,并按规定的拧紧力矩紧固。
11. 同一零件用多件螺钉(螺栓)紧固时,各螺钉(螺栓)需交叉、对称、逐步、均匀拧紧。
12. 圆锥销装配时应与孔应进行涂色检查,其接触率不应小于配合长度的60%,并应均匀分布。
13. 平键与轴上键槽两侧面应均匀接触,其配合面不得有间隙。
14. 花键装配同时接触的齿面数不少于2/3,接触率在键齿的长度和高度方向不得低于50%。
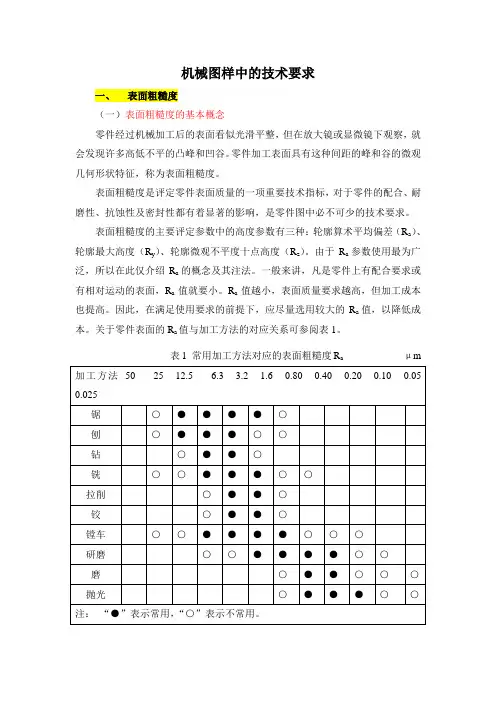
机械图样中的技术要求一、表面粗糙度(一)表面粗糙度的基本概念零件经过机械加工后的表面看似光滑平整,但在放大镜或显微镜下观察,就会发现许多高低不平的凸峰和凹谷。
零件加工表面具有这种间距的峰和谷的微观几何形状特征,称为表面粗糙度。
表面粗糙度是评定零件表面质量的一项重要技术指标,对于零件的配合、耐磨性、抗蚀性及密封性都有着显著的影响,是零件图中必不可少的技术要求。
表面粗糙度的主要评定参数中的高度参数有三种:轮廓算术平均偏差(R a)、轮廓最大高度(R y)、轮廓微观不平度十点高度(R z)。
由于R a参数使用最为广泛,所以在此仅介绍R a的概念及其注法。
一般来讲,凡是零件上有配合要求或有相对运动的表面,R a值就要小。
R a值越小,表面质量要求越高,但加工成本也提高。
因此,在满足使用要求的前提下,应尽量选用较大的R a值,以降低成本。
关于零件表面的R a值与加工方法的对应关系可参阅表1。
表1 常用加工方法对应的表面粗糙度R aμm(二)表面粗糙度代号及其注法:基本符号,表示表面可用任何方法获得,单独使用这符号是没有意义的。
:表示表面粗糙度是用去除材料的方法获得。
例如:车、铣、钻、磨、剪切、抛光、电火花加工等。
:表示表面粗糙度是用不去除材料的方法获得。
例如:铸、锻、冲压变形、热轧、冷轧、粉末冶金等。
H=1.4h(h为字高)在同一图样上,每一表面一般只注一次符合、代号,并尽可能靠近有关的尺寸线。
表面粗糙度符号、代号应注在可见轮廓线、尺寸界线、引出线或它们的延长线上。
符号的尖端必须从材料外指向材料表面。
表面粗糙度高度参数轮廓算数平均偏差Ra值的标注如下:Ra值单位:微米:用任何方法获得的表面,Ra的最大允许值为3.2μm:用去除材料的方法获得的表面,Ra的最大允许值为3.2μm:用不去除材料的方法获得的表面,Ra的最大允许值为3.2μm二、极限与配合(一)基本概念1.零件的互换性从一批相同零件中任取一件,不经修配就能装到机器上并保证使用要求,零件的这种性质称为互换性。
产品图样技术要求一览表一、一般技术要求制件去除表面氧化皮;制件不得有划痕、擦伤等损伤零件表面的缺陷;去除毛刺飞边;锐角倒钝;未注倒角均为0.5×45%%d;未注越程槽均为1.2×0.3;表面平整无毛刺;二、未注公差技术要求(金属件)未注公差尺寸的极限偏差按GB/T 1804-m;未注形位公差按GB/T 1184-K;未注长度尺寸允许偏差±0.5;三、表面处理技术要求表面镀白(黑)锌处理;表面喷漆(喷塑)处理;表面发黑处理;表面电泳处理;表面镀铬处理;表面抛光处理;表面滚花,直纹(网纹)m=0.4 GB/T 