华工网络-随堂练习-成型技术基础
- 格式:pdf
- 大小:239.09 KB
- 文档页数:20
第1章常用半导体器件1. N型半导体的多数载流子是电子,因此它应( )。
A.带负电B.带正电C.不带电答题: A. B. C. D. (已提交)参考答案:C问题解析:2.将PN结加适当的反向电压,则空间电荷区将( )。
A.变窄B.变宽C.不变答题: A. B. C. D. (已提交)参考答案:B问题解析:3.二极管的死区电压随环境温度的升高而( )。
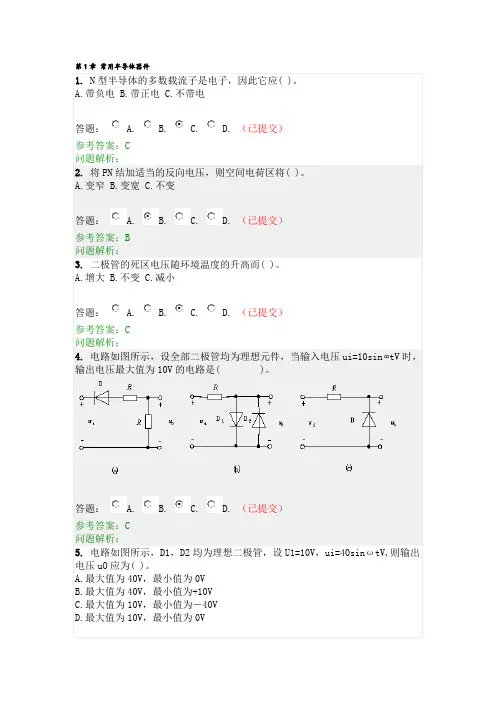
A.增大B.不变C.减小答题: A. B. C. D. (已提交)参考答案:C问题解析:4.电路如图所示,设全部二极管均为理想元件,当输入电压ui=10sin tV时,输出电压最大值为10V的电路是( )。
答题: A. B. C. D. (已提交)参考答案:C问题解析:5.电路如图所示,D1,D2均为理想二极管,设U1=10V,ui=40sinωtV,则输出电压uO应为( )。
A.最大值为40V,最小值为0VB.最大值为40V,最小值为+10VC.最大值为10V,最小值为-40VD.最大值为10V,最小值为0V答题: A. B. C. D. (已提交)参考答案:D问题解析:6.稳压管的动态电阻rZ是指( )。
A.稳定电压与相应电流IZ之比B.稳压管端电压变化量UZ与相应电流变化量IZ的比值C.稳压管正向压降与相应正向电流的比值答题: A. B. C. D. (已提交)参考答案:B问题解析:7.在放大电路中的晶体管,其电位最高的一个电极是( )。
A.PNP管的集电极B.PNP管的发射极C.NPN管的发射极D.NPN管的基极答题: A. B. C. D. (已提交)参考答案:B问题解析:8.已知放大电路中某晶体管三个极的电位分别为VE=-1.7V,VB=-1.4V,VC=5V,则该管类型为( )。
A.NPN型锗管B.PNP型锗管C.NPN型硅管D.PNP型硅管答题: A. B. C. D. (已提交)参考答案:A第2章基本放大电路1.如果改变晶体管基极电压的极性,使发射结由正偏导通改为反偏,则集电极电流( )。
第1章总论1.企业会计确认、计量和报告应当遵循的会计基础是()。
A.权责发生制B.收付实现制C.持续经营D.货币计量参考答案:A2.根据资产定义,下列各项中不属于资产特征的是()。
A.资产是企业拥有或控制的经济资源B.资产预期会给企业带来未来经济利益C.资产是由企业过去交易或事项形成的D.资产能够可靠地计量参考答案:D3.确定会计核算空间范围的基本前提是()。
A. 持续经营B.会计主体C.货币计量D.会计分期参考答案:B4.企业对于已经发生的交易或者事项,应当及时进行会计确认、计量和报告,不得提前或者延后。
这体现的是()。
A.及时性B.相关性C.谨慎性D.重要性参考答案:A5.资产和负债按照在公平交易中,熟悉情况的交易双方自愿进行资产交换或者债务清偿的金额计量,则其所采用的会计计量属性为( )。
A.可变现净值B.重置成本C.现值D.公允价值参考答案:D6.存货采用成本与可变现净值孰低进行期末计量,体现会计核算的()。
A.历史成本原则B.谨慎性原则C.实质重于形式原则D.客观性原则参考答案:B7.会计信息的内部使用者是()。
A.股东B.首席执行官C.供应商D.政府机关参考答案:A8.下列属于资本性支出的是()。
A.支付营业税B.支付广告费C.购入机床D.支付管理人员工资参考答案:C9.下列各项中,不属于收入要素范畴的是()。
A.主营业务收入B.提供劳务取得的收入C.销售材料取得的收入D.出售无形资产取得的收益参考答案:D10.反映企业经营成果的会计要素是()。
A.资产B.负债C.所有者权益D.费用参考答案:D11. 会计计量属性主要包括()。
A.历史成本B.重置成本C.可变现净值D.现值E.公允价值参考答案:ABCDE12. 反映财务状况的会计要素有()。
A.收入B.费用C.所有者权益D.资产E.负债参考答案:CDE13. 下列各项中,属于利得的有()。
A.出租无形资产取得的收益B.投资者的出资额大于其在被投资单位注册资本中所占份额的金额C.处置固定资产产生的净收益D.非货币性资产交换换出资产的账面价值低于其公允价值的差额E.以现金清偿债务形成的债务重组收益参考答案:CE14. 下列有关会计主体的表述中,正确的有()。
填空题1.常用毛坯的成形方法有铸造、、粉末冶金、、、非金属材料成形和快速成形.2.根据成形学的观点,从物质的组织方式上,可把成形方式分为、、.1.非金属材料包括、、、三大类.2.常用毛坯的成形方法有、、粉末冶金、、焊接、非金属材料成形和快速成形3.钢的常用热处理工艺有退火、、、4.快速成形的主要工艺方法有立体光固化、、、三维打印等。
作业2 铸造工艺基础专业_________班级________学号_______姓名___________2-1 判断题(正确的画O,错误的画×)1.浇注温度是影响铸造合金充型能力和铸件质量的重要因素。
提高浇注温度有利于获得形状完整、轮廓清晰、薄而复杂的铸件。
因此,浇注温度越高越好。
(×)2.合金收缩经历三个阶段。
其中,液态收缩和凝固收缩是铸件产生缩孔、缩松的基本原因,而固态收缩是铸件产生内应力、变形和裂纹的主要原因。
(O)3.结晶温度范围的大小对合金结晶过程有重要影响。
铸造生产都希望采用结晶温度范围小的合金或共晶成分合金,原因是这些合金的流动性好,且易形成集中缩孔,从而可以通过设置冒口,将缩孔转移到冒口中,得到合格的铸件。
(O)4.为了防止铸件产生裂纹,在零件设计时,力求壁厚均匀;在合金成分上应严格限制钢和铸铁中的硫、磷含量;在工艺上应提高型砂及型芯砂的退让性。
(O)5.铸造合金的充型能力主要取决于合金的流动性、浇注条件和铸型性质。
所以当合金的成分和铸件结构一定时;控制合金充型能力的唯一因素是浇注温度。
(×)6.铸造合金在冷却过程中产生的收缩分为液态收缩、凝固收缩和固态收缩。
共晶成分合金由于在恒温下凝固,即开始凝固温度等于凝固终止温度,结晶温度范围为零。
因此,共晶成分合金不产生凝固收缩,只产生液态收缩和固态收缩,具有很好的铸造性能。
(×)7.气孔是气体在铸件内形成的孔洞。
气孔不仅降低了铸件的力学性能,而且还降低了铸件的气密性。
材料成形工艺基础华中科技大学第四版课后习题答案1. 金属材料的机械性能通常用哪几个指标衡量?答:强度、塑性、硬度、冲击韧性、疲劳极限等。
2. 何谓同素异晶转变,纯铁不同温度下的晶格变化如何?答:同素异晶转变:金属在固态下,随温度的改变由一种晶格转变为另一种晶格的现象称为同素异晶转变。
纯铁在1538。
C结晶为σ-Fe ,体心立方结构;温度降到1394。
C时,σ-Fe转变为γ-Fe,面心立方结构;降到912。
C时,γ-Fe转变为α-Fe,为体心立方结构3. 从状态图看含碳0.4%、0.9%的碳钢在室温下由哪些组织构成?答:0.4%由铁素体(F)+珠光体(P)0.9%由二次渗碳体(Fe3CⅡ)+珠光体(P)4. 淬火的目的是什么?答:淬火的主要目的是使奥氏体化后的工年获得尽量多的马氏体(或下贝氏体组织),然后配以不同的温度回火获得各种需要的性能。
例如:提高钢件的机械性能,诸如硬度、耐磨性、弹性极限、疲劳强度等,改善某些特殊钢的物理或者化学性能,如增强磁钢的铁磁性,提高不锈钢的耐蚀性等。
5.某弹簧由优质碳素钢制造,应选用什么牌号的钢?应选用怎样的热处理工艺?答:含碳量在0.6%-0.9%之间,65、70、85、65Mn.65Mn淬火+中温回火6.从下列钢号中,估计出其主要元素大致含量20 45 T10 16Mn 40Cr答:0.2%C 、0.45%C、1.0%C,Mn≤0.4%,Si≤0.35、0.16%C,Mn1.2%-1.6% 、0.4%C,0.8-1.1%Cr7.简述铸造成型的实质及优缺点。
答:铸造成型的实质是:利用金属的流动性,逐步冷却凝固成型的工艺过程。
优点:1.工艺灵活生大,2.成本较低,3.可以铸出外形复杂的毛坯缺点:1.组织性能差,2机械性能较低,3.难以精确控制,铸件质量不够稳定4.劳动条件太差,劳动强度太大。
8.合金流动性取决于哪些因素?合金流动性不好对铸件品质有何影响?答:合金流动性取决于 1.合金的化学成分 2.浇注温度 3.浇注压力 4.铸型的导热能力5.铸型的阻力合金流动性不好:产生浇不到、冷隔等缺陷,也是引起铸件气孔、夹渣和缩孔缺陷的间接原因。
工程材料与成形技术基础习题含答案工程材料与成形技术基础习题含答案Document number【SA80SAB-SAA9SYT-SAATC-SA6UT-SA18】一、填空1、屈服强度是表示金属材料抵抗微量塑性变形的能力。
3、α —Fe的晶格类型为体心立方晶格。
4、γ —Fe的晶格类型为面心立方晶格。
5、随着固溶体中溶质原子含量增加,固溶体的强度、硬度__升高__。
6、金属的结晶包括形核和长大两个基本过程。
7、金属的实际结晶温度___低于_其理论结晶温度,这种想象称为过冷。
8、理论结晶温度与实际结晶温度之差△T称为___过冷度___。
