CMT焊接技术工作原理
- 格式:ppt
- 大小:1.37 MB
- 文档页数:7
CMT焊接目前国内外低热输入焊接新工艺CMT(cold metal transfer)一冷金属过渡焊是低热输入焊接工艺中的佼佼者,CMT技术是福尼斯公司开发的一种低热输入焊接工艺。
该技术在熔滴短路时电源输出电流几乎为零,同时焊丝回抽帮助熔滴脱落,实现熔滴“冷”过渡,大大降低了焊接过程的热输入。
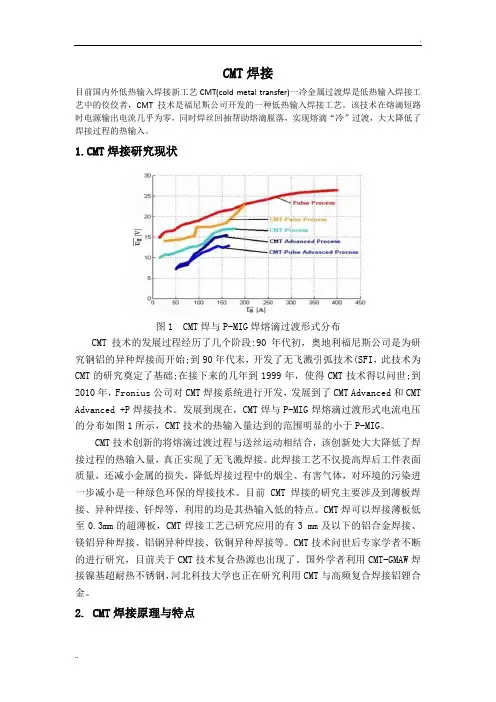
1.CMT焊接研究现状图1 CMT焊与P-MIG焊熔滴过渡形式分布CMT技术的发展过程经历了几个阶段:90年代初,奥地利福尼斯公司是为研究钢铝的异种焊接而开始;到90年代末,开发了无飞溅引弧技术(SFI,此技术为CMT的研究奠定了基础;在接下来的几年到1999年,使得CMT技术得以问世;到2010年,Fronius公司对CMT焊接系统进行开发,发展到了CMT Advanced和CMT Advanced +P焊接技术。
发展到现在,CMT焊与P-MIG焊熔滴过渡形式电流电压的分布如图1所示,CMT技术的热输入量达到的范围明显的小于P-MIG。
CMT技术创新的将熔滴过渡过程与送丝运动相结合,该创新处大大降低了焊接过程的热输入量,真正实现了无飞溅焊接。
此焊接工艺不仅提高焊后工件表面质量,还减小金属的损失,降低焊接过程中的烟尘、有害气体,对环境的污染进一步减小是一种绿色环保的焊接技术。
目前CMT焊接的研究主要涉及到薄板焊接、异种焊接、钎焊等,利用的均是其热输入低的特点。
CMT焊可以焊接薄板低至0.3mm的超薄板,CMT焊接工艺己研究应用的有3 mm及以下的铝合金焊接、镁铝异种焊接、铝钢异种焊接、钦铜异种焊接等。
CMT技术问世后专家学者不断的进行研究,目前关于CMT技术复合热源也出现了。
国外学者利用CMT-GMAW焊接镍基超耐热不锈钢,河北科技大学也正在研究利用CMT与高频复合焊接铝锂合金。
2. CMT焊接原理与特点CMT(冷金属过渡技术)的熔滴过渡形式是在短路过渡基础上开发的,普通的短路过渡过程如下:焊丝端部熔化形成熔滴,熔滴与熔池接触形成小桥,焊丝在小桥处爆断,短路时伴有大的电流和飞溅。
cmt焊接电弧温度CMT焊接电弧温度CMT焊接是一种独特的焊接过程,广泛应用于各种金属结构的制造和修复中。
在CMT焊接中,焊接电弧温度是一个重要的参数,直接影响焊接质量和效率。
本文将深入探讨CMT焊接电弧温度的相关知识。
一、CMT焊接的基本原理CMT焊接,即冷金属传输焊接(Cold Metal Transfer Welding),是一种通过短路电弧传输来实现焊接的方法。
与传统的MIG/MAG焊接不同,CMT焊接通过自动控制电弧的短路时间和短路电流来控制焊接材料的传输,从而实现高质量的焊接。
二、CMT焊接电弧温度的影响因素1. 焊接电流:焊接电流是影响焊接电弧温度的主要因素之一。
通常情况下,较高的焊接电流会导致较高的焊接电弧温度。
但是,在CMT焊接中,由于短路电流的控制,焊接电流对电弧温度的影响并不像传统焊接那样直接。
2. 焊接速度:焊接速度是影响焊接电弧温度的另一个重要因素。
较高的焊接速度会导致较低的焊接电弧温度,而较低的焊接速度则会导致较高的焊接电弧温度。
3. 焊接材料:不同的焊接材料对焊接电弧温度的影响也不同。
通常情况下,焊接材料的导热性越高,焊接电弧温度越低。