6403.3;四、热处理技术要求制件氮化450-480HV;制件毛坯须调质处理220-260HB;制件调质处理30-35HRC;制件高频淬火45~50HRC;制件渗碳处理,深度>0.1;制件进行高温回火处理;制件整体淬火40-45HRC;五、铸件技术要求1、压铸件技术要求未注公差尺寸的极限偏差按GB/T 1804-m;未注形位公差按GB/T 1184-K;未注倒角均为0.5×45%%d;未注壁厚2.5;未注筋板1.5~2;未注过渡圆角R0.5-R2;未注脱模斜度≤1%%d;制件饱满光洁、无气孔、缩松、裂纹、夹渣、缺料等缺陷;各脱模顶料推杆压痕均应低于该制件表面0.2;制件要求符合GB/T 15114《铝合金压铸件》标准规定;表面喷漆(喷塑)处理,不得污染到已加工表面;加工表面在表面处理后加工,加工后涂油保护;未注尺寸参照三维造型;制件表面处理及其它要求按客户定;2、砂型铸造技术要求未注铸造圆角R5-10;铸件应彻底清砂,浇冒口应清除平整;铸件需人工时效;铸件不得有砂眼、气孔、缩松、裂纹等缺陷;粗加工后应再次进行人工时效;不加工表面涂底漆;六、冲压件技术要求制件未注公差尺寸的极限偏差按GB/T 15055-m;制件未注形位公差按GB/T 13916-2级;制件不得有裂纹或缺损;制件表面平整,不得有沟痕、碰伤等损坏表面,降低强度及寿命的缺陷;去除边角毛刺;表面处理:七、塑料件技术要求未注公差尺寸的极限偏差按GB/T 14486-MT6级;制件应饱满光整、色泽均匀;无缩痕、裂纹、银丝等缺陷;浇口、溢边修剪后飞边≤0.3,且不得伤及本体;未注壁厚3;未注筋板1.5~2;表面打光(喷砂)处理;未注过渡圆角取R0.3~R1,脱模斜度≤0.3%%d;各脱模顶料推杆压痕均应低于该制件表面0.2;与对应装配结合面外形配合错位≤0.5;制件应进行时效处理;制件机械强度须符合GB 3883.1标准规定;制件内腔表面打上材料标记和回收标志;未注尺寸参照三维造型;制件表面处理及其它要求由客户定;八、焊接件技术要求未注公差线性及角度尺寸的极限偏差均按GB/T 19804-B级;未注形位公差按GB/T 19804-F级;焊缝应均匀平整,焊渣清理干净;焊缝应焊透,不得烧穿及产生裂纹等影响机械性能的缺陷;九、各类零、部件技术要求1、齿轮(齿轴)技术要求未注公差尺寸的极限偏差按GB/T 1804-m;未注形位公差按GB/T 1184-K;制件毛坯须调质220~260HB;制件材料的化学成分和力学性能应符合GB/T 3077的规定;齿面接触斑点:按齿高不小于40%,按齿长不小于50%;齿面高频淬火回火至49-52HRC;制件表面不应有锈迹、裂纹、灼伤等影响使用寿命的伤痕及缺陷;最终工序热处理表面不得有氧化皮;2、一般轴芯(无铣齿)技术要求未注公差尺寸的极限偏差按GB/T 1804-m;未注形位公差按GB/T 1184-K;未注倒角均为0.5×45%%d;未注越程槽均为1.2×0.3;制件毛坯须调质220~260HB;尺寸%%c 档车正反两条螺旋槽,螺距10,深0.4;螺纹表面不允许有磕碰、乱扣、毛刺等缺陷;热处理:表面处理:3、包轴毛坯(一次成型)技术要求未注公差尺寸的极限偏差按GB/T 1804-m;未注形位公差按GB/T 