API圆螺纹套管接箍尺寸
- 格式:doc
- 大小:69.00 KB
- 文档页数:3
API 5B1、套管螺纹的测量和检验①、范围A、内容本标准包括J55、K55、N80(1类、Q)和P110钢级的套管和接箍,规定了它们的螺纹和螺纹量规的尺寸和标记要求,螺纹测量方法,螺纹量规规范与鉴定的规定,以及用于检验圆螺纹套管、偏梯形螺纹套管的仪器和方法。
本规范适用于按API标准生产的产品。
螺纹的锥度、螺距、牙型高度、牙型角和牙型角的测量方法适用于每英寸牙数不超过111/2牙的螺纹。
所列不带偏差的螺纹尺寸仅作为连接设计的依据,不须进行测量以确定产品接收或拒收。
B、检验螺纹检验适用于制造地点装运前的检验,中途任一地点进行的检验,目的地交货后进行的检验以及有代表买方或厂方的检验人员进行的检验。
制造厂可任意选用其他的仪器或方法来控制生产作业。
但是,产品验收只能根据依本规范要求进行的检验结果来决定。
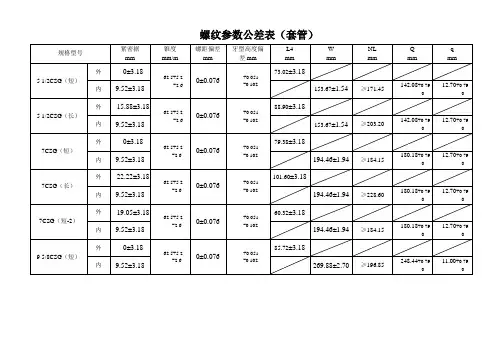
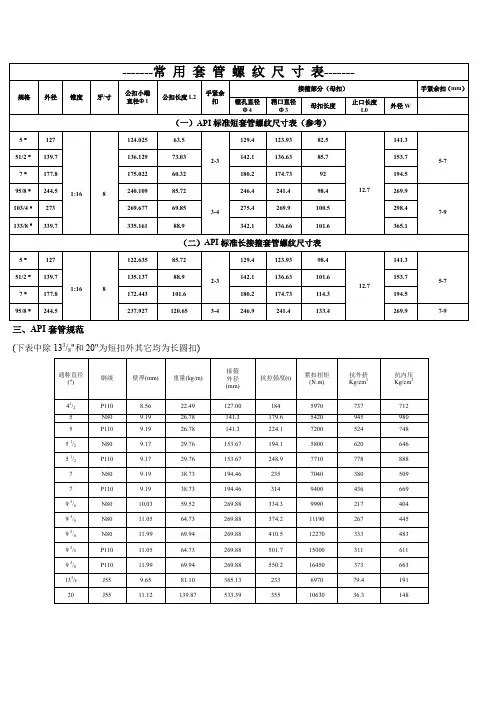
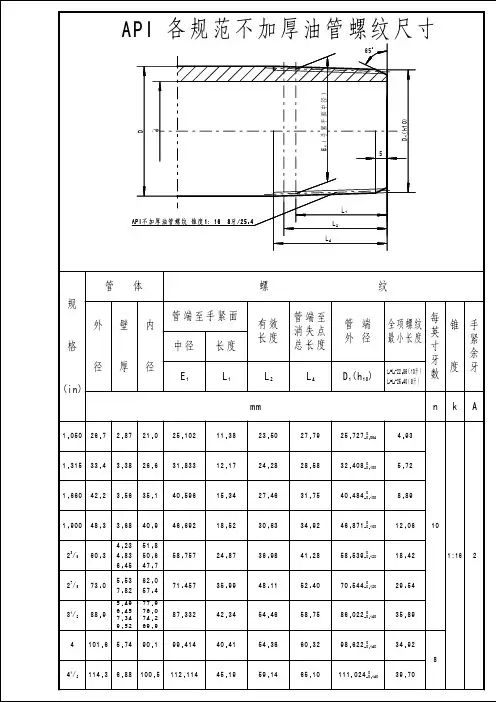
②、螺纹尺寸与极限偏差A、螺纹测量螺纹长度应平行螺纹轴线测量,螺纹牙型高度与锥度直径应大致垂直于螺纹轴线测量;圆螺纹套管的螺距应平行于螺纹轴线沿节圆锥测量。
圆螺纹的锥度应在直径上沿节圆锥测量;偏梯形内、外螺纹的螺距应沿中径圆锥平行于螺纹轴线测量,偏梯形外螺纹的锥度应沿小径圆锥,内螺纹锥度应沿大径圆锥在其直径上测量。
B、外观检查在自管端起的完整螺纹的最小长度Lc范围内,以及从镗孔端面到离接箍中心J±1牙的平面间隔内,螺纹应无明显的撕裂、刀痕、磨痕、台肩或破坏螺纹连续性的其它任何缺欠。
对偶然出现的表面刮痕、轻微凹痕和表面不规则,若不影响螺纹表面的连续性,可不必视为有害。
由于难以确定表面刮痕、轻微凹痕和表面不规则及其对螺纹性能的影响程度,因此也不能把此类缺欠作为管子叛废的依据。
作为验收准则,最关键的是要考虑到保证螺纹上不存在使接箍螺纹保护涂层剥落或损伤啮合面的明显凸点。
允许用手工精修螺纹表面。
长度(Lc)与螺纹消失点之间允许存在缺欠,只要其深度不延伸到螺纹底径圆锥以下,或者不大于规定壁厚的12.5%(从缺欠延伸处管子表面测量)。
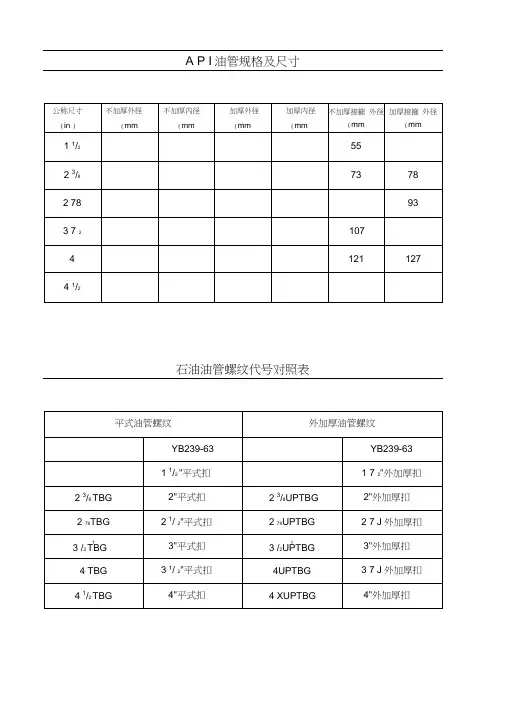
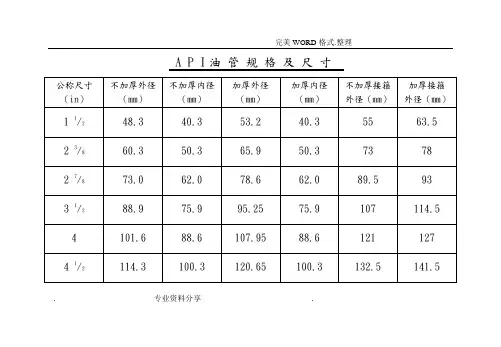
完美WORD 格式.整理. 专业资料分享 .A P I 油 管 规 格 及 尺 寸公称尺寸 (in )不加厚外径 (mm ) 不加厚内径 (mm )加厚外径(mm )加厚内径 (mm )不加厚接箍 外径(mm ) 加厚接箍 外径(mm )1 1/2 48.3 40.3 53.2 40.3 55 63.5 2 3/8 60.3 50.3 65.9 50.3 73 78 2 7/8 73.0 62.0 78.6 62.0 89.5 93 3 1/2 88.9 75.9 95.25 75.9 107 114.54 101.6 88.6 107.95 88.6 121 127 4 1/2114.3100.3120.65100.3132.5141.5完美WORD格式.整理石油油管螺纹代号对照表平式油管螺纹外加厚油管螺纹GB9253.3 YB239-63 GB9253.3 YB239-631.900TBG 1 1/2 " 平式扣 1.900UPTBG 1 1/2" 外加厚扣2 3/8 TBG 2" 平式扣 2 3/8UPTBG 2" 外加厚扣2 7/8 TBG 2 1/2" 平式扣 2 7/8UPTBG 2 1/2" 外加厚扣3 1/2 TBG 3" 平式扣 3 1/2UPTBG 3" 外加厚扣4 TBG 3 1/2" 平式扣4UPTBG 3 1/2" 外加厚扣. 