4. 焊接电弧长度:焊接电弧长度是指焊接电弧的长度,也是影响焊接电弧温度的因素之一。
较长的焊接电弧长度会导致较高的焊接电弧温度,而较短的焊接电弧长度则会导致较低的焊接电弧温度。
三、CMT焊接电弧温度的控制方法1. 调整焊接电流:通过调整焊接电流的大小,可以实现对焊接电弧温度的控制。
较高的焊接电流会导致较高的焊接电弧温度,而较低的焊接电流则会导致较低的焊接电弧温度。
2. 调整焊接速度:通过调整焊接速度,可以实现对焊接电弧温度的控制。
较高的焊接速度会导致较低的焊接电弧温度,而较低的焊接速度则会导致较高的焊接电弧温度。
3. 选择合适的焊接材料:选择导热性较低的焊接材料,可以实现对焊接电弧温度的控制。
导热性较低的焊接材料会导致较高的焊接电弧温度。
cmt技术方案
CMT技术方案是一种先进的焊接技术方案,它采用典型的直流脉冲焊接波形,具有低热输入、高能量利用率、低飞溅、高焊后工件表面质量、低金属损失等特点。
CMT技术方案的工作原理是通过精确控制焊接热输入和焊接
速度,实现对焊接过程的高效控制,同时采用先进的焊接工艺和材料,提高焊接质量和可靠性。
CMT技术方案的应用范围非常广泛,适用于各种金属材料的焊接,如不锈钢、碳钢、铝合金等。
在汽车制造业中,CMT技术方案被广泛应用于汽车
零部件的焊接,如车门、车架、发动机等部件的焊接。
此外,CMT技术方
案还可应用于建筑、电力、航空航天、船舶等行业的焊接领域。
CMT技术方案的优势在于其高效、高质量的焊接效果,能够大大提高生产
效率和产品质量。
同时,CMT技术方案还具有低烟尘、低有害气体排放等
特点,有利于环境保护和职业健康。
此外,CMT技术方案的适用范围广,
可以根据不同的材料和工艺要求进行定制化解决方案,满足不同领域的需求。
总之,CMT技术方案是一种高效、高质量、环保的焊接技术方案,具有广
泛的应用前景和市场需求。
通过不断的技术创新和应用拓展,CMT技术方
案将会在更多的领域得到应用和推广。
铝合金及镀锌钢的CMT焊接技术探讨摘要铝合金是一种广泛使用的材料,它的强度高、重量轻、导电性好,同时具有防腐蚀和散热的特性。
而镀锌钢具有防腐蚀性和较高的硬度。
CMT焊接技术是目前使用最广泛的焊接技术之一,它是一种先进的熔焊技术,可用于铝合金和镀锌钢的连接。
本文探讨了铝合金及镀锌钢的CMT焊接技术的原理、参数选择、工艺流程、焊接质量控制等方面的内容,为实际生产应用提供了参考。
关键词:铝合金、镀锌钢、CMT焊接技术、参数选择、焊接质量控制正文1. CMT焊接技术的原理CMT(Cold Metal Transfer)焊接技术是一种基于熔滴传输的高效熔焊技术,因其低热输入、低氧化和稳定的电弧特性而受到广泛关注。
在CMT焊接过程中,液态焊金由电极进行输送,实现了焊接材料的高效利用,从而降低了成本。
同时,CMT焊接技术还能够实现高品质的焊缝,具有较高的抗拉强度和疲劳强度等优点。
2. 焊接参数选择2.1 电焊机电流选择铝合金和镀锌钢的焊接需要选择适当的焊接电流。
一般而言,铝合金的焊接电流应选择较小的值,以避免发生氧化现象;而镀锌钢则需要选择较大的电流,以确保熔金能够充分侵入母材,达到良好的焊接效果。
2.2 喷丝电流选择喷丝电流也是CMT焊接过程中非常重要的参数之一。
喷丝电流的大小直接影响熔池的大小和形态,因此需要根据实际焊接材料的要求进行调整。