1184-K;绝缘层应饱满光洁,无裂纹、气孔、缺料、杂质等缺陷;包轴毛坯:绝缘层%%c 档(注:指冲片配合档)与轴芯间应能承受50Hz,实际正弦波电压2500V历时1min不击穿,其余绝缘层档3750V历时1min不击穿;一次成型:铁芯与轴芯间应能承受50Hz,实际正弦波电压2500V历时1min不击穿,其余绝缘层档3750V历时1min不击穿;4、包轴(加工)技术要求未注公差尺寸的极限偏差按GB/T 1804-m;未注形位公差按GB/T 1184-K;塑层应饱满光洁,无裂纹、气孔、缺料、杂质等缺陷;塑层%%c 档(注:指冲片配合档)与轴芯间应能承受50Hz,实际正弦波电压2500V历时1min不击穿,其余塑层档3750V历时1min不击穿;制件磨加工后应烘干除水处理;5、转子技术要求未注公差尺寸的极限偏差按GB/T 1804-m;未注形位公差按GB/T 1184-K;绕组接线按转子绕线原理图;绕组绝缘漆应均匀充满绕组并充分固化,漆膜应均匀无气泡或裂痕;云母槽开深0.8~1,槽宽0.6,槽内不得残留云母片;绕组冷态绝缘电阻不低于50MΩ;装风叶后校动平衡,其精度应不低于G6.3级;去重不允许有冲片铣穿、残缺现象;铁芯外圆不加工,绝缘漆不得高出铁芯外圆,并不得有明显积瘤;铁芯与轴芯间应能承受50Hz,实际正弦波电压2500V,1min不击穿;绕组与铁芯间应能承受50Hz,实际正弦波电压1250V,1min不击穿;匝间绝缘应能承受1000Hz,峰值为2100V,历时3s不击穿;换向器与轴芯间应能承受50Hz,实际正弦波电压3750V,1min不击穿;应去除铁屑、铜粉、油污等杂质;铁芯外圆应涂透明淡金水防锈处理;6、定子技术要求绕组绕制整齐无松散;引线接头应牢固可靠且充分绝缘;绕组与铁芯间应能承受50Hz,实际正弦波电压1250V历时1min不击穿;匝间绝缘应能承受1000Hz,峰值为2100V,历时3s不击穿;绕组绝缘漆应均匀充满绕组并充分固化,漆膜应均匀无气泡或积瘤;铁芯表面不得有明显绝缘漆;7、定、转子铁芯技术要求未注公差尺寸的极限偏差按GB/T 1804-m;未注形位公差按GB/T 1184-K;冲片叠装应紧密可靠,片间无夹杂,表面及槽内无污物和油渍;冲片按同一冲制方向压装;冲片齿槽口整齐与转轴平行,误差不大于0.5;铁芯两端弹开度不大于0.5;8、定、转子冲片技术要求制件未注公差尺寸的极限偏差按GB/T 15055-m;制件未注形位公差按GB/T 13916-2级;制件应表面平整,完整无缺料;尖角处允许用R0.3过渡;制件毛刺不大于0.05(注:高速冲时不大于0.02);制件应不含油脂,剪切油不能用机油;9、绝缘纸技术要求表面不得有划痕、折痕;裁边不起毛;10、换向器技术要求未注公差尺寸的极限偏差按GB/T 1804-m;未注形位公差按GB/T 1184-K;外观完整,表面光滑,应无裂纹、毛刺、锈蚀、气孔、夹杂等缺陷;绝缘电阻:室温下内孔与换向片之间大于50MΩ;云母片厚度取0.5;换向片对换向器轴线偏斜度不大于云母片厚度的1/3;介电强度:片间承受频率50Hz,泄露电流为0.1mA,实际正弦波电压600V历时1s不击穿;换向片与内孔轴芯间承受频率50Hz,泄露电流为0.25mA,实际正弦波电压3750V 