专业资料分享.完美WORD 格式.整理. 专业资料分享 .4 1/2 TBG4" 平式扣4 1/2UPTBG4" 外加厚扣套 管 规 格 及 尺 寸外径 mm (in )接箍外径 (mm )内径 (mm )通径 (mm )外径 mm (in )接箍外径 (mm )内径 (mm )通径 (mm )114.3(4 1/2)127.0103.9100.7 177.8(7)194.5166.1 162.9 102.999.7 164.0 160.8 101.6 98.4 161.7 158.5 99.696.4 159.4 156.2 127141.3115.8 112.6193.7215.9178.5175.3完美WORD 格式.整理. 专业资料分享 .(5) 114.1 111.0 (7 5/8)177.0 173.8 112.0 108.8 174.6 171.5 108.6 105.4 171.8 168.7 139.7(5 1/2)153.7127.3124.1 219.1(8 5/8)244.5205.7202.5 125.7 122.6 203.7 200.5 124.3 121.1 201.2 198.0 121.4118.2198.8195.6石油套管螺纹代号对照表完美WORD格式.整理短圆螺纹套管长圆螺纹套管偏梯形螺纹API SPEC 5CT YB690-70 API SPEC 5CT YB690-70 API SPEC 5CT4 1/2 CSG 4 1/2 "套管 4 1/2 LCSG 4 1/2 "长丝扣套管 4 1/2 BCSG5 CSG 5"套管5LCSG 5"长丝扣套管 5 BCSG5 1/2 CSG 5 1/2 "套管 5 1/2 LCSG 5 1/2 "长丝扣套管 5 1/2BCSG6 5/8 CSG 6 5/8 "套管 6 5/8 LCSG 6 5/8 "长丝扣套管 6 5/8 BCSG7 CSG 7"套管7 LCSG 7"长丝扣套管7 BCSG7 5/8 CSG 7 5/8 "套管7 5/8 LCSG 7 5/8 "长丝扣套管7 5/8 BCSG . 专业资料分享.完美WORD 格式.整理. 专业资料分享 .8 5/8 CSG 8 5/8 "套管 8 5/8 LCSG 8 5/8 "长丝扣套管 8 5/8 BCSG 9 5/8 CSG 9 5/8 "套管 9 5/8 LCSG 9 5/8 "长丝扣套管 9 5/8BCSG 10 3/4 CSG10 3/4 "套管10 3/4 LCSG103/4"长丝扣套管10 3/4BCSG钻 杆 规 格 及 尺 寸 (X 、G 、S 钢级)规格外径 mm (in )管体内径 (mm ) 内加厚 内径(mm ) 外加厚 外径(mm ) 规格外径 mm (in )管体内径 (mm ) 内加厚 内径(mm ) 外加厚外径(mm )60.3(2 3/8) 46.167.5114.3(4 1/2) 97.2131.873.054.633.381.8114.392.5131.8完美WORD 格式.整理. 专业资料分享 .(2 7/8 ) (4 1/2) 88.9(3 1/2) 76.057.297.1127(5) 112.0 95.288.9(3 1/2) 70.249.297.1127(5) 108.6 146.1101.6(4) 88.374.6114.3139.7(5 1/2) 121.496.9 141.3101.684.869.8114.3139.7118.696.9141.3完美WORD 格式.