一般来说,铝合金需要选择较小的喷丝电流,从而避免熔池的过大;而镀锌钢则需要选择较大的喷丝电流,以确保熔池能够充分填充焊缝。
2.3 送丝速度选择送丝速度对焊接质量也有较大的影响。
送丝速度过快会导致熔池过大,影响焊缝质量;送丝速度过慢则会导致熔池过小,焊接效果不佳。
因此,选择适当的送丝速度是确保焊缝质量的关键。
3. 工艺流程CMT焊接技术的工艺流程较为简单,通常包括装枪、点焊、倍率、封闭等几个步骤。
具体而言,首先需要安装合适的焊枪,然后进行点焊,确定焊接位置;接着进行倍率,即用喷丝电弧完成焊缝的填充;最后进行封闭,即用较小的喷丝电流加强焊缝边缘的熔池,使其更加稳定。
CMT焊接工艺及其应用一、冷金属过渡(CMT)焊概述:1、意义:冷金属过渡技术 (CMT)是近年来焊接工艺的一次突破,其创造性地将焊丝运动与熔滴过渡过程相结合,实现了低能耗、高品质的焊接。
2、特点:(1)、良好的电弧稳定性:CMT焊接系统送丝过程受控并且和电弧过程相结合,可以机械检测弧长并快速调节,这使得CMT的电弧非常的稳定。
(2)、精确的能量输入控制:CMT技术实现了无电流状态下的熔滴过渡。
当短路电流产生,焊丝即停止前进并自动地回抽。
在这种方式中,电弧自身输入热量的过程很短,短路发生,电弧即熄灭,热输入量迅速地减少,可以获得最低能量的输入。
(3)、优异的搭桥能量输入:CMT技术具有优异的电弧稳定性和精确的低能量输入,具有优异的搭桥能力,对装配间隙和错边的要求低,根焊焊道也可以获得很好的的背面成型(4)、更快的焊接速度:CMT过渡的频率高达60—70 Hz,焊丝主动回抽促进熔滴的脱落,焊接速度可达450—600 mm/min,能够明显地提高焊接效率。
3、应用:(1)、材料应用领域:CMT技术拥有广泛的应用领域。
几乎可以应用与所有已知的材料。
(2)、行业应用:机车制造行业、航天领域、桥梁和钢结构。
二、CMT工艺原理及设备:2.1、CMT工艺原理:(1)、数字式焊接控制系统感知电弧生成的开始时间,自动降低焊接电流,直到电弧熄灭,并调节脉冲式的焊丝输送,这种脉冲式焊丝输送有效改善了焊丝熔滴的过渡。
(2)、在熔滴从焊丝上滴落之后,数字控制系统再次提高焊接电流,并进一步将焊丝向前送出。
之后重新生成焊接电弧,开始新一轮的焊接过程。
(3)、或者说系统监测到一个短路信号,就会反馈给送丝机,送丝机作出回应回抽焊丝,从而使得焊丝与熔滴分离,使熔滴在无电流状态下过渡(70HZ)。
2.2、CMT与传统短路焊接工艺比较:CMT焊与普通 GMAW 有三个最大的不同:(1)、将焊丝运动与焊接过程相结合:在焊丝前行过程中,一旦数字过程控制器检测到短路电流,便控制送丝机构回焊丝,以促成焊丝与熔滴的分离。
新型绿色环保焊接技术——CMT焊接技术摘要CMT冷金属过度焊接技术是在MIG/MAG焊的基础上开发的一种革新技术,第一次将送丝运动与熔滴过渡过程进行数字化协调,使熔滴过渡在几乎无电流的状态下进行。
CMT焊接波形控制呈现典型的直流脉冲特征,焊接时热输入较低,这样可有效减小热输入,提高对能量的利用率,并有效地消除飞溅,提高焊后工件表面质量,减小金属的损失,焊接过程中低烟尘,有害气体少,对环境的污染进一步减少,是一种绿色环保的焊接技术。
本文介绍了CMT焊接技术的工作原理,工艺流程,以及技术特点,并举例说明其发展应用状况。