9、金属结晶时,冷却速度越快,则晶粒越__细小__。
10、铁素体的力学性能特点是塑性、韧性好。
11、渗碳体的力学性能特点是硬度高、脆性大。
12、碳溶解在_γ -Fe__中所形成的间隙固溶体称为奥氏体。
13、碳溶解在_α -Fe__中所形成的间隙固溶体称为铁素体。
14、珠光体的本质是铁素体和渗碳体的机械混合物。
15、共析钢的室温平衡组织为 P(或珠光体)。
共析钢的退火组织为 P(或珠光体)。
16、亚共析钢的含碳量越高,其室温平衡组织中的珠光体量越多。
17、在室温平衡状态下,碳钢随着其含碳量的增加,韧、塑性下降。
19、在铁碳合金的室温平衡组织中,渗碳体相的含量是随着含碳量增加而增加。
20、在退火态的20钢、45钢、T8钢、T13钢中,δ 和α 值最高的是20 钢。
21、共析钢加热到奥氏体状态,冷却后获得的组织取决于钢的_冷却速度__。
~680)℃温度区间等温转变的产物是珠22、共析钢过冷奥氏体在(A1光体(或P) 。
23、共析钢过冷奥氏体在680~600℃温度区间等温转变的产物是索氏体(细珠光体)。
24、共析钢过冷奥氏体在(600~550)℃温度区间等温转变的产物是托氏体(或极细珠光体)。
25、共析钢过冷奥氏体在550~350℃温度区间等温转变的产物是 B上(或上贝氏体)。
1.(单选题) 当急回特性系数为时,曲柄摇杆机构才有急回运动。
答题: A. B. C. D. (已提交)参考答案:C问题解析:2.(单选题) 在曲柄摇杆机构中,为提高机构的传力性能,应该。
答题: A. B. C. D. (已提交)参考答案:A问题解析:问题解析:4.(单选题)答题: A. B. C. D. (已提交)参考答案:B问题解析:7.(单选题)答题: A. B. C. D. (已提交)参考答案:B问题解析:16.(单选题)答题: A. B. C. D. (已提交)参考答案:C问题解析:17.(单选题)答题: A. B. C. D. (已提交)参考答案:D问题解析:问题解析:20.(单选题)答题: A. B. C. D. (已提交)参考答案:D问题解析:21.(单选题)答题: A. B. C. D. (已提交)参考答案:C22.(单选题)答题: A. B. C. D. (已提交)参考答案:D问题解析:23.(单选题)答题: A. B. C. D. (已提交)参考答案:C问题解析:题)答题: A. B. C. D. (已提交)参考答案:A问题解析:问题解析:29.(单选题)答题: A. B. C. D. (已提交)参考答案:C问题解析:问题解析:34.(单选题)答题: A. B. C. D. (已提交)参考答案:D问题解析:问题解析:38.(单选题)答题: A. B. C. D. (已提交)参考答案:B问题解析:问题解析:41.(单选题)参考答案:C42.(单选题)答题: A. B. C. D. (已提交)参考答案:B问题解析:问题解析:44.(单选题)答题: A. B. C. D. (已提交)参考答案:B问题解析:问题解析:48.(单选题)答题: A. B. C. D. (已提交)参考答案:A问题解析:49.(单选题)答题: A. B. C. D. (已提交)参考答案:D问题解析:问题解析:56.(单选题)答题: A. B. C. D. (已提交)参考答案:C问题解析:问题解析:93.(判断题)答题:对. 错. (已提交)参考答案:对问题解析:94.(判断题)答题:对. 错. (已提交)参考答案:错问题解析:问题解析:101.(判断题)答题:对. 错. (已提交)参考答案:错参考答案:错112.(判断题)答题:对. 错. (已提交)参考答案:对问题解析:。
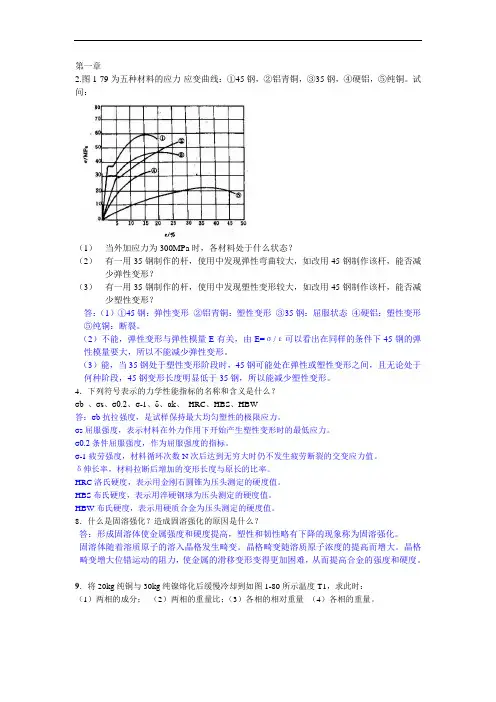
第一章2.图1-79为五种材料的应力-应变曲线:①45钢,②铝青铜,③35钢,④硬铝,⑤纯铜。
试问:(1)当外加应力为300MPa时,各材料处于什么状态?(2)有一用35钢制作的杆,使用中发现弹性弯曲较大,如改用45钢制作该杆,能否减少弹性变形?(3)有一用35钢制作的杆,使用中发现塑性变形较大,如改用45钢制作该杆,能否减少塑性变形?答:(1)①45钢:弹性变形②铝青铜:塑性变形③35钢:屈服状态④硬铝:塑性变形⑤纯铜:断裂。
(2)不能,弹性变形与弹性模量E有关,由E=σ/ε可以看出在同样的条件下45钢的弹性模量要大,所以不能减少弹性变形。
(3)能,当35钢处于塑性变形阶段时,45钢可能处在弹性或塑性变形之间,且无论处于何种阶段,45钢变形长度明显低于35钢,所以能减少塑性变形。
4.下列符号表示的力学性能指标的名称和含义是什么?σb 、σs、σ0.2、σ-1、δ、αk、HRC、HBS、HBW答:σb抗拉强度,是试样保持最大均匀塑性的极限应力。
σs屈服强度,表示材料在外力作用下开始产生塑性变形时的最低应力。
σ0.2条件屈服强度,作为屈服强度的指标。
σ-1疲劳强度,材料循环次数N次后达到无穷大时仍不发生疲劳断裂的交变应力值。
δ伸长率,材料拉断后增加的变形长度与原长的比率。
HRC洛氏硬度,表示用金刚石圆锥为压头测定的硬度值。
HBS布氏硬度,表示用淬硬钢球为压头测定的硬度值。
HBW布氏硬度,表示用硬质合金为压头测定的硬度值。
8.什么是固溶强化?造成固溶强化的原因是什么?答:形成固溶体使金属强度和硬度提高,塑性和韧性略有下降的现象称为固溶强化。
固溶体随着溶质原子的溶入晶格发生畸变。
晶格畸变随溶质原子浓度的提高而增大。
晶格畸变增大位错运动的阻力,使金属的滑移变形变得更加困难,从而提高合金的强度和硬度。
9.将20kg纯铜与30kg纯镍熔化后缓慢冷却到如图1-80所示温度T1,求此时:(1)两相的成分;(2)两相的重量比;(3)各相的相对重量(4)各相的重量。

第二章铸造4、试分析题图1-1所示铸件:(1)哪些是自由收缩?哪些是受阻收缩?(2)受阻收缩的铸件形成哪一类铸造应力?(3)各部分应力属于什么性质(拉应力、压应力)6、下列铸件宜选用哪类铸造合金?说明理由车床床身:铸铁成本低,强度高,减震吸震摩托车发动机:铝合金质量比较轻柴油机曲轴:铸钢(铁)强度好自来水龙头:铜合金、铝合金、不锈钢耐腐蚀气缸套:铸铁耐磨、耐高温轴承衬套:铜合金、铝合金用于滑动轴承材料9、下列铸件大批量生产时采用什么铸造方法为宜?铝合金活塞:金属型铸造缝纫机头:砂型铸造汽轮机叶片:熔模铸造发动机铜背钢套:离心铸造车床床身:砂型铸造煤气管道:离心铸造或连续铸造齿轮滚刀:熔模铸造11、题图1-3铸件的分型面有几种方案?哪种方案较合理?为什么?选方案1,加一个环状型芯,减少分型数。
选方案1选方案1,都在一个砂箱,自带砂垛。
选方案1选方案1选方案1选方案112、题图1-4所示为零件单件小批生产时的分型面和造型方法。
请画出铸造工艺图采用主视图上下底面分型方案,在一个砂箱。
俯视图方案易错箱。
14、修改题图1-5中铸件结构,使之合理。
第三章锻压3、你所知道的锻压加工方法有哪些?其原理和工艺特点以及应用范围如何?答:锻压加工方法主要有锻造和冲压。
锻造:锻造的主要方法有自由锻、胎模锻、模锻。
原理:是在加工设备及工(模)具作用下,使坯料、铸锭产生局部或全部塑性变形,以获得一定尺寸、形状和质量的锻件的加工方法。
工艺特点:能获得一定的锻造流线组织,性能得到极大改善。
锻件精度不高,表面质量不好。
应用范围:主要用于各种重要的、承受重载荷的机器零件或毛坯,如机床的主轴和齿轮、内燃机的连杆、起重机的吊钩等。
冲压:可分为分离工序和成形工序两大类。
分离工序有冲裁(落料和冲孔)、剪切、切边、切口、剖切。
成形工序主要有弯曲、拉深、翻边、成形、旋压等。
原理:板料在冲压设备及模具作用下,通过塑性变形产生分离或成形而获得制件的加工方法。
徐州工程学院试卷一、填空题(共20空,每空1分,共计20分)1. 共析碳钢奥氏体化过程包括奥氏体核的形成、奥氏体核的长大、残余渗碳体的溶解和奥氏体成分的均匀化。
2. 晶体中的缺陷,按照其几何形状特征可分为_点缺陷_、___线缺陷___和_面缺陷_三种。
3. 液态金属结晶时,冷却速度越小,则过冷度越小,结晶后晶粒越粗大。
4. 金属塑性变形主要通过滑移和孪生是两种方式进行。
5. 塑性变形后的金属经加热将发生回复、再结晶、晶粒长大的变化。
6. 白口铸铁中碳主要是以Fe3C 的形式存在,灰口铸铁中碳主要以石墨形式存在。
7. 固溶体出现枝晶偏析后,可用扩散退火加以消除。
8. 影响碳钢焊接性能的主要因素是碳含量,所以常用碳当量来估算碳钢焊接性的好坏。
9. 普通灰铸铁、可锻铸铁、球墨铸铁及蠕墨铸铁中石墨的形态分别为片状、棉絮状、球状和蠕虫状。
二、选择题(共10小题,每小题1分,共计10分)1. 钢经调质处理后获得的组织是( C )。
A. 回火马氏体B. 回火屈氏体C. 回火索氏体D. 贝氏体2. 在铸造模型的厚薄过渡处或锐角处做成圆角是为了( B )。
A. 增加模具强度B. 减小铸件内应力C. 方便模具制造D. 便于和型芯组装3. 下列合金中,铸造性能最差的是(A )。