整理. 专业资料分享 .(4)(5 1/2)石油钻杆接头螺纹代号对照表GB9253.1 标准 GB9253.1标准 YB691-70GB9253.1标准YB691-70NC26 2 3/8 IF 2A10/2A11 4 1/2 FH 420/421 NC31 2 7/8 IF 210/211 2 7/8 REG 230/231 NC38 3 1/2 IF 310/311 3 1/2 REG 330/331 NC504 1/2 IF410/4114 1/2 REG430/431完美WORD格式.整理3 1/2 FH 320/321 5 1/2 REGNC40 4 FH 4A20/4A21 6 5/8 REG . 专业资料分享.。
API油管套管接箍检验指导书1.0 目的本指导书对API油套管接箍螺纹检测程序做了规定,以确保接箍螺纹的质量。
2.0 适用范围本指导书适用于API油套管接箍螺纹的检验和验收/拒收的依据。
3.0 检验依据3.1 API Spec 5B 套管、油管和管线管螺纹的加工、测量和检验规范。
3.2 API Spec 5CT 套管和油管规范(第九版)4.0 检验项目检验API油套管接箍螺纹包括以下项目:项目No.1: 外观检验项目No.2: 紧密距检验项目No.3: 锥度检验项目No.4: 齿高检验项目No.5: 螺距检验项目No.6: 镗孔直接检验项目No.7: 镗孔深度检验(偏梯形螺纹除外)项目No.8: 接箍外径检验项目No.9: 接箍长度检验项目No.10: 承载面宽度检验5.0 检验量规进行API油套管接箍螺纹检验需要使用下列量规:1. 游标卡尺2. 深度规3. 各种规格各种扣型的塞规4. 内螺纹锥度规5. 内螺纹齿高规以及齿高标准块6. 螺距量规以及螺距标准块6.0 检验规则1. 根据生产规格、螺纹类型准备好量规及相应的标准块和量规触头,检查量规是否在校准周期内,各种量规及相关标准块均须保证无任何氧化现象,检验过程中需轻放轻拿,避免损坏量规。
2. 每班开始加工时,前三件产品必须对全部螺纹参数进行检验,符合本指导书要求后方可进入正常生产。
3. 机床加工过程中,如有参数调整,须对调整后的相邻两件产品进行相应检验。
4. 如任何一项检验项目出现不合格,必须对此件前后相邻两件产品进行相应检查。
如再发现不合格,必须向前和向后进行追查,排除所有不合格产品。
5. 所有检测数据都写入到相应的检验记录中,并保存。
7.0 检验程序及验收标准7.1 肉眼检查● 检验项目:No.1● 量规类型:无● 公差: 无● 量规校验: 无● 检验要求:1. 从接箍端面到接箍中心J+1牙平面间隔内,螺纹部分不得有凹坑、凸点、毛刺、撕裂、刀伤、裂纹或者破坏螺纹连续性的其他缺欠。
API圆螺纹套管及接箍螺纹紧密距释疑卫遵义吉玲康董秋莹宋治摘要简单介绍了API圆螺纹套管及接箍螺纹紧密距检验时所使用的螺纹量规的结构特点,着重阐述了套管及接箍螺纹控制和检验紧密距参数时,易被忽视和误解的有关长圆螺纹的凸出量、紧密距P和P1的正负、手紧紧密距牙数A及短圆螺纹套管紧密距的修正等几个问题。
并给出圆螺纹套管及接箍螺纹正确的检验程序,以避免检验紧密距时产生误判。