关键词:CMT冷金属过渡焊接技术;熔滴过渡;无飞溅焊接;送丝运动;薄板焊接目录目录摘要 (I)目录 (II)1 绪论 (1)1.1引言 (1)2 CMT焊接技术的工作原理 (1)2.1MIG/MAG焊接技术简介 (1)2.2CMT焊技术简介 (2)3 CTM系统的组成 (3)4 CMT焊接的技术特点 (4)4.1CMT技术的主要特点 (4)4.1.1 送丝系统 (4)4.1.2 熔滴过渡时电压和电流 (5)4.1.3 焊丝的回抽运动帮助熔滴脱落 (5)4.2CMT焊较其他焊接技术的优势 (6)4.2.1 CMT焊接MIG/MAG焊的优势 (6)4.2.2 CMT钎焊工艺和激光钎焊工艺的比较 (7)5 CMT焊接技术的应用和前景 (8)5.1CMT和脉冲混合过渡技术 (8)5.2CMT在机械工程行业的应用前景 (8)6 全文总结 (9)参考文献 (10)1 绪论1.1引言随着全球资源与环境保护问题的日趋严峻,开发和研究新型绿色环保焊接方法已经非常迫切。
当今世界,汽车工业也正朝着节能、环保和安全的方向发展,而节能又是其中的核心问题。
节能的有效措施便是降低汽车自重,即汽车轻量化。
汽车用的铝合金和钢的混合结构轻量化可提高燃料的有效使用并有效控制空气污染,因此钢和铝合金的有效连接受到重视[1]。
cmt焊接技术一、引言随着工业技术的不断发展和人们对高品质产品的需求不断提高,焊接技术作为一种常见的金属连接方式,在现代工业生产中占有重要地位。
而其中的cmt(Cold Metal Transfer)焊接技术,由于其高效、高质、环保等诸多优点,成为了焊接技术领域的一种新宠。
本文旨在介绍cmt焊接技术的原理、特点、应用及发展前景等相关内容。
二、cmt焊接技术的基本原理cmt焊接技术是一种反向短脉冲焊接技术。
它通过控制焊丝的进给速度,采用短周期中断焊丝电弧的方式,将焊丝熔化后送入焊缝处,从而实现金属材料的连接。
该技术的独特之处在于,它能够在低温、低压力和低能量输入的条件下完成熔池的形成,因此被称为“冷金属转移”(Cold Metal Transfer)。
cmt焊接技术的原理如图1所示。
图1 cmt焊接技术原理示意图三、cmt焊接技术的特点1、高效cmt焊接技术采用短脉冲的方式进行焊接,高速往返的电弧能够使焊丝的熔化速度和熔池的稳定性得到极大提高,从而完成更加高效的焊接工作。
2、高质cmt焊接技术在焊接过程中,由于电弧间断和自动控制技术的应用,焊缝处产生的熔渣及气孔等缺陷得到了充分抑制,从而大幅度提高了焊缝的质量和可靠性。
3、环保cmt焊接技术采用的短周期中断焊丝电弧的方式,在焊接过程中产生的飞溅和烟尘等有害物质明显减少,从而有效减少了对环境的污染。
4、适应性强由于cmt焊接技术可以在低能量输入的条件下完成焊接,因此它适用于各种金属材料、不同厚度的工件的焊接,使得焊接应用更加广泛。
5、操作简便cmt焊接技术采用数字化控制系统,可以通过触摸屏进行操作,并可根据焊接要求自动选择并控制焊接参数,操作过程简单方便。
四、cmt焊接技术的应用cmt焊接技术的应用非常广泛,可以用于汽车、航空、船舶、建筑、电力、电子、冶金等各种领域。
具体来说,cmt焊接技术可以用于以下几个方面:1、汽车制造汽车制造是cmt焊接技术的主要应用领域之一。
关于二氧化碳焊颗粒过渡焊接的说法在金属制造行业中,焊接无疑是最常见的连接方法之一。