A. 铸钢B. 铸铁C. 铸铜D. 铸铝4. 奥氏体向珠光体转变是( A )。
A. 扩散型转变B. 非扩散型转变C. 半扩散型转变D. 切变转变5. 金属冷塑性变形后,强度和塑性( C )。
A. 都增加B. 都降低C. 强度增加,塑性降低D. 强度降低,塑性增加6. 在多工序冷拔钢丝过程中,插有中间退火工序,这是为了消除(C )。
A. 纤维组织B. 回弹现象C. 加工硬化D. 化学成分偏析7. 固溶体的晶体结构与( A )。
A. 溶剂相同B. 溶质相同C. 既与溶剂相同也与溶质相同D. 与二者都不同8. 下列材料中,锻造性能最好的材料是(A )。
2021-2021学年第二学期机械制造技术根底作业1、切削用量三要素包含哪些?请分别解释它们的定义,弁说明如何计算.答:切削用量三要素:切削速度 Vc 、进名^量f 、背吃刀量ap;切削速度Vc :主运动的速度,大多数切削加工的主运动采用回转运动.盘旋体〔刀具或工Vc = ■—件〕上外圆或内孔某一点的切削速度计算公式如下:1000 m/s 或m/min 式中d 工件或刀具上某一点的回转直径〔 mm ;n 工件或刀具的转速〔r/s 或r/min 〕.进给量f :进给速度 Vf 是单位时间的进给量,单位是 mm/s 〔mm/min 〕.进给量是工件或刀具每回转一周时两者沿进给运动方向的相对位移,单位是 mm/r . 对于刨削、插削等主运动为往复直线运动的加工,虽然可以不规定进给速度却需要规定间歇进给量,其单位为 mm/d.st 〔毫米/双行程〕.对于铳刀、钱刀、拉刀、齿轮滚刀等多刃切削工具,在它们进行工作时,还应规定每一个刀齿的进给量fz ,季后一个刀齿相对于前一个刀齿的进给量,单位是mm/z 〔毫米/齿〕.Vf = f .n = fz . Z . n mm/s或 mm/min 背吃刀量ap:对于车削和刨削加工来说,背吃刀量ap 为工件上已加工外表和待加工外表的 垂直距离,单位 mmo 外圆柱外表车削的切削深度可用下式计算: dm对于钻孔工作 ap = - mm上两式中 —'"' 为已加工外表直径 mm2、刀具前角和主偏角对切削力有何影响?切削力三个分力对工「 mm--- 为待加工外表直径 mm艺系统各有何影响?答:1〕刀具前角增大,切削力减小.2〕主偏角增大,切深抗力减小,而进给抗力增大.3〕主切削力是最大切削力,直接影响机床主电机功率选择、主轴强度和刚度设计以及刀具强度设计. 4〕进给抗力直接影响机床进给系统的功率、强度和刚度的设计. 5〕切深抗力是造成让刀和细长工件变形从而引起加工形状和尺寸误差的主要原因.3、刀具切削局部材料应具备哪些性能?为什么?答:刀具切削材料应具备的性能:高的硬度和耐磨性;足够的强度和韧度;高的耐热性;④良好的工艺性;⑤满足良好的经济性. 原因:在切削过程中,刀具直接切除工件上的余量并形成已加工外表.切削加工时,由于摩擦与变形,刀具承受了很大的压力和很高的温度,因此在选择刀具材料时应该要考虑材料的硬度、耐磨性、强度、韧度、耐热性、工艺性及经济性.刀具材料对金属切削的生产率、本钱、质量有很大的影响,因此要重视刀具材料的正确选择和合理使用4、切削热是怎样产生?它对切削加工有何影响?答: 切削加工过程中,切削功几乎全部转化为热能,将产生大量的热量,将这种产生于切削过程的热量称为切削热.其来源主要有3种:〔1〕切屑变形所产生的热量,是切削热的主要来源.〔2〕切屑与刀具前刀面之间的摩擦所产生的热量. 〔3〕零件与刀具后刀面之间的摩擦所产生的热量.传入零件的切削热,使零件产生热变形,影响加工精度,特别是加工薄壁零件、细长零件和精密零件时,热变形的影响更大.磨削淬火钢件时,磨削温度过高,往往使零件外表产生烧伤和裂纹,影响零件的耐磨性和使用寿命.传入刀具的切削热,比例虽然不大,但由于刀具的体积小,热容量小,因而温度高,高速切削时切削切削温度可达1000度,加速了刀具的磨损.5、试描述积屑瘤现象及成因.积屑瘤对切削过程有哪些影响?答:在切削速度不高而又能形成连续切削,加工一般钢材或其他塑性材料,常在前刀面切削处粘着一块剖面呈三角状的硬块,称为积屑瘤.其硬度很高,为工件材料的2——3倍,处于稳定状态时可代替刀尖进行切削. 成因:在中低速切削塑性金属材料时,刀一屑接触外表由于强烈的挤压和摩擦而成为新鲜外表,两接触外表的金属原子产生强大的吸引力,使少量切屑金属粘结在前刀面上 ,产生了冷焊,并加工硬化,形成瘤核.瘤核逐渐长大成为积屑瘤,且周期性地成长与脱落. 影响:积屑瘤粘结在前刀面上,减少了刀具的磨损;积屑瘤使刀具的实际工作前角大,有利于减小切削力;积屑瘤伸出刀刃之外,使切削厚度增加,降低了工件的加工精度;积屑瘤使工件已加工外表变得较为粗糙. 由此可见:积屑瘤对粗加工有利,生产中应加以利用;而对精加工不利,应以防止.6、金属切削过程的实质是什么?哪些指标用来衡量切削层金属的变形程度?由此如何减少切削变形?答:金属切削过程形成过程的实质:是如果忽略了摩擦、温度和应变速度的影响,金属切割过程如同压缩过程,切削层受刀具挤压后也会产生弹性变形、塑性变形、晶格剪切滑移直至破裂,最终完成切削,完成切削过程. 切削层金属的变形程度指标:相对滑移£、变形系数A ho 切削变形程度主要受到前角、剪切角的影响.如果增大前角和剪切角,使e和A h减小,那么切削变形减小. 只能近视地表示切削变形程度.由于A h主要从塑形压缩方面分析;而£主要从剪切变形考虑.所以e和A h都只能近似地表示剪切变形程度.7、分别说明切削速度和背吃刀量的改变对切削温度的影响?说明高速钢刀具在低速、中速产生磨损的原因,硬质合金刀具在中速、高速时产生磨损的原因?答: 〔1〕切削速度v的影响随着切削速度的提升,切削温度将显著上升.这是由于:切屑沿前刀面流出时,切屑底层与前刀面发生强烈摩擦从而产生大量切削热;由于切削速度很高, 在一个很短的时间内切屑底层的切削热来不及向切屑内部传导,而大量积聚在切屑底层, 从而使切屑温度显著升高.另外,随着切削速度的提升,单位时间内的金属切除量成正比例地增加,消耗的功增大,切削热也会增大,故使切削温度上升. 〔2〕进给量f的影响随着进给量的增大,单位时间内的金属切除量增多,切削热增多,使切削温度上升.但切削温度随进给量增大而升高的幅度不如切削速度那么显著.这是由于:单位切削力和单位切削功率随增大而减小,切除单位体积金属产生的热量减少了,同时增大后切屑变厚,切屑的热容量增大,由切屑带走的热量增多,故切削区的温度上升不甚显著. 〔3〕背吃刀量ap的影响背吃刀量对切削温度的影响很小.这是由于,增大以后,切削区产生的热量虽增加,但切削刃参加工作的长度增加,散热条件改善,故切削温度升高并不明显. 切削温度对刀具磨损和耐用度影响很大.由以上规律,可知,为有效限制切削温度以提升刀具耐用度,选用大的背吃刀量或进给量,比选用大的切削速度有利.9、什么叫加工余量?确定加工余量主要考虑哪些因素?答: 加工余量是指加工过程中在工件外表所切去的金属层厚度.余量有总加工余量和工序余量之分.由毛坯转变为零件的过程中,在某加工外表上切除金属层的总厚度,称为该外表的总加工余量〔亦称毛坯余量〕;一般情况下,总加工余量并非一次切除,而是分在各工序中逐渐切除,故每道工序所切除的金属层厚度称为该工序加工余量〔简称工序余量〕.工序余量是相邻两工序的工序尺寸之差,毛坯余量是毛坯尺寸与零件图样的设计尺寸之差.影响的因素主要影响因素分单项介绍如下:〔1〕前工序形成的外表粗糙度和缺陷层深度〔Ra和Da〕〔2〕前工序形成的形状误差和〔△ x和Aw〕综上所述,影响工序的因素可归纳为下列几点:〔1〕前工序的工序〔Ta〕. 〔2〕前工序形成的外表粗糙度和层深度〔Ra+Da.〔3〕前工序形成的形状误差和gx、Aw〕o〔4〕本工序的装夹误差〔e b〕.三.确定的方法〔1〕查表修正法〔目前应用最广.〕〔2〕经验估计法〔只适用于单件、.〕〔3〕〔目前应用较少.〕10、工件定位用精基准的选择应遵循哪些原那么?答: 选择被加工工件的已加工面作为定位基准 ,这一基准称为定位精基准.1〕基准重合原那么;2〕基准统一原那么;3〕自为基准原那么;4〕互为基准;5〕作为定位精基准的外表应定位准确,夹紧可靠,并使夹具的结构简单.11、试分析下面三图中各定位元件所限制的自由度数.12、什么是定位?什么是夹紧?定位与夹紧的区别什么?答: 定位是指工件在机床上或夹具中占有准确加工位置的过程.夹紧是指工件定位后用外力将其固定,使其在加工过程中保持定位位置不变的操作.13、加工阶梯轴如下列图,试列表制订加工工艺过程〔包括定位〕单件小批生产.工序用工序名和装内需 重@基准1035外胤表曲 2决左端.车右端面.打中央礼: ©35外剧去面 3 车中35外网至.30,车外同隼2%留磨刖余 量,车退月措2*04 e35外网外表,右 中央孔4央右部,车左端面,保证长度25Q.打中.孔;中30外网外表5 4①35外阅至力30.学抄网S24.留磨削左黄1军退刁桃2*0,3. 0 30推阅袤面,右 中央乱6 论健槽Q30外回宓面+左端面 7磨外黑中24 对瑞中央孔 8白毛剃 9 松脸,入库.14、试确定在批量生产条件下,下列图所示阶梯轴的加工工艺过程.