水射流切割加工
- 格式:ppt
- 大小:7.17 MB
- 文档页数:90

水切割技术简介一、何谓水切割技术水切割技术又称水刀、水射流技术,是真正的冷切割。
它是将普通的水经过压力系统增压后所产生的高能量水流,再通过一个极细的沙管喷嘴,以每秒近千米的速度喷射出水流进行切割,这种切割技术称为水切割技术。
水切割技术是世上公认的最通用的也是发展得最快的技术。
相对其它切割技术而言,水切割不会产生有毒有害的气体或液体,并且也不产生有毒有害的物质或蒸汽。
水切割加工后,在被加工件表面不会产生热反应区或机械应力残留。
水切割技术是一种万能的、高产能的冷切割技术。
二、水切割技术分类水切割技术是所有涉及到水切割所使用的相关技术范畴,其技术分类及设备类型的划分可按照以下方式进行详细划分:水切割技术按照压力大小可分为高压水切割技术和低压水切割技术;按照设备体积分类可分为大型水切割技术和小型水切割技术;按照切割方式可分为后混式水切割技术和前混式水切割技术。
无论是哪种技术均属于高能冷切割技术范畴,冷切割技术是利用水作为切割载体利用磨料对物体进行高速切割的技术。
三、高压水切割技术高压水切割技术又称高压水射流技术,该技术利用驱动装置对普通进行二级或三级增压,从而形成高压水流,高压水流通过高压管路流至割枪头位置,运用虹吸原理将磨料存储装置中的磨料吸入枪头位置并同高压水流进行混合,形成高压水砂混合流并从喷嘴射出,以此来切割物体。
这种技术称之为高压水切割技术。
利用该技术可对几乎所有物体进行切割,如钢板、大理石、石材、塑料、木头、纸类、玻璃、陶瓷、铝板、铜板以及其他耐热性较差和其他易燃物体。
利用此种技术最大程度的克服了在切割过程中材料变形及机械应力对加工部件在成的影响。
该技术具有应用范围广、切割质量高、环保、减少毛刺等特点,另外高压水切割技术主要用于生产加工方面,利用数控技术将割枪头放置于数控机床,通过对所设计图案进行简单的编程,就可对编程图形进行准确切割,且无需更换刀具。
使用简单方便,是对部件进行加工的又一新选择,且在实际应用中拥有良好的表现。
高压水射流切割技术一、高压水射流加工简介近二十年来,随着科学技术的不断发展,人们不断的发掘着自然界中有益的现象并加以改造为人类服务。
为了提高效率,【1】人们将水加以高压,并使之从直径较小的喷嘴中喷出,形成一束高速、连续或间断的水流束,这便是高压水射流。
水射流加工(water Jet Cutting)又称水喷射加工,是利用高压高速水流对工件的冲击作用来去除材料的,俗称“水刀加工”,即利用高压水射流对各种材料进行切割、穿孔和工件表层材料去除等加工【1】。
与其他高能束流加工技术相比,水射流切割技术具有独特的优越性。
高压水射流切割法是一种新型的切割方法,可以切割用其他切割方法无法加工的材料,应用范围涵盖各种金属及非金属材料。
在切割过程中不会使被切割材料产生热影响区,切口边缘的材质不发生变化,这种切割方法的精度较高,适用于加工尺寸精度要求高的零部件。
高压水射流切割因其独特的优点而在切割领域占有重要地位,在矿业、土木工程、建筑业以及航空航天业中的应用日益广泛,应用前景良好。