然而,随着技术的不断发展和创新,焊接方法也不断得到改进,其中二氧化碳焊颗粒过渡焊接就是一种比较新的焊接方法。
二氧化碳焊颗粒过渡焊接(简称CMT)是由奥地利的Fronius公司开发的一种电弧焊接方法,其独特之处在于该方法通过将电弧焊接和机械化焊接(打磨和抛光)组合在一起,可以在焊接金属时实现高精度、高速度和高品质的连接。
CMT焊接的工作原理是将铝、铜、镁等高导电率的材料和低导电率的钢、不锈钢等进行焊接。
它利用交变电源来产生高频率相反的温度变化,从而使焊接处达到熔点和晶须消失。
在焊接过程中,通过机械振动控制电弧焊接,使电弧焊接形成的“颗粒”与焊接处形成过渡焊接,从而有效地避免了传统焊接方法中的熔陷、翘曲和裂口等缺陷。
CMT焊接的优点不仅仅在于其高效、高精度和高品质的焊接效果,还在于其相对于传统焊接方法的“绿色”特点。
与传统焊接方法相比,CMT焊接所需的能量更少,产生的废气也更少,同时焊接速度更快,从而降低了碳排放和能源耗费。
需要注意的是,CMT焊接虽然技术上比较先进,但在实践中也需要掌握一定的操作技巧。
首先,需要正确设置焊接参数(例如电流、电压和频率等)以适应被焊接的材料。
其次,需要使用适当的焊接装置和附件(例如焊接枪和嘴等)来确保焊接的稳定性和操作性。
最后,在焊接结束后,还需要进行相应的后续处理(例如打磨和抛光)以保证焊接处的光滑和美观。
综上所述,CMT焊接作为一种比较新的焊接方法,兼具高效、高精度和“绿色”的特点,在金属制造行业中受到越来越多的关注。
然而,在实践中需要注意正确操作,保证焊接处的质量和稳定性。


cmt冷焊工艺CMT冷焊工艺引言:CMT冷焊工艺是一种先进的焊接技术,它结合了熔化极限的优点和冷喷射传热的特点,适用于多种材料的焊接。
本文将介绍CMT冷焊工艺的原理、应用领域以及其在焊接行业中的优势。
一、CMT冷焊工艺的原理CMT冷焊工艺是由冷喷射传热技术和熔化极限技术相结合而形成的。
冷喷射传热技术通过在焊接过程中喷射冷却剂,降低焊接区域的温度,减少热影响区域的大小。
而熔化极限技术则是在焊接过程中控制焊丝的熔化速率,使其能够在低温下熔化,从而避免过热造成的焊接缺陷。
二、CMT冷焊工艺的应用领域CMT冷焊工艺在许多领域都有广泛的应用。
首先,它在汽车制造业中得到了广泛应用。
由于CMT冷焊工艺可以焊接高强度钢和铝合金等多种材料,因此在汽车车身焊接中具有独特的优势。
其次,CMT冷焊工艺也在航空航天、船舶制造和电子设备制造等领域得到了应用。
由于CMT冷焊工艺能够实现高效、精确的焊接,因此在这些领域中具有重要的地位。
三、CMT冷焊工艺的优势CMT冷焊工艺相比传统的焊接方法具有许多优势。
首先,由于CMT冷焊工艺在焊接过程中控制了焊接区域的温度,因此能够减少焊接热影响区域的大小,从而降低了焊接过程中产生的应力和变形。
其次,CMT冷焊工艺能够实现高强度焊接,因为它可以焊接多种材料,并且焊接接头具有优良的力学性能。
此外,CMT冷焊工艺还具有高效、精确的特点,可以提高焊接效率和产品质量。
四、CMT冷焊工艺的发展趋势随着科技的不断进步,CMT冷焊工艺也在不断发展和完善。
首先,研究人员正在努力改进CMT冷焊工艺的焊机和焊接控制系统,以提高焊接的精度和稳定性。
其次,CMT冷焊工艺正在向更多的材料和领域拓展,如焊接铜、焊接陶瓷等。
另外,CMT冷焊工艺还可以与其他先进的焊接技术相结合,如激光焊接、电弧增材制造等,以实现更高效、更精确的焊接。