材料为45钢,外表硬度要求35-40HRG 请拟定工序,定位 粗基准和精基准,工序内容,加工方法.其余,MA lx+5*根据所给条件可知,该轴为一般精度和外表粗糙度要求的普通轴,材料为 45钢,外表硬度 要求35-40HRC,所以可通过调质处理到达.因两端.20的轴颈要求同轴度0.02,所以应该 以轴线作为外圆车削加工的定位粗、精基准.毛坯可采用热轧45钢棒料,尺寸为4 40X100 经过锻造后形成.根本工艺过程为锻造 -调质处 理-粗车-半精车.其工序及相关内容如下表所示:租车外IS :分国.潴小如 的外回车到中35,中25 的外圆工划出21 .衰面粗 幅度到达R93 真它尺寸不支」1分〕 序号 工序内容 工手荷田 定位建睢 加工方法及设备1 切SST 料〔0,5分〕 锯切,银诔g 自由地〔口一5分,80 4—- ---------- Q 金 . L :,CSI e 黄长』至丐憧 f —- t 25 ■1 • 调域处理5分〕 高信箱式电阻炉1X45, 125车两端面,打中央孔其它尺寸不支t i 芳M专用车培国打中央 孔车瘁 两中央孔gw、6丰精隼外圆•倒用;将力21的外圆车到中20.外表粗糙度法到尺寸精度到达咫, 岩阶处倒角力1X45. -其它尺寸不变.〔1.5分】---------------两中央孔隼外圆,卧式车库15、选择下列图所示的摇杆零件的定位基准.零件材料为HT20Q 毛坯为铸件〔提示:考虑铸件毛坯一般具有哪些可能的缺陷〕,生产批量5000,单位:件64 I45答:毛坯为铸件,且两孔的中央距有公差,故小孔. 12不用铸出. 选择粗基准:对于同时具有加工外表和不加工外表的零件, 为了保证不加工外表与加工外表之间的位置精度,应选择不加工外表作为粗基准.. 40无外表要求,故不加工,. 40为粗基准,加工.20H7,及端面Ao 选择精基准:从保证零件加工精度出发,同时考虑装夹方便、夹具结构简单..两孔的中央距有公差, 应选.20H7为精基准,加工.12H7,面C..B面、C面有公差,应选C面为精基准,加工B面.16、试分析钻孔、扩孔和铰孔三种加工方法的工艺特点,并说明这三种孔加工工艺之间的联系.答:钻孔它是用钻床进行加工的,工艺过程包括:确定孔位置、样冲做标记、在钻床上装夹、根据要求选钻头.扩孔就是在前面的工艺根底上增加了一定的孔径,但是扩孔要比钻孔的孔壁外表粗糙度好.铰孔的作用在于使孔的精度与粗糙度到达生产要求,工艺过程也是在前面的根底之上的.它们之间有先后,麻花钻先加工出孔,然后再视其要求选择其它工具,再加工扩孔、铰孔.但是它们的精度要求也是不同的,要求是越来越高.17.铣削加工有何特点?主要用于加工哪些外表?答:铣削是多刃切削,切削效率高,但铣削过程是断续的,切削力周期性变化,易引起机床振动;铣削的主运动是刀具回转,无须工件高速旋转,而且铣刀可以做成各种形状和尺寸, 所以铣削可以适应各种形状和大小工件的多种外表的加工.铣削的方法主要可以加工平面、沟槽、齿槽、螺旋槽及各种曲面.18.试述零件精度和装配精度之间的关系. 答:〔 1 〕零件的加工误差累积会影响装配精度, 因此, 装配精度要求高的, 要求零件精度也高.〔2〕但零件的加工精度不但在工艺上受到加工条件的限制,而且又受到经济上的制约.〔3〕有时即使把经济性置之度外,尽可能地提升零件的加工精度以降低累积误差,结果往往还保证不了装配要求.〔4〕因此就不能简单地按装配精度要求来加工,在装配时应采取一定的工艺举措.19、比照周铣与端铣、顺铣与逆铣,它们各有什么优缺点?如何应用?答:〔1〕端铣:同时工作的刀齿比拟多,铣削力波动小,工作比拟平稳;周铣:同时工作的刀齿较少,铣削力波动大,工作不够平稳.为了弥补这一缺点,圆柱铣刀一般做成较大的螺旋角. 两种铣削方式相比,端铣具有铣削较平稳,加工质量及刀具耐用度均较高的特点,且端铣用的面铣刀易镶硬质合金刀齿,可采用大的切削用量,实现高速切削,生产率高.但端铣适应性差,主要用于平面铣削.周铣的铣削性能虽然不如端铣,但周铣能用多种铣刀,铣平面、沟槽、齿形和成形外表等,适应范围广,因此生产中应用较多. 〔2〕顺铣:铣削力的水平分力与工件的进给方向相同,如果丝杠螺母副存在轴向间隙,当纵向切削力大于工作台与导轨之间的摩擦力时,会使工作台带动丝杠出现左右窜动,造成工作台进给不均匀,严重时会出现打刀现象.在铣削铸件或锻件等外表有硬度的工件时,顺铣刀齿首先接触工件硬皮,加剧了铣刀的磨损.粗铣时,宜采用逆铣方式加工. 逆铣:可以防止顺铣时发生的窜动现象.逆铣时,切削厚度从零开始逐渐增大,因而刀刃开始经历了一段在切削硬化的已加工外表上挤压滑行的阶段,加速了刀具的磨损.同时,逆铣时,铣削力将工件上抬,易引起振动,这是逆铣的不利之处.20、拉削加工方法有何特点?其主要应用范围和限制如何?试分析成形式、渐成式、轮切式及综合式拉削方式所用拉刀的切削部分的设计特点.1.答:拉削的加工范围①圆孔②方孔③长方孔④六角孔⑤三角孔⑥鼓形孔⑦键槽⑧尖齿孔⑨内齿轮⑩外齿轮2.拉削特点拉削是利用一种带许多刀齿的拉刀做匀速直线运动,通过固定的工件,切下一层薄薄的金属层,从而使工件外表到达较高精度和光洁度的高生产率加工方法.当刀具在切削时所承受的是压力而不是拉力时,这种刀具称为推刀.推刀容易弯曲折断,长度受到限制,不如拉刀用的广泛.拉削加工与其他切削方法相比,具有以下一些特点:? 拉削过程只有主运动〔拉刀运动〕, 没有进给运动〔由拉刀本身的齿升量完成〕,因此拉床结构简单;? 拉刀是多刃刀具,一次行程即可同时完成粗、精加工,因此生产效率很高.在大量生产时,本钱较低,特别是加工大批特殊形状的孔或外外表时,效果更显著;? 由于拉削速度低,拉削过程平稳,切削层厚度很薄,因此能提升加工精度〔可达二级〕与光洁度〔一般可达▽7以上.假设拉刀尾部装有浮动挤压环时,那么还可以提升,可达▽10左右〕;?对操作人员的技术水平和熟练程度要求低. 但是拉削加工的应用也有移动的局限性,即盲孔和加工外表有挡墙的工件就不能采用拉削;拉倒的结构较为复杂,制造本钱高,因此只适用于大量或成批生产.21、什么叫磨床?万能外圆磨床与普通外圆磨床的主要区别是什么?在万能外圆磨床上可以加工哪些类型的外表?答:〔 1 〕用磨料磨具〔砂轮、砂带、油石、研磨料等〕作为工具对工件进行切削加工的机床称为磨床.〔2〕主要区别是在万能外圆磨床上配备有内圆磨具.〔3〕适用于单件小批生产中磨削内外圆柱面、圆锥面、轴肩端面等22、试说明非回转外表加工中所用机床夹具的组成局部及各局部作用?答:组成:夹具体、定位元件或装置、刀具导向元件或装置〔对刀块〕、夹紧元件或装置、连接元件和其它元件或装置. 〔1〕夹具体:连接夹具元件及装置,使这成为一个整体,并通过他将夹具安装在机床上. 〔2〕定位元件装置:确定工件在夹具中的位置. 〔3〕刀具导向元件或装置:引导刀具或者调整刀具相对于夹具的位置. 〔4〕夹紧元件或装置:夹紧工件. 〔5〕连接元件:确定夹具在机床上的位置并与机床相连接. 〔6〕其它元件或装置:某些夹具上的分度装置、防错装置、平安保护装置等.23、加工非回转外表主要有哪些定位方式、常用哪些定位元件?答:定位方式:平面定位、“一面两孔〞定位、平面与单孔的组合定位. 定位元件:常用平面定位元件有圆柱支承、可调支承、自位支承、辅助支承.圆孔定位大都属于定心定位〔定位基准为孔的轴线〕,常用的定位元件有定位销、圆柱心轴、圆锥销、圆锥心轴等.24、说明非回转零件加工常用的夹紧机构有哪些及各自的特答:常用夹紧机构有:⑴斜楔夹紧机构:结构简单,工作可靠,机械效率低,很少直接用于手动夹紧,常用在工件尺寸公差较小的机动夹紧机构中;⑵螺旋夹紧机构:螺旋升角小于斜楔的楔角,扩力作用远大于斜楔夹紧机构,结构也很简单,易于制造,夹紧行程大, 扩力较大,自锁性能好,应用适合手动夹紧机构.但夹紧动作缓慢,效率低,不宜使用在自动化夹紧装置上;⑶偏心夹紧机构:操作方便,夹紧迅速,结构紧凑;缺点是夹紧行程小,夹紧力小,自锁性能差,因此常用于切削力不大,夹紧行程较小,振动较小的场合.25、下列图所示连杆以平面3、短V形块1和支承钉2定位同时钻两孔,弁在连杆的中部进行夹紧. 试分析各定位元件限制了哪些自由度?图中的定位、夹紧是否合理?为什么?答:〔1〕平面3共限制沿Z轴移动,绕X轴、Y轴的转动〔2〕 V形块1限制沿X轴和Y轴的移动〔3〕支承钉2限制绕Z轴的转动〔4〕支承钉2定位不合理.难以保证钻孔时的壁厚均匀〔5〕夹紧力作用部位不合理.容易使连杆产生变形.26、在车床的两顶尖间车削一圆柱形工件〔如下列图〕 .加工后经检查发现有鼓形误差,试分析其产生的原因.800答:可能的原因有:〔1〕工件刚度小于头、尾架的刚度;〔2〕导轨在水平面内的直线度误差;〔3〕导轨扭曲;〔4〕毛坯误差复映27、何谓工艺系统的刚度、柔度?它们有何特点?工艺系统刚度对加工精度有何影响?怎样提升工艺系统的刚度?答:1 .工艺系统刚度:指切削力在加工外表法向的分力F c与F x、Fy、Fz同时作用下产生的沿法向的变形Y系统之间的比值.即:K系统=Fc/Y系统. 工艺系统的柔度:刚度的倒数称为柔度C 〔mm/N〕,可表示为:C= 1/K系统=Y系统/F c.2.