主题词紧密距圆螺纹套管套管接箍量规检验Explanation of doubtful points of API round thread casingand coupling thread standoff.Wei Zunyi, Ji Lingkang, Dong Qiuying, et al. (Tubular Goods Research Center of CNPC, Xi'an)CPM, 1999, 27(10):35~37This article introduces briefly the design feature of thread gauges used in the inspection of API round thread casing and coupling thread standoff, and expounds some questions relating to the extending amount, the positive and negative sign of standoff P and P1, the thread number of hand tight standoff A and the revising of short round thread standoff, which may be ignored easily in the control and inspection of the casing and coupling standoff. The article also gives the right inspecting procedure of the threads of round thread casing and coupling to avoid erroneous judgement in the course of standoff inspection.Subject Concept Terms standoff round thread casing casing coupling gauge inspection前言API圆螺纹套管的螺纹连接部位是最薄弱的环节。
API圆螺纹套管螺纹检验1.总则本文适用于按API 5B标准,并依据宝钢分公司钢管厂制定的内控标准生产的圆螺纹套管,包括了螺纹尺寸要求、螺纹测量方法、螺纹测量单项仪的使用和方法及以质量要求,S13密封槽。
2.检验项目检验项目分专项检查项目和常规检验2.1.专项检查项目:外观检查、锥度、螺距、齿高、紧密距、外螺纹有效螺纹长度、内螺纹同轴度。
2.2.常规检验项目3.检验前的准备3.1.量具准备检验前根据所检产品规格,准备相应的量具量规及板规,并对量具进行有效性的检查及校对,单项仪的检查及查对见单项参数检验,同时应检查量具的编号,有效期及合格证是否齐全。
3.2.待检产品准备检验前,先用压缩空气将残留在螺纹表面的乳化液、铁屑等异物吹干净。
用工业百洁布或气动纸砂轮打磨去除螺纹表面、螺纹始端和特殊的毛刺和尖锐边缘。
螺纹始端的严重翻边必须去除。
修磨后,应先用回丝擦干螺纹表面,再用压缩空气吹净螺纹表面上残留的金属粉末、铁屑等异物。
4.螺纹检验4.1.测量位置4.1.1.首牙完整螺纹的定位对于外螺纹是最靠近倒角的螺纹,对于内螺纹是最靠近端面的螺纹。
且其齿根两侧各有一个全顶螺纹。
4.1.2.末牙完整螺纹的定位圆螺纹套管是管端至螺纹消失点实测长度减去12.70mm处,即螺纹参数控制长度TECL,内螺纹末牙完整螺纹的位置:在距离油、套管接箍中心J+1牙处。
4.2.测量间距4.2.1.齿高测量间距检测内外螺纹时,测量应在首牙完整螺纹和末牙完整螺纹之间以1英寸为间距进行,测量接触点不超过末牙完整螺纹位置。
4.2.2.螺距和锥度测量间距4.2.2.1.普通间距检测内外螺纹螺距和锥度时,应从首牙完整螺纹或末牙完整螺纹之间以1英寸为间距进行,如果最后若干牙螺纹不足一个测量间距,则与前一测量间距重叠测量。
测量接触点不得超出末牙完整螺纹位置。
4.2.2.2.螺纹螺距间距检测内外螺纹螺距累积误差应在首牙完整螺纹和末牙完整螺纹间某一间距内进行,该间距长度等于0.5英寸的最大倍数。