结论:CMT冷焊工艺是一种先进的焊接技术,它通过冷喷射传热和熔化极限技术的结合,实现了高效、精确、高强度的焊接。
表面过渡技术STT综述STT技术是一种新型焊接方法,具有焊接速度快、焊缝成形好、焊接缺陷易控制、飞溅少、容易操作等特点,并能使用多种保护气体。
STT技术是美国林肯公司20世纪90年代的专利技术。
它采用波形控制电源,是一种表面张力过渡焊。
STT技术适用于碳钢、不锈钢的焊接,并能使用各种保护气体,具有根焊速度快、焊缝正背面成形好、焊接缺陷易控制、飞溅少、容易操作等特点。
1、STT原理美国林肯公司研制开发了一类专用于CO2气体保护焊的电源,使用这一电源能极大地减少焊接时的飞溅,改善焊缝成形,其优越性已经在工程实践中得到证实,使飞溅减少了80%~85%。
CO2气体保护焊电源能减少飞溅的根本原因是采用了STT控制技术。
CO2气体保护焊最大的缺陷是飞溅,飞溅形成的原因是由于CO2气体保护焊在焊接时其熔滴过渡的方式是短路过渡,当焊丝与熔池金属之间形成液态金属“小桥”时,较大的短路电流流过逐渐变细的“小桥”,生较大的电阻热,电爆破理论认为,短路过程中形成的液态“小桥”被急剧加热,过量的能量积累导致液态“小桥”汽化爆断,引起飞溅。
根据电爆破理论,电爆破能量主要由在液态“小桥”爆破前100~150μs内的短路电流所决定的。
所以,控制飞溅也就是主要将液态小桥爆破前150μs内的短路电流迅速减下来。
又由于CO2气体保护焊的过渡频率在每秒几十次,这种积累的飞溅量很大,焊缝成形也受到破坏。
STT控制的焊接方法就是从根本上解决了液态“小桥”汽化爆断的问题,其核心在形成短路“小桥”后焊接电流瞬间减小,在表面张力、重力和电磁力的作用下,拉断金属“小桥”,使熔滴由短路过渡转变为自由过渡。
这种方法其实质就是利用电弧本身作为传感器来检测电弧电压,根据电压来判断熔滴过渡的瞬时形态,从而根据检测到的电弧电压的变化,按照STT的要求控制瞬时电弧电流的变化,利用表面张力的作用达到熔滴平稳过渡的目的。
2、STT+C02自动焊及控制原理焊接作为材料连接及成型工艺,已成为现代制造技术中不可缺少的部分。
CMT焊接技术工作原理资料第一篇:CMT焊接技术的概述与特点CMT焊接技术是一种新型的金属焊接方法,在焊接过程中可以减少热输入,缩小焊缝尺寸,并且可以降低氧化还原反应的速度,从而实现高效、高质量的焊接效果。
在CMT焊接技术中,电弧稳定性好,并且对电极侵蚀小,焊接速度高,而且可以保持焊缝形貌一致、残留应力小、变形小等优点。
CMT焊接技术的主要特点有以下几个方面:1、降低热输入:通过调整传递的电流、电压和电极丝的推进速度等参数,CMT焊接技术可以降低焊接热输入,从而防止产生过热现象,避免材料失真或变形;同时在焊接不同材料(如钢、铝等)时,CMT 可以极大的降低热输入,这对于夹杂杂质很少的铝合金来说,CMT非常适用。
2、可在较低功率下实现高效焊接:根据不同的焊接工件材料,通过调整焊接参数,CMT 焊接技术可以实现较低功率下高效焊接的目的,从而大大提高了焊接生产效率,并且降低了产品成本。
3、焊缝尺寸小且成型良好:由于CMT 焊接技术可以控制焊接金属融化量,因此焊缝尺寸可以减小,同时焊缝成型也非常良好,并且不会出现蜂窝孔、凹陷等缺陷。