特点:工艺系统在削力作用下都会产生不同程度的变形,导致刀刃和加工外表在作用力方向上的相对位置发生变化,于是产生加工误差.整个工艺系统的刚度比其中刚度最小的那个环节的刚度还小. 3 .影响:切削过程中力作用位置的变化对加工精度的影响;切削过程中受力大小变化对加工精度的影响. 4 .提升举措:合理的结构设计;提高连接外表的接触刚度;采用合理的装夹和加工方法.28、何谓误差复映规律?误差复映系数的含义是什么?它与哪些因素有关?减小误差复映有哪些工艺举措?答: 1.误差复映规律:在待加工外表有什么样的误差,加工外表也必然出现同样性质的误差. 2.含义:误差复映系数是为了衡量加工后工件精度提升的程度,值越小表示加工后零件的精度越高.3.它主要是由于系统有弹性变形.是由于加工时毛坯的尺寸和形位误差、装卡的偏心等原因导致了工件加工余量变化,而工件的材质也会不均匀,故引起切削力变化而使工艺系统变形量发生改变产生的加工误差. 4.减小误差复映的工艺举措:〔1〕.走刀次数〔或工步次数〕愈多,总的误差愈小,零件的形状精度愈高,对于轴类零件那么是径向截面的形状精度愈高.〔2〕.系统刚度愈好,加工精度愈高.29、外表质量的含义包括哪些主要内容?为什么机械零件的外表质量与加工精度具有同等重要的意义?答:1、外表质量是指机器零件加工后外表层的微观集合形状和物理机械性能.机械加工外表质量的含义有两方面的内容:〔 1 〕外表层的几何形状特征, 其包括外表粗糙度和外表波度;〔2〕外表层的物理机械性能,其包括外表层冷作硬化、外表层金相组织的变化和外表剩余应力.2、之所以说机械零件的外表质量与加工精度具有同等重要的意义是由于:一个零件的加工质量分为两局部,一是零件加工精度〔含尺寸、形状、位置精度〕,二是外表质量〔含外表粗糙度和外表变质层〕 .前者是从宏观上保证加工的零件满足设计要求,后者是说微观上所存在加工缺陷.它主要影响零件的装配精度、疲劳强度等.所以就是从不同的角度保证零件的加工精度以满足使用要求30、影响磨削加工的外表粗糙度的主要因素有哪些?并考虑如何降低外表粗糙度.答:影响磨削后的外表粗糙度的因素也可以归纳为与磨削过程和砂轮结构有关的几何因素,与磨削过程和被加工材料塑性变形有关的物理因素及工艺系统的振动因素三个方面. 从几何因素看,砂轮上磨粒的微刃形状和分布对于磨削后的外表粗糙度是有影响的. 从物理因素看,大多数磨粒只有滑擦,耕犁作用.另外引起磨削外表粗糙度值增大的主要原因还往往是工艺系统的振动所致,增大工艺系统刚度和阻尼,做好砂轮的动平衡以及合理地修正砂轮可显著减小粗糙度值.31、什么是冷作硬化现象?其产生的主要原因是什么?什么是磨削“烧伤〞?为什么磨削加工常产生“烧伤〞?试举例说明减少磨削烧伤及裂纹的方法有哪些?答:冷作硬化:零件在机械加工中外表层金属产生强烈的冷态塑性变形后,引起强度和硬度都有所提升的现象. 产生原因:切削〔磨削〕加工时,外表层金属由于塑性变形使晶粒间产生剪切滑移,晶格扭曲,经理发生拉长、破碎、纤维化,从而使外表层材料强化,强度和硬度提升.磨削加工时,切削力大,切削速度也非常高,去除单位体积的材料所消耗的功率,是其他切削方法的数十倍.这样大的能量消耗绝大局部转换成了热量.而磨削的体积小数量少,砂轮的导热性有相当的差, 磨削过程中有70%以上的热量都瞬时传给了工件. 在很短的时间。
1___________GR______is a criterion describing the kinetics of the liquid-solid interface during solidification2_____Gate_____is a portion of the runner through which the molten metal enters the mold cavity3______Fluidity____is the capability of the molten metals to fill mold cavity. It consists of two basic factors: (1) characteristics of the molten metal; and (2) casting parameters4________Porosity___in a casting may be caused by shrinkage or gases or both. It is detrimental to the ductility of a casting and its surface finish5There are two general types of sand: naturally bonded and ____synthetical______6__Expendable-partten welding_______is a process using a polystyrene pattern, which evaporates upon contact with molten metal to form a cavity for the casting7In ______plaster-mold casting______ process, the mold is made of plaster of Paris gypsum, or calcium sulfate, with the addition of talc and silica flour to improve strength and to control the time required for the plaster to set These components are mixed with water, and the resulting slurry is poured over the pattern8______Die casting______and _____ceramic-mold casting_____ are called Precision Casting9In______slush____ casting,The molten metal is poured into the metal mold; after the desired thickness of solidified skin is obtained, the mold is inverted, and the remaining liquid metal is poured out10Rolling By product’s shape can be divided into __flat__rolling______ and ____shape rolling______11At one point along the contact length, called the __neutral point_______t ,the velocity of which is the same as that of the roll. To the left of this point, the roll moves faster than the strip; to the right of this point, the strip moves faster than the roll.12In rolling,The maximum possible____draft______, defined as the difference between the initial and final thicknesses,13In_____impression-die_____forging,the workpiece acquires the shape of the die cavities (impressions) while being forged between two shaped dies14The rolling practice above the ____recrystal______temperature of the metal is called hot rolling15_____Forging_____is a process in which the workpiece is shaped by compressive forces applied through various dies and tools16______Open-die forging____is the simplest forging process. It can be depicted by a solid workpiece placed between two flat dies and reduced in height by compressing it17______Cogging____,also called drawing out, is basically