14
第14页/共80页
J 507 焊条为例
J 507
低氢型药皮、直流
焊缝金属抗拉强 度不低于490MPa 结构钢焊条
15
第15页/共80页
焊条的型号和牌号的区别
焊条型号是国家标准中对焊条规定的编号,用来区别 各种焊条熔敷金属的力学性能、化学成分、药皮类型、 焊接位置和焊接电流种类。标有型号的焊条,其技术要 求、性能指标、检验方法都应按国家标准的规定进行。 国家标准中通常只规定该种焊条最基本的要求。焊条国 家标准不可能包括所有的焊条。
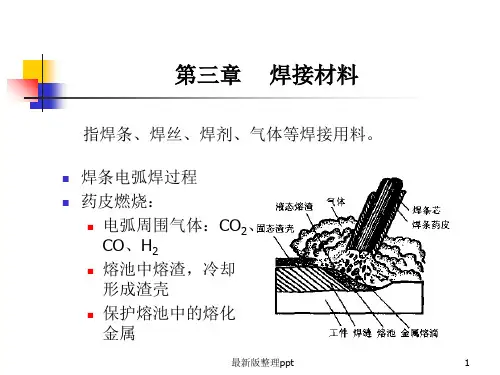
⑥粘结剂:将涂料牢固的粘在焊芯上,不参加有害 的冶金反应,如钠水玻璃、钾水玻璃与 钠水玻璃混合。
⑦成形剂:使药皮材料具有一定的塑性、弹性和流 动性,保证药皮在压涂时不开裂。成形 剂通常是有弹性和滑性的材料。如云母 8
第8页/共80页
应当指出,药皮 组成物中的每种材 料都具有多种作用 。在进行焊条药皮 配方设计和选材时 ,应重点考虑主要 作用,同时兼顾次 要作用。
药皮成分对熔滴过渡形态有影响,增多硅酸盐减 少碳酸盐,细化熔滴,使短路过度U↓,颗粒过渡U↑, 射流过渡, αP最大.
焊条熔化与药皮的导电性和导热性有关,以TiO2 为主,渣导热性差,导电性好,电阻热作用,导致药 皮易于发红,钛型.钛钙型.若药皮中加入发热剂, 氧化铁型加速药皮熔化大,氧化铁型αP ↑.
20
第20页/共80页
2. 焊接位置的适应性
焊缝位置: 平焊缝、立焊缝、仰焊缝、横焊缝
一般焊条均可进行平焊,但不是所有焊条均 可立、仰、横焊。 立、仰、横焊难点在于: ①重力作用下焊条熔滴不易向熔池过渡; ②熔池金属和熔渣下流.
21
第21页/共80页
解决方法:
1)适当增加电弧吹力,调整药皮熔点和厚度,使焊条端部 产生适当长度的套筒,药皮中加入一定数量造气剂.