4、适合焊接各种材料:在CMT 焊接技术中,适用于铝和铝合金的焊接,以及对不同的金属(如铜、钛)进行焊接等,可通过 CMT 焊接技术实现。
总体来说,CMT 焊接技术以其高效、高质量、高稳定性的焊接效果,是当今金属焊接领域值得研究和推广的一种新型金属焊接技术。
第二篇:CMT焊接技术的工作原理CMT焊接技术是一种填充型焊接方法,它采用短弧传输模式,通过水平方向的高频振动和具有内外辊压装置的无极调速推进器来实现焊接。
CMT 焊接技术的工作原理主要有以下几个方面:1、推进器工作原理:CMT 焊接技术的推进器由电极丝进给系统和针对不同工件尺寸的辊压装置组成,辊压装置通过驱动推进器实现对工件表面的钝化压力,从而减少氧化及引入夹杂物的可能性。
2、焊接模式:CMT 焊接技术采用了短弧传输模式,因为短弧可以降低热输入量,并且对于针对薄壁零件实现具有优势,如足以通过叩击强行传送之类的加工手段焊接薄壁板件。
cmt电弧形成过程CMT电弧形成过程引言:CMT电弧是一种常见的焊接技术,它采用了连续传递的金属丝电极,并通过电弧加热和熔化工件表面来实现焊接。
本文将详细介绍CMT 电弧形成的过程。
一、电弧点燃在CMT焊接中,电弧的点燃是通过两个主要步骤完成的。
首先,电弧点燃枪头接触工件表面,并通过引导电流建立电弧。
然后,电弧点燃枪头被迅速移开,使电弧继续燃烧。
这个过程需要高频点火器来提供一个高电压脉冲,以确保电弧在枪头移开后仍然能够维持。
二、电弧传递一旦电弧点燃,它将被传递到工件上。
在CMT焊接中,电弧不是在枪头和工件之间直接传递的,而是通过金属丝电极传递。
金属丝电极与工件表面接触,并通过电弧加热和熔化工件表面。
这种传递方式可以有效地控制电弧的稳定性和热量输入。
三、熔化和混合在电弧传递过程中,电弧加热和熔化了工件表面。
这使得金属丝电极和工件表面熔化,并形成了熔池。
在CMT焊接中,金属丝电极会不断地向前推进,将新的金属添加到熔池中。
这样,焊接过程中就能够实现金属的连续添加,从而形成强大的焊缝。
四、焊接参数控制在CMT焊接中,通过控制焊接参数,可以实现对焊接过程的精确控制。
焊接参数包括电弧电流、电弧电压、金属丝电极的送丝速度以及工件的移动速度等。
通过调整这些参数,可以控制焊接过程中的热量输入和金属丝的添加量,从而实现对焊缝质量的控制。
五、电弧稳定性CMT电弧的稳定性对焊接质量至关重要。
在CMT焊接中,通过高频点火器和金属丝电极的传递方式,可以实现电弧的稳定燃烧。
此外,还可以通过调整焊接参数,如电弧电流和电弧电压,来控制电弧的稳定性。
稳定的电弧能够提供均匀的热量输入,并确保焊接过程中的金属熔池形成和焊缝质量。
六、应用领域CMT电弧广泛应用于各种焊接领域,尤其适用于对焊接质量要求较高的应用。
它可以用于焊接不同类型的金属,包括钢、铝、镁等。
CMT焊接在汽车制造、航空航天、船舶制造等领域都有重要的应用。
由于CMT焊接可以实现较低的热输入和较小的变形,因此在对材料变形和热影响敏感的应用中具有很大的优势。
cmt焊接技术标题:CMT焊接技术的发展与应用引言:焊接技术是制造业中广泛应用的关键工艺之一。
随着工业化进程的加快和产品多样化的需求,焊接技术也不断发展和改进。
CMT焊接技术作为一种新兴的金属焊接工艺,具有独特的优势和广阔的应用前景。
本文将深入探讨CMT焊接技术的发展历程、原理以及在各个领域的应用。