an open-die forging operation in which the thickness of a bar is reduced by successive forging steps at specific intervals18_____Heading_____is essentially an upsetting operation, usually performed at the end of round rod or wire in order to produce a larger cross-section.19_____Piercing_____is a process of indenting the surface of a workpiece with a punch (but not breaking through) in order to produce a cavity or an impression20___Forgeability_______is generally defined as the capability of a material to undergo deformation without cracking21In the _____extrusion_____process, a billet (generally round ) is forced through a die, in amanner similar to squeezing toothpaste from a tube22_____C ircumscribingcircle diameter____ is a parameter describing the shape of the extruded product. It is the diameter of the smallest circle into which the extruded cross-section will fit23The complexity of an extrusion is a function of the ratio of the perimeter(周长)of the extruded product to its cross-sectional area, known as the ___shape factor_______24Shearing usually starts with the_____formation of cracks___on both the top and bottom edges of the workpiece These cracks eventually meet each other and separation occurs.25The whole fracture surfaces includes four different parts: Rollover Depth , ___Burnish Depth_______, Fracture Depth and burr26Because all materials have a finite modulus of elasticity, plastic deformation is followed by some elastic recovery, when the load is removed. In bending , this recovery is called ____springback______27_____thermoforming_____is a series of processes for forming thermoplastic sheet or film over a mold, by means of the application of heat and pressure28In GTAW,The weld arc is generated between the electrode and the workpiece. The weld area is shielded effectively by an atmosphere of_____Ar_____, or_______He___ various gas mixtures29Three distinct zones can be identified in a typical fusion-weld joint: base metal; heat-affected zone (HAZ); ____weld metal______答案在下一页1G/R,2 gate 3fluidity 4porosity 5synthetic 6 expendable-pattern casting 7plaster-mold casting 8ceramic-mold casting 9slush 10 flat rolling and shape rolling 11netural 12 draft 13 impression-die 14recrystal plaster-mold casting 16 open-die 17 cogging 18 heading 19 piercing 20 forgeability 21 extrusion 22 CCD 23 shape factor 24 formation of cracks 25 burnish depth 26 springback 27thermoforming 28 argon, helium, carbon dioxide. Various gas mixtures. 29 weldmetal1G/R,2 gate 3fluidity 4porosity 5synthetic 6 expendable-pattern casting 7plaster-mold casting 8ceramic-mold casting 9slush 10 flat rolling and shape rolling 11netural 12 draft 13 impression-die 14recrystal 15 forging 16 open-die 17 cogging 18 heading 19 piercing 20 forgeability 21 extrusion 22 CCD 23 shape factor 24 formation of cracks 25 burnish depth 26 springback 27thermoforming 28 argon, helium, carbon dioxide. Various gas mixtures. 29 weld metal。
第一章计算机基础知识第一节计算机的基本概念1.(单选题) 计算机之所以能按人们的意志自动进行工作,最直接的原因是采用了()A.二进制数制B.程序设计语言C.高速电子元件D.存储程序控制答题: A. B. C. D. (已提交)参考答案:D2.(单选题) CAM的含义是()A.计算机辅助设计B.计算机辅助教学C.计算机辅助制造D.计算机辅助测试答题: A. B. C. D. (已提交)参考答案:C3.(单选题) 计算机能计算有大量数据和程序语句的问题,下列起主要作用的因素是()A.大尺寸的彩显B.快速的打印机C.大容量内外存储器D.质量好的键盘和鼠标答题: A. B. C. D. (已提交)参考答案:C4.(单选题) 计算机的通用性使其可以求解不同的算术和逻辑问题,这主要取决于计算机的()A.高速运算B.指令系统C.可编程性D.存储功能答题: A. B. C. D. (已提交)参考答案:C5.(单选题) 第三代计算机采用的主要电子器件为()A.电子管B.小规模集成电路C.大规模集成电路D.晶体管答题: A. B. C. D. (已提交)参考答案:B6.(单选题) 当前计算机的应用领域极为广泛,但其应用最早的领域是()A.数据处理B.科学计算C.人工智能D.过程控制答题: A. B. C. D. (已提交)参考答案:B·第二节计算机系统的组成1.(单选题) 下列4种软件中属于应用软件的是()A.财务管理系统B.DOSC.Windows7D.Windows server答题: A. B. C. D. (已提交)参考答案:A2.(单选题) 计算机存储容量的基本单位是()A.赫兹B.字节C.位D.波特答题: A. B. C. D. (已提交)参考答案:B3.(单选题) 冯诺依曼结构计算机的五大基本构件包括运算器、存储器、输入设备、输出设备和()A.显示器B.控制器C.硬盘存储器D.鼠标器答题: A. B. C. D. (已提交)参考答案:B第三节信息编码1.(单选题) 在计算机中,常用的数制是()A.二级制B.八进制C.十进制D.十六进制答题: A. B. C. D. (已提交)参考答案:A2.