历时1min不击穿;试验与检验应符合JB/T 10107《电动工具换向器》标准要求;11、电缆线技术要求电缆线长度尺寸指工具电缆出口至插头的导线部分,不包括插头和插脚;软电缆应符合GB/T 5013《额定电压450V/750V及以下橡皮绝缘电缆》标准要求;聚氯乙烯电缆应符合GB/T 5023《额定电压450V/750V及以下聚氯乙烯绝缘电缆》标准要求;插脚与可触及插头表面的绝缘应能承受50Hz,实际正弦波电压3750V历时1min不击穿;制件还应符合GB 1002《家用和类似用途单相插头插座型式、基本参数和尺寸》和GB 2099《家用和类似用途插头插座》标准要求;12、开关技术要求未注公差尺寸的极限偏差按SJ/T 10628-7级;除本图要求的外形尺寸、功能、图形、文字外,试验和检验均应符合GB/T 22692《电动工具开关》标准要求;开关的使用性能应保证5万次无故障正常使用;13、电缆护套技术要求未注公差尺寸的极限偏差按GB/T 3672.1-2级;未注形位公差按GB/T 3672.2-M级;制件不得有缺料、破裂等缺陷。
一般技术要求1.零件去除氧化皮。
2.零件加工表面上,不应有划痕、擦伤等损伤零件表面的缺陷。
3.去除毛刺飞边。
热处理要求1.调质处理一般为低硬度,用布氏硬度表达,一般这样规定:调质处理250~280HBW。
2.零件高频淬火应该要求硬化层深度和表面硬度,没有必要规定回火温度。
3.零件进行渗碳处理应该要求渗碳深度和表面硬度两个指标。
4.对于要求变形的精密零件,进行去除应力的时效处理。
公差要求1.未注形状公差应符合GB1184-80的要求。
2.未注长度尺寸允许偏差±0.5mm。
3.铸件公差带对称于毛坯铸件基本尺寸配置。
零件棱角1.未注圆角半径R5。
2.未注倒角均为2×45°。
3.锐角/尖角/锐边倒钝。
装配要求1.各密封件装配前必须浸透油。
2.装配滚动轴承允许采用机油加热进行热装,油的温度不得超过100℃。
3.齿轮装配后,齿面的接触斑点和侧隙应符合GB10095和GB11365的规定。
4.装配液压系统时允许使用密封填料或密封胶,但应防止进入系统中。
5.进入装配的零件及部件(包括外购件、外协件),均必须具有检验部门的合格证方能进行装配。
6.零件在装配前必须清理和清洗干净,不得有毛刺、飞边、氧化皮、锈蚀、切屑、油污、着色剂和灰尘等。
7.装配前应对零、部件的主要配合尺寸,特别是过盈配合尺寸及相关精度进行复查。
8.装配过程中零件不允许磕、碰、划伤和锈蚀。
9.螺钉、螺栓和螺母紧固时,严禁打击或使用不合适的旋具和扳手。
紧固后螺钉槽、螺母和螺钉、螺栓头部不得损坏。
10.规定拧紧力矩要求的紧固件,必须采用力矩扳手,并按规定的拧紧力矩紧固。
11.同一零件用多件螺钉(螺栓)紧固时,各螺钉(螺栓)需交叉、对称、逐步、均匀拧紧。
12.圆锥销装配时应与孔应进行涂色检查,其接触率不应小于配合长度的60%,并应均匀分布。
13.平键与轴上键槽两侧面应均匀接触,其配合面不得有间隙。
14.花键装配同时接触的齿面数不少于2/3,接触率在键齿的长度和高度方向不得低于50%。