第一章:CMT焊接技术的概述1.1 CMT焊接技术的定义和特点1.2 CMT焊接技术的发展历程1.3 CMT焊接技术与传统焊接技术的比较第二章:CMT焊接技术的原理和过程2.1 CMT焊接技术的工作原理2.2 CMT焊接技术的工艺流程第三章:CMT焊接技术在汽车制造领域的应用3.1 CMT焊接技术在汽车车身焊接中的应用3.2 CMT焊接技术在汽车零部件制造中的应用3.3 CMT焊接技术在汽车维修和改装方面的应用第四章:CMT焊接技术在航空航天领域的应用4.1 CMT焊接技术在航空航天结构件制造中的应用4.2 CMT焊接技术在航空发动机制造中的应用4.3 CMT焊接技术在航空航天维修和改装方面的应用第五章:CMT焊接技术在能源装备领域的应用5.1 CMT焊接技术在核电装备制造中的应用5.2 CMT焊接技术在风力发电装备制造中的应用5.3 CMT焊接技术在传统火力发电装备制造中的应用第六章:CMT焊接技术的未来展望6.1 CMT焊接技术的发展趋势6.2 CMT焊接技术在智能制造中的应用前景6.3 CMT焊接技术的挑战与解决方案结语:CMT焊接技术作为一种新型的金属焊接工艺,在多个领域得到了广泛的应用和重视。
本文对CMT焊接技术的概述、原理、应用进行了详细的阐述,并展望了其未来的发展趋势和挑战。
相信在科学技术的推动下,CMT焊接技术将在制造业中发挥更为重要的作用,为各个领域的发展做出积极的贡献。
CMT焊接目前国内外低热输入焊接新工艺CMT(cold metal transfer)一冷金属过渡焊是低热输入焊接工艺中的佼佼者,CMT技术是福尼斯公司开发的一种低热输入焊接工艺。
该技术在熔滴短路时电源输出电流几乎为零,同时焊丝回抽帮助熔滴脱落,实现熔滴“冷”过渡,大大降低了焊接过程的热输入。
1.CMT焊接研究现状图1 CMT焊与P-MIG焊熔滴过渡形式分布CMT技术的发展过程经历了几个阶段:90年代初,奥地利福尼斯公司是为研究钢铝的异种焊接而开始;到90年代末,开发了无飞溅引弧技术(SFI,此技术为CMT的研究奠定了基础;在接下来的几年到1999年,使得CMT技术得以问世;到2010年,Fronius公司对CMT焊接系统进行开发,发展到了CMT Advanced和CMT Advanced +P焊接技术。
发展到现在,CMT焊与P-MIG焊熔滴过渡形式电流电压的分布如图1所示,CMT技术的热输入量达到的范围明显的小于P-MIG。
CMT技术创新的将熔滴过渡过程与送丝运动相结合,该创新处大大降低了焊接过程的热输入量,真正实现了无飞溅焊接。
此焊接工艺不仅提高焊后工件表面质量,还减小金属的损失,降低焊接过程中的烟尘、有害气体,对环境的污染进一步减小是一种绿色环保的焊接技术。
目前CMT焊接的研究主要涉及到薄板焊接、异种焊接、钎焊等,利用的均是其热输入低的特点。
CMT焊可以焊接薄板低至0.3mm的超薄板,CMT焊接工艺己研究应用的有3 mm及以下的铝合金焊接、镁铝异种焊接、铝钢异种焊接、钦铜异种焊接等。
CMT技术问世后专家学者不断的进行研究,目前关于CMT技术复合热源也出现了。
国外学者利用CMT-GMAW焊接镍基超耐热不锈钢,河北科技大学也正在研究利用CMT与高频复合焊接铝锂合金。
2. CMT焊接原理与特点CMT(冷金属过渡技术)的熔滴过渡形式是在短路过渡基础上开发的,普通的短路过渡过程如下:焊丝端部熔化形成熔滴,熔滴与熔池接触形成小桥,焊丝在小桥处爆断,短路时伴有大的电流和飞溅。