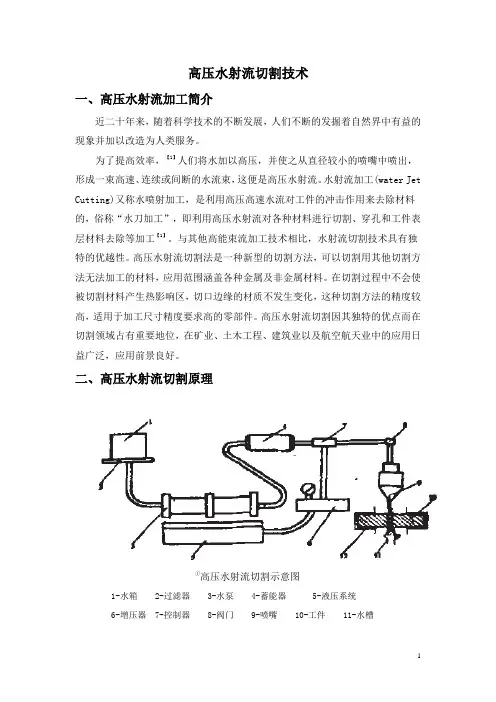
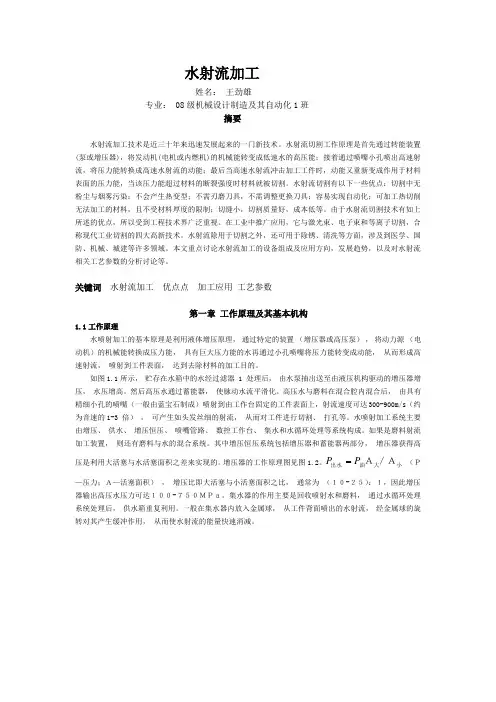
二、高压水射流切割原理①高压水射流切割示意图1-水箱 2-过滤器 3-水泵 4-蓄能器 5-液压系统6-增压器 7-控制器 8-阀门 9-喷嘴 10-工件 11-水槽【2】高压水射流切割是利用水或水中加添加剂的液体,经水泵至增压器,再经贮液蓄能器使高压液体流动平稳,最后由人造蓝宝石喷嘴形成300-900m/s(约为音速的1-3倍)的高速液体束流,喷射到工件表面,从而达到去除材料的加工目的。
高速液体束流的能量密度可达102W/mm2,流量为7.5L/min【2】。
储存在水箱中的水经过滤器处理后,由水泵抽出送至蓄能器中。
液压系统驱动增压器,使水压增高。
高压水经控制器、阀门和喷嘴喷射到工件的加工部位进行切割。
切割过程中产生的切屑和水混合在一起,排入水槽。
【3】利用增压装置将水加压到几十至数百兆帕后从喷嘴中喷出形成高压水射流。
高压水射流本身具有较高的刚性,在与工件发生碰撞时,会产生极高的冲击动压和涡流。
水喷射加工机械设计制造及其自动化09—2班李传福0901041115水喷射加工(Water Jet Machining)又称水射流加工、水力加工或水刀加工。
它是利用超高压水射流及混合于其中的磨料对各种材料进行切割、穿孔和表层材料去除等加工。
水喷射加工的基本原理是利用液体增压原理,通过特定的装置(增压器或高压泵),将动力源(电动机)的机械能转换成压力能,具有巨大压力能的水再通过小孔喷嘴将压力能转变成动能,从而形成高速射流,喷射到工件表面,从而达到去除材料的目的。
水喷射加工的特点有:l)几适用范围广。
几乎适用于加工所有的材料,除钢铁、铝、铜等金属材料外,还能加工特别硬脆、柔软的非金属材料加工,如:塑料、皮革、纸张、布匹、化纤、木材、胶合板、石棉、水泥制品、玻璃、花岗岩、大理石、陶瓷和复合材料等。
2)加工质量高。
切缝窄,可提高材料利用率;切口平整、无毛边和飞刺。
也可用其去除阀体、燃油装置和医疗器械中的孔缘、沟槽、螺纹、交叉孔和盲孔上的毛刺。
3)切削时无火花,对工件不会产生任何热效应,也不会引起其表层组织的变化。
这种冷加工很适于对易爆易燃物件的加工。
4)加工清洁不产生烟尘或有毒气体,减少空气污染。
提高操作人员的安全性。
5)减少了刀具准备、刃磨和设置刀偏量等工作,井能显著缩短安装调整时间。
水喷射加工在机械领域的应用主要是切割加工、去毛刺、打孔、开槽、清焊根和清除焊接缺陷。
水喷射切割所加工的材料品种很多,主要是一般切割方法不易加工或不能加工的非金属或金属材料,特别是一些新型合成材料,如陶瓷、硬质合金、模具钢、钛合金、钨钼钴合金、复合材料(如以金属为基体的纤维增强金属、纤维增强橡胶等)、不锈钢、高硅铸铁及可锻铸铁等的加工。
用来去毛刺时,各种小型精密零件上交叉孔、内螺纹、窄槽、盲孔等毛刺的去除,用其他一般方法就十分困难甚至于无法完成,而利用水喷射加工技术就十分方便,具有独特的效果。