(单选题) 计算机能直接识别并执行的语言是()A.汇编语言B.自然语言C.机器语言D.高级语言答题: A. B. C. D. (已提交)参考答案:C3.(单选题) 与二进制数11111110等值的十进制数是()A.251B.252C.253D.254答题: A. B. C. D. (已提交)参考答案:D4.(单选题) 下列四组数应依次为二进制、八进制和十六进制,符合这个要求的是()A.11,78,19B.12,77,10C.12,80,10D.11,77,19答题: A. B. C. D. (已提交)参考答案:D5.(单选题) 字长16位的计算机,它表示()A.数以16位二进制数来表示B.数以十六进制来表示C.可处理16个字符串D.数以两个八进制表示答题: A. B. C. D. (已提交)参考答案:A6.(单选题) “32位微型计算机”中的32指的是()A.微机型号B.内存容量C.运算速度D.机器的字长答题: A. B. C. D. (已提交)参考答案:D7.(单选题) 在计算机领域中,通常用大写英文字母B来表示()A.字B.字长C.字节D.二进制位答题: A. B. C. D. (已提交)参考答案:C第四节微型计算机的硬件组成1.(单选题) 计算机的硬件主要包括:中央处理器、存储器、输入设备和()A.键盘B.鼠标C.显示器D.输出设备答题: A. B. C. D. (已提交)参考答案:D2.(单选题) 如果电源突然中断,存储器()中的信息会丢失而无法恢复。
工程材料及成形技术基础课课后习题参考答案第一章:1-1 机械零件在工作条件下可能承受哪些负荷?这些负荷对零件产生什么作用?答:机械零件在工作条件下可能承受到力学负荷、热负荷或环境介质的作用(单负荷或复合负荷的作用)。
力学负荷可使零件产生变形或断裂;热负荷可使零件产生尺寸和体积的改变,产生热应力,热疲劳,高温蠕变,随温度升高强度降低(塑性、韧性升高),承载能力下降;环境介质可使金属零件产生腐蚀和摩擦磨损两个方面、对高分子材料产生老化作用。
1-3 σs、σ0.2和σb含义是什么?什么叫比强度?什么叫比刚度?答:σs-P s∕F0,屈服强度,用于塑性材料。
σ0.2-P0.2∕F0,产生0.2%残余塑性变形时的条件屈服强度,用于无明显屈服现象的材料。
σb-P b∕F0,抗拉强度,材料抵抗均匀塑性变形的最大应力值。
比强度-材料的强度与其密度之比。
比刚度-材料的弹性模量与其密度之比。
思考1-1、1-2.2-3 晶体的缺陷有哪些?可导致哪些强化?答:晶体的缺陷有:⑴点缺陷——空位、间隙原子和置换原子,是导致固溶强化的主要原因。
⑵线缺陷——位错,是导致加工硬化的主要原因。
⑶面缺陷——晶界,是细晶强化的主要原因。
2-5 控制液体结晶时晶粒大小的方法有哪些?答:见P101.3.4.2液态金属结晶时的细晶方法。
⑴增加过冷度;⑵加入形核剂(变质处理);⑶机械方法(搅拌、振动等)。
2-8 在铁-碳合金中主要的相是哪几个?可能产生的平衡组织有哪几种?它们的性能有什么特点?答:在铁-碳合金中固态下主要的相有奥氏体、铁素体和渗碳体。
可能产生的室温平衡组织有铁素体加少量的三次渗碳体(工业纯铁),强度低塑性好;铁素体加珠光体(亚共析钢),珠光体(共析钢),珠光体加二次渗碳体(过共析钢),综合性能好;莱氏体加珠光体加二次渗碳体(亚共晶白口铸铁),莱氏体(共晶白口铸铁),莱氏体加一次渗碳体(过共晶白口铸铁),硬度高脆性大。
思考题1. 铁-碳合金相图反映了平衡状态下铁-碳合金的成分、温度、组织三者之间的关系,试回答:⑴随碳质量百分数的增加,铁-碳合金的硬度、塑性是增加还是减小?为什么?⑵过共析钢中网状渗碳体对强度、塑性的影响怎样?⑶钢有塑性而白口铁几乎无塑性,为什么?⑷哪个区域的铁-碳合金熔点最低?哪个区域塑性最好?﹡⑸哪个成分结晶间隔最小?哪个成分结晶间隔最大?答:⑴随碳质量百分数的增加,硬度增加、塑性减小。
1.(单选题) 一个最简单的C++ 程序,可以只有一个()。
A.库函数B.自定义函数C.main 函数D.空函数答题: A. B. C. D. (已提交)参考答案:C问题解析:2.(单选题) 用C++ 语言编写的源程序要成为目标程序必须要经过()。
A.解释B.汇编C.编辑D.编译答题: A. B. C. D. (已提交)参考答案:D问题解析:3.(单选题) C++ 程序中的简单语句必须以()结束。
A.冒号B.分号C.空格D.花括号答题: A. B. C. D. (已提交)参考答案:B问题解析:4.(单选题) 程序中把表达式“a+0.5”写为“a*0.5”,是()错误。
A.编译B.连接C.运行D.逻辑答题: A. B. C. D. (已提交)参考答案:D问题解析:5.(单选题) 在下列选项中,全部都是C++ 关键字的选项为()。
A.while IF Static B.break char goC.sizeof case extern D.switch float integer答题: A. B. C. D. (已提交)参考答案:C问题解析:6.(单选题) 按C++标识符的语法规定,合法的标识符是()。
A._abc B.new C.πD."age"答题: A. B. C. D. (已提交)参考答案:A问题解析:7.(单选题) 下列正确的八进制整型常量表示是()。
A.0a0 B.015 C.080 D.0x10答题: A. B. C. D. (已提交)参考答案:B问题解析:8.(单选题) 下列错误的十六进制整型常量表示是()。
A.0x11 B.0xaf C.0xg D.0x1f答题: A. B. C. D. (已提交)参考答案:C问题解析:9.(单选题) 可以用于命名变量的标识符是()。
A.3x B.const C.name_2 D.答题: A. B. C. D. (已提交)参考答案:C问题解析:10.(单选题) 说明变量a是整形变量的正确语句是()。
第一章电力二极管和晶闸管一、单选题1.晶闸管部有()PN结A.一个B.二个C.三个D.四个【答案:C】2. 晶闸管两端并联一个RC电路的作用是(C )A.分流B.降压C.过电压保护D.过电流保护【答案:C】3. 普通晶闸管的通态电流(额定电流)是用电流的()来表示的A.有效值B.最大值C.平均值D.瞬时值【答案:C】4. 晶闸管在电路中的门极正向偏压()愈好A.愈大B.愈小C.不变D.0【答案:B】二、判断题1.晶闸管串联使用时,必须注意均流问题。
()【答案:×】2.给晶闸管加上正向阳极电压它就会导通。
()【答案:×】3. 两个以上晶闸管串联使用,是为了解决自身额定电压偏低,不能胜任电路电压要求,而采取的一种解决方法,但必须采取均压措施。
()【答案:√】4. 触发普通晶闸管的触发脉冲,也能触发可关断晶闸管。
()【答案:×】5. 普通晶闸管外部有三个电极,分别是基极、发射极和集电极。
()【答案:×】6. 只要让加在晶闸管两端的电压减小为零,晶闸管就会关断。
()【答案:×】7. 只要给门极加上触发电压,晶闸管就导通。
()【答案:×】第二章单相可控整流电路一、单选题1.单相半控桥整流电路的两只晶闸管的触发脉冲依次应相差()度A.180°B.60°C.360°D.120°【答案:A】2. 单相半波可控整流电阻性负载电路中,控制角α的最大移相围是( )A.90°B.120° C.150°D.180°【答案:D】3. 晶闸管可控整流电路中的控制角α减小,则输出的电压平均值会()。
A.不变,B.增大,C.减小。
【答案:B】4. 单相半波可控整流电路输出直流电压的最大平均值等于整流前交流电压的()倍。
A.1,B.0.5,C.0.45,D.0.9.【答案:C 】5. 单相桥式全控整流电路输出直流电压的最大平均值等于整流前交流电压的()倍。
成型技术基础随堂练习第1章金属材料与热处理·1.0 绪论及金属材料的机械性能1.下列不是金属力学性能的是()A、强度B、硬度C、韧性D、压力加工性能参考答案:D2.试样拉断前所承受的最大标称拉应力为()A、抗压强度B、屈服强度C、疲劳强度D、抗拉强度参考答案:D3.常用材料的塑性判断依据是()A、伸长率和断面收缩率B、塑性和韧性C、断面收缩率和塑性D、伸长率和塑性参考答案:A4.不宜用于成品与表面薄层硬度测试方法()A、布氏硬度B、洛氏硬度C、维氏硬度D、以上方法都不宜参考答案:A5.用金刚石圆锥体作为压头可以用来测试()A、布氏硬度B、洛氏硬度C、维氏硬度D、以上都可以参考答案:B6.金属疲劳的判断依据是()A、强度B、塑性C、抗拉强度D、疲劳强度参考答案:D7.材料的冲击韧度越大,其韧性就()A、越好B、越差C、无影响D、难以确定参考答案:A8.在金属材料的力学性能指标中,“200HBW”是指( )A. 布氏硬度B. 弹性C. 强度D.塑性参考答案:A1.1 材料的晶体结构与结晶1.常见金属铜室温下的晶格结构类型()A.与Zn相同B. 与δ-Fe相同C.与γ-Fe相同D. 与α-Fe相同参考答案:C2.金属锌室温下的晶格类型为()A. 体心立方晶格B. 面心立方晶格C. 密排六方晶格D. 以上都不是参考答案:C3.过冷度是金属结晶的驱动力,它的大小主要取决于()A.化学成分B. 冷却速度C.晶体结构D. 加热温度参考答案:B4.在912℃以下具有体心立方晶格的铁称为()A. γ―FeB. δ―FeC. α―FeD. β―Fe参考答案:C5.具有面心立方晶格的铁称为()A. γ―FeB. β―FeC. α―FeD. δ―Fe参考答案:A6.α―Fe是具有()晶格的铁。