在打孔方面,水射流可用于在各种材料上打孔以代替钻头钻孔,不仅质量好,而且加工速度快。

高压水射流技术第一篇:高压水射流技术是一种高效的清洗和切割工艺,它广泛应用于各种领域,如制造业、建筑工程和环保等。
本文将会介绍高压水射流技术的基本概念、分类和应用领域。
一、基本概念高压水射流技术是一种利用高压水射流对物体进行清洗、切割和处理的方法。
利用高压水射流技术,可以将水加压到几千到几万磅的压力,形成一个高速的水柱,具有极强的动能和热能,可以将物体表面的污渍、油污、腐蚀层和砂砾等物质完全清除,同时也可以切割金属、混凝土和石材等硬材料。
高压水射流技术的原理是通过高压泵将水增压,然后将增压后的水通过射流嘴喷出,在低压环境中形成一个高速的水柱,穿过空气和涂层,将表面的物质完全清除或切割。
高压水射流技术可以根据需要调整水的压力和流量,适用于多种清洗和切割工艺。
二、分类按照水的压力和流量,高压水射流技术可以分为多种类型,如下所示:1. 超高压水射流技术:超高压水射流技术是指水压在20,000-40,000磅的范围内,流量在3-8升/分钟的高压水射流技术。
超高压水射流技术可以用于切割钢、复合材料、岩石、石材和混凝土等硬材料。
2. 高压水射流技术:高压水射流技术是指水压在5,000-20,000磅的范围内,流量在3-30升/分钟的高压水射流技术。
高压水射流技术可以用于清洗外墙、管道、锅炉和船舶等设备。
3. 中压水射流技术:中压水射流技术是指水压在1,000-5,000磅的范围内,流量在30-100升/分钟的高压水射流技术。
中压水射流技术可以用于清洗地面、墙壁和设备表面等。
4. 低压水射流技术:低压水射流技术是指水压在1,000磅以下范围内,流量在100升/分钟以上的高压水射流技术。
低压水射流技术可以用于清洗各种设备、建筑物、地面和路面等。
三、应用领域高压水射流技术有广泛的应用领域,如下所示:1. 制造业:高压水射流技术可以用于切割和加工各种硬材料,如金属、石材、混凝土、水泥等,以达到精准的加工目的。
2. 建筑工程:高压水射流技术可以用于清洗建筑物外墙、墙壁、玻璃幕墙、天窗、钢结构及各种管路设备等。
水射流切削加工原理及其应用——先进制造技术概论学习报告姓名:王升勇班级:10机制一班学号:105302129摘要:水射流虽是很细的喷流,但是,单位面积上的加工能量却是极大的,在水射流中加入相应的磨料,形成水喷砂流,则喷砂切削碎岩的实用性就更强了。
关键词:高压水射流磨料加工原理:利用高压水射流技术加工各种金属和非金属材料的基本原理,冲击切削工件。
工艺特点:可以加工很薄很软的金属和非金属材料,不需要或易于二次加工,安全、环保,成本低、速度快、效率高,可实现任意曲线的切割加工,方便灵活、用途广泛。
水切割是目前适用性最强的切割工艺方法。
概述:一、技术及其比较1、超高压水射流技术利用超高压技术可以把普通的自来水加压到250-400Mpa压力,然后再通过内孔直径约0.15-0.35mm的宝石喷嘴喷射形成速度约为800-1000m/s的高速射流,俗称其为水箭,该水箭具有很高的能量,可用来切割软基性材料。
如果再在水箭中加入适量的磨料则几乎可以用来切割所有的软硬材料。
调整水射流的压力和流量,可以用其清洗各种物体,如除胶、除漆、除锈等,我们还可以利用超高压技术进行高压灭菌、食品保鲜等许多对人类有益的工作。
超高压水切割的特点可以对任何材料进行任意曲线的一次性切割加工(除水切割外其它切割方法都会受到材料品种的限制);切割时不产生热量和有害物质,材料无热效应(冷态切割),切割后不需要或易于二次加工,安全、环保,成本低、速度快、效率高,可实现任意曲线的切割加工,方便灵活、用途广泛。
水切割是目前适用性最强的切割工艺方法。
2、水切割与激光切割比较激光切割设备的投资较大,目前大多用于薄钢板、部分非金属材料的切割,切割速度较快,精度较高,但激光切割时在切缝处会引起弧痕并引起热效应;另外对有些材料激光切割不理想,如铝、铜等有色金属、合金,尤其是对较厚金属板材的切割,切割表面不理想,甚至无法切割。
目前人们对大功率激光发生器的研究,就是力图解决厚钢板的切割,但设备投资、维护保养和运行消耗等成本也很可观。
水射流加工姓名: 王劲雄 专业: 08级机械设计制造及其自动化1班摘要水射流加工技术是近三十年来迅速发展起来的一门新技术。
水射流切割工作原理是首先通过转能装置(泵或增压器),将发动机(电机或内燃机)的机械能转变成低速水的高压能;接着通过喷嘴小孔喷出高速射流,将压力能转换成高速水射流的动能;最后当高速水射流冲击加工工件时,动能又重新变成作用于材料表面的压力能,当该压力能超过材料的断裂强度时材料就被切割。
水射流切割有以下一些优点:切割中无粉尘与烟雾污染;不会产生热变型;不需刃磨刀具,不需调整更换刀具;容易实现自动化;可加工热切削无法加工的材料,且不受材料厚度的限制;切缝小,切割质量好,成本低等。
由于水射流切割技术有如上所述的优点,所以受到工程技术界广泛重视。
在工业中推广应用,它与激光束、电子束和等离子切割,合称现代工业切割的四大高新技术。
水射流除用于切割之外,还可用于除锈、清洗等方面,涉及到医学、国防、机械、城建等许多领域。
本文重点讨论水射流加工的设备组成及应用方向,发展趋势,以及对水射流相关工艺参数的分析讨论等。
关键词 水射流加工 优点点 加工应用 工艺参数第一章 工作原理及其基本机构1.1工作原理水喷射加工的基本原理是利用液体增压原理, 通过特定的装置 (增压器或高压泵) , 将动力源 (电动机)的机械能转换成压力能, 具有巨大压力能的水再通过小孔喷嘴将压力能转变成动能, 从而形成高速射流, 喷射到工件表面, 达到去除材料的加工目的。
如图1.1所示, 贮存在水箱中的水经过滤器 1 处理后, 由水泵抽出送至由液压机构驱动的增压器增压, 水压增高。
然后高压水通过蓄能器, 使脉动水流平滑化。
高压水与磨料在混合腔内混合后, 由具有精细小孔的喷嘴 (一般由蓝宝石制成) 喷射到由工作台固定的工件表面上, 射流速度可达300-900m/s (约为音速的1-3 倍) , 可产生如头发丝细的射流, 从而对工件进行切割、 打孔等。
水射流切割工艺介绍加工材料的先进方法之一是用高压液体射流切割。
美国在1961年已获得专利。
但是,在俄罗斯第一次发表这题目是在40年代中期。