A.体心立方 B. 面心立方 C. 密排六方 D.以上都不是参考答案:A7.纯铁在1450℃时为()晶格。
A.体心立方 B. 面心立方 C. 密排六方 D.以上都不是参考答案:A1.2 合金与铁碳合金1.组成合金的最基本的独立物质称为()。
A. 相B. 组元C. 组织D. 显微组织参考答案:B2.下列组织中,硬度最高的是()A.铁素体B.渗碳体C.珠光体D.奥氏体参考答案:B3.铁素体的力学性能特点是()A.强度高,塑性好,硬度高B.强度低,塑性差,硬度低C.强度高,塑性好,硬度低D.强度低,塑性好,硬度低参考答案:D4.碳在铁素体中的最大溶解度为()A.0.0218 %B. 0.77 %C. 2.11 %D.4.3 %参考答案:A5.碳在奥氏体中的最大溶解度为()参考答案:C6.渗碳体的力学性能特点是()A.硬而韧B.硬而脆C.软而韧D.软而脆参考答案:B7.铁碳合金中,共晶转变的产物称为()。
A. 铁素体B.珠光体C. 奥氏体D.莱氏体参考答案:D8.共晶白口铸铁的含碳量为()。
A .0.77 % B. 2.11 % C. 4.3% D. 6.69%参考答案:C9.铁碳合金共晶转变的温度是()。
A. 727℃B. 912℃C. 1148℃D. 1227℃参考答案:C10.铁碳合金相图上的共析线是()。
A. ECFB. ACDC. PSKD. GSE参考答案:C1.3 金属材料热处理1.共析钢的过冷奥氏体在550~350℃温度区间等温转变时,所形成的组织是()A. 下贝氏体B. 索氏体C.上贝氏体D.珠光体参考答案:C2.共析钢的过冷奥氏体在300℃左右等温转变时,所形成的组织是()。
A. 上贝氏体B.下贝氏体C. 索氏体D.珠光体参考答案:B3.马氏体的硬度取决于()。
A. 奥氏体的晶粒度B. 淬火冷却速度C.合金元素的含量D.马氏体的含碳量参考答案:D4.亚共析钢常用的退火方法是()。
A. 完全退火B. 球化退火C.等温退火D.去应力退火参考答案:A5.为改善过共析钢的切削加工性,应采用( )A.完全退火B.去应力退火C.球化退火D.均匀化退火参考答案:CA. 去应力退火B. 完全退火C. 球化退火D.等温退火参考答案:A7.为了改善低碳钢的切削加工性能,通常采用的预备热处理是()A. 调质B.渗碳C. 球化退火D.正火参考答案:D8.钢的回火处理是在()A.退火后进行 B.正火后进行 C.淬火后进行 D.淬火前进行参考答案:C9.淬火钢在(350~500)℃回火时,可达到最高值的机械性能是()A. 抗拉强度B. 弹性极限C. 屈服强度D. 塑性参考答案:B10.过冷奥氏体是指冷却到()温度以下,尚未转变的奥氏体。
A.Ms B. Mf C. A1 D. A3参考答案:C11.调质处理就是()的热处理。
A.淬火+低温回火 B. 淬火+中温回火 C. 淬火+高温回火参考答案:C12.调质处理后的组织是()A.回火马氏体 B.回火索氏体 C.回火托氏体 D. 铁素体参考答案:B13.化学热处理与其它热处理方法的主要区别()A.加热温度 B.组织变化 C.改变表面化学成分 D. 以上都不是参考答案:C14.为提高灰铸铁的表面硬度和耐磨性,采用()热处理效果好。
A.渗碳后淬火+低温回火 B.表面淬火 C. 等温淬火参考答案:B15.成分相同的钢,经过不同的热处理,可以得到不同的组织,从而具有不同的力学性能。
对于碳的质量分数(含碳量)为0.45%的钢,当要求具有高的硬度和耐磨性时,应进行_______;当要求具有较高的综合力学性能时,应进行_______;当要求具有较高的弹性极限时,应进行_______。
①.完全退火;②.淬火十中温回火;③.淬火十低温回火;④.调质处理A.①②③B. ④③①C. ③④②D. ③②④参考答案:C1.4 常用的金属材料A.碳素钢 B. 合金钢 C. 工具钢D碳素钢和合金钢参考答案:D2.08F钢中的平均含碳量为()。
A.0.08% B. 0.8% C. 8% D. 大于8%参考答案:A3.普通、优质和高级优质钢是按钢的()进行划分的。
A.力学性能的高低 B. S、P含量的多少 C. Mn、Si含量的多少参考答案:B4.在下列牌号中属于优质碳素结构钢的有()。
A.T8A B. 45 C. Q235 D. HT200参考答案:B5.在下列牌号中属于工具钢的有()。
A.20 B. 65Mn C. T10A D. QT400-17参考答案:C6.制造齿轮零件的材料应选择()。
A.08F B. 45 C. 65Mn D. HT100参考答案:B7.平衡状态下硬度最高的材料是()A.20B.T12C.Q235D.65参考答案:B8.下列碳钢在平衡状态下,塑性最好的材料是()A.T9B.T12C.15D.65参考答案:C9.工具钢的最终热处理一般为()A. 淬火B.淬火+高温回火C.中温淬火D.淬火+低温回火参考答案:D10.“65Mn”是常用的合金弹簧钢,“65”表示的意义是()。
A.钢中的含碳量为6.5%左右;B.钢中的含碳量为0.65%左右;C.钢中的含锰量为6.5%左右;D.钢中的含锰量为0.65%左右。
参考答案:B第2章铸造成型技术·2.1 合金的铸造性能1.形状复杂零件的毛坯,尤其是具有复杂内腔时,最适合采用()生产。
A、铸造B、锻造C、焊接D、机械加工参考答案:A2.铸铁中的碳以石墨形态析出的过程称为()。
A.石墨化 B. 变质处理 C. 球化处理参考答案:A3.在可锻铸铁的显微组织中,石墨的形态是()。
A.片状的B.球状的C.蠕虫状的D.团絮状的参考答案:D4.下列各铸铁中,铸造性能最好的是______,铸造性能最差的是______。
()①.普通灰口铸铁②.铸钢③.可锻铸铁④.球墨铸铁A.①②B.③④C.①③ D.②④参考答案:A5.牌号HT150中的“150”表示( )。
A.该牌号铸铁标准试样的最低抗拉强度不低于150MPa;B.该牌号铸铁的含碳量为1.50%;C.该牌号铸铁标准试样的最低屈服强度不低于150MPa;D.该牌号铸铁件的最低抗拉强度不低于150MPa;参考答案:A6.球墨铸铁的球化剂常用()A.硅铁B.镁或稀土镁合金C.硅铁和锰铁D.都不是参考答案:B7.生产中为提高合金的流动性,常采用的方法是()A.提高浇注温度B.降低出铁温度C.加大出气口D.延长浇注时间参考答案:A8.合金的铸造性能主要包括()。
A、充型能力和流动性B、充型能力和收缩C、流动性和缩孔倾向D、充型能力和变形倾向参考答案:B9.消除铸件中残余应力的方法是()。
A、同时凝固B、减缓冷却速度C、时效处理D、及时落砂参考答案:C10.为了保证铸件的质量,顺序凝固常用于()铸件的生产。
A、缩孔倾向大的合金B、吸气倾向大的合金C、流动性较差的合金D、裂纹倾向大的合金答题: B. D. (已提交)参考答案:A11.以下材料中,流动性最差的是()。
A、球墨铸铁B、铸铝C、灰口铸铁D、铸钢参考答案:D12.铸件的收缩过程主要指()。
A、液态收缩B、凝固收缩C、固态收缩D、A、B和C均存在参考答案:D13.缩松和缩孔形成的基本原因是()。
A、凝固收缩大于液态收缩B、液态收缩和凝固收缩大于固态收缩C、金属液体得不到补充D、B和C参考答案:D14.实现铸件的顺序凝固,冒口应该设置在靠近铸件的()。
A、薄处B、厚处C、中间D、薄处和厚处同时参考答案:B15.实现铸件的同时凝固,金属液体应从铸件的()引入。
A、薄处B、厚处C、中间D、薄处和厚处同时参考答案:A16.铸造内应力的存在会导致()A、铸件产生变形B、铸件产生裂纹C、铸件产生变形和裂纹D、缩孔和缩松参考答案:C17.铸造内应力按产生的不同原因主要分为()A、热应力B、机械应力C、热应力和机械应力D、以上都不是参考答案:C18.按照工艺的不同,常用的铸造方法分为()。
A、砂型铸造B、特种铸造C、砂型铸造和特种铸造D、低压铸造参考答案:C19.砂型铸造根据完成造型工序的方法不同,分为()。
A、手工造型B、手工造型和机器造型C、机器造型D、挤压铸造参考答案:B20.特种铸造是指与砂型铸造有一定区别的铸造方法,主要包括()。
A、熔模铸造B、金属型铸造C、压力铸造D、离心铸造E、以上都是参考答案:E2.3 砂型铸造及工艺设计1.模腔的作用是形成铸件的(),型芯的作用是形成铸件的()。
A、浇注系统B、冒口C、内腔D、外形A.①② B.③④C.②③D.④③参考答案:D2.从减少应力和防止裂纹的观点出发.设计铸件时,应使其形状尽量对称,壁厚尽量()A.加大B.悬殊C.减小D.均匀参考答案:D3.用铸造毛坯的零件图上应有()A.分型面B.结构斜度和圆角C.分型面加拔模斜度和圆角D.拔模斜度加圆角参考答案:C4.铸件的壁与壁相交处应设计成()。