而在80年代末才由莫斯科金属切削机床实验科学研究所开始深进研究。
1997年的汉诺威和1999年的巴黎EMO展览会上证实,该方法有了很大发展,且在该领域中的技术进步十分明显。
仅在巴黎就展出3台大型的工作装置,它们是Flow公司(德国)、Bystronic公司(瑞士)和Digital Control公司(法国)的。
专门从事机械冲床和激光打孔机的Trumpf公司(德国)亦开始在研制水射流切割装置。
水射流切割法的工艺特点水射流切割是水射流或磨料水混合物在压力达400MPa下,以速度达100m/s从直径0.1mm~0.2mm的喷嘴中射出进行的切割。
在磨料水切割时,射流从喷嘴通过小直径(约1mm)硬质合金喷管喷出,并借助于在喷管进口喷射,从专用料斗中吸进磨料粉。
水射流的动能将传给磨料颗粒,从而从被切割毛坯上往除微屑。
这时,实际上在毛坯上完全没有热和力的作用,故切口表面不变形,且无毛刺及材料的组织畸变。
当切割功率达30kW以上时,工作头可用手或机器人的夹持装置自由握住。
机器人的微处理器数控装置可在空间任意角度下实现切割。
水射流装置可切割板料、精确直角、打小孔、开窄槽和完成位于很近的型面(其中包括非导热材料)。
切口可从制件表面的任意点开始。
切口宽度较小(在水切割时为0.1mm~0.3mm,在磨料水切割时为1mm~1.5mm),从而可保证节约材料,降低能耗。
工艺过程具有柔性的生态洁净的特点,通常可用于完成要求快速重调设备的单件订货。
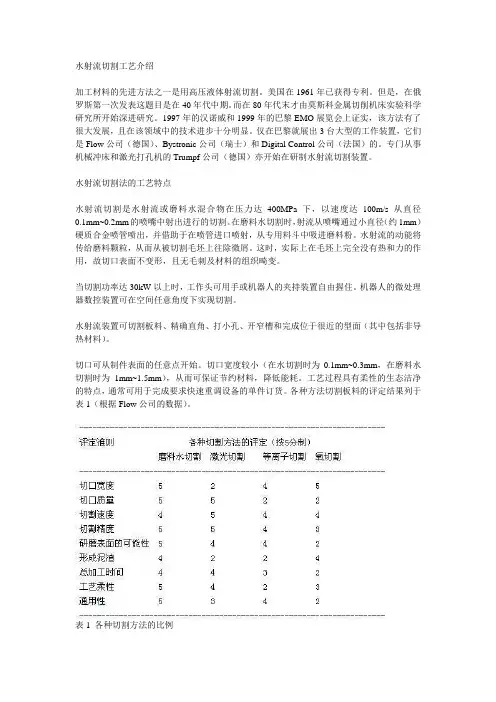
各种方法切割板料的评定结果列于表1(根据Flow公司的数据)。
表1 各种切割方法的比例主要工艺参数是生产率或切割速度V。
对大多数水射流装置:V=0.001m/min~12m/min,切割精度±0.1mm。
表2列举出了Flow公司关于磨料水切割各种材料的速度与毛坯厚度有关的数据。
高压水射流切割工艺本文章共7840字,分5页,当前第1页,快速翻页:12345高压水射流切割工艺1.高压水射流切割的工艺特点(1)一般工艺特点①由于高压水射流切割属于冷切割,在切割过程中产生的热量很少,并且热量很快被水流带走,所以不会造成附近的材料氧化、金相组织发生变化,也不会使工件发生变形,同时也避免了某些材料有害物质的挥发。
②高压水射流切割属于点切割,切割时作用在工件上的力很小,不会使工件产生附加应力或应力变形,这对于表面完整性要求高的零部件及其补充加工有着特殊的意义。
③高压水射流切割没有粉尘危害,因为切割碎屑很快会随水流进入收集器而被排走,这对于石棉制品、玻璃钢醛夹层材料以及陶瓷制品等材料的切割是非常有利的。
④由于高压水射流切割所使用的喷嘴孔径很小,使得切口的间隙很窄,这可以大大节约材料,特别是对于某些的切割,提高了材料的利用率,降低了生产成本。
⑤高压水射流切割设备大都采用计算机或机器人控制的数控切割装置,可以实现多轴联动,所以采用高压水射以切割各种板状材料,也可以切割三维曲形的零部件。
(2)切割工艺操作要点1) 切割前的准备高压水射流切割基本上都采用数控或机器人切割装置。
在切割曲率半径小的曲线段及小曲率圆弧时,若以过高的行高速加工,因局限于数控切割装置处理能力上的原因,有时不能得到正确的零件形状。
因此切割前要事先弄清要求,比如有时用新型数控切割装置替换旧的,或者在选定切割参数时,通过降低高压水射流压力以便以较低的度进行切割。
另外,对机器人进行“示教”时,要关闭高压水泵,使割枪在不喷水状态下空运转,并确认所设定的轨迹是否符合工件切割形状。
2) 起割方法高压水射流切割与氧气切割及等离子弧切割一样,起割方式分为从板端或者板内预开孔部起割及直接从板内打孔两种。
这两种起割方式的操作要领不同。
①从板端或板内预开孔部起割方式一般对于厚板的切割都采用这种方式。
起割时,喷嘴置于离起割点5~10m 高压水射流喷出后,再让割枪以给定的速度移向起割点开始正式切割。
一、基础介绍高压水射流技术是近几十年来发展起来的一门新技术,其应用日趋广泛。
从原理上讲,它与我国煤矿中使用已久的水力采煤技术基本相同,都是把具有一定压力的水通过直径较小的喷嘴形成射流,将这股水射流作为工具进行切割、破碎和清洗物料。
所不同的只是高压水射流的水压更高、喷嘴直径更细而已。
水力采煤中使用的水压通常为5~15MPa,水枪出口直径为15~30mm;而高压水射的水压一般为30MPa以上,有的高达数百兆帕,喷嘴直径则在2mm以下,最小的可达0.1mm。
因此,高压水射流可以在很小的区域内集中极大的能量,例如1000MPa 的高压水射流的能量束密度可以与激光束相匹敌[1]。
图0-1为高压水射流切割系统示意图。
由低压泵站2产生的低压水在增压器3增压后,经高压胶管传送到喷嘴4形成高压水射流。
数控箱6操作喷嘴移动,从而完成各种切割作业。
切割后的废液经回收处理后排放。
由此可见,高压水射流系统一般由压力源,喷嘴及其控制装置以及连接它们的高压管路和其他附属装置所组成。
1.1高压水射流技术的发展概况自古以来,人们总把水比作柔弱,把岩石比作坚硬。
然而,水滴石穿却正是柔弱的水穿透坚硬岩石的现象。
在大雨中飞行的飞机被雨滴侵蚀的所谓“雨蚀”现象也是柔能克刚的实例。
然而,过去人们都是以消极的态度来研究如何防止高速水流的侵蚀,没有或很少采取积极的态度来研究如何利用高速水流为人类做功而已。
19世纪中叶,在北美洲第一次使用了高压水射流开采非固结的矿床。
在20世纪50年代,苏联和中国的水力采煤就是利用水射流的冲击和输送作用。
随着水力采煤技术的推广,人们开始对高压水射流技术产生了浓厚的兴趣,同时也认识到,提高水的压力适当减小喷嘴直径可以显著地提高水射流的落煤效果。
于是人们便开始研制较高压力的压力源(高压泵和增压器)及高压脉冲射流(俗称水炮)。
进入20世纪60年代大批高压柱塞泵和增压器的问世,大大推动了高压水射流的研究工作。
当时,部分学者片面认为好像高压水射流的压力越高越好。
水射流加工技术及其应用水射流加工(Water Jet Machining )又称为液力加工、水喷射加工或液体喷射加工,俗称“水刀”,主要靠液流能和机械能实现材料加工。
水射流加工是20世纪70年代发展起来的一门高新技术,开始时只是用在大理石、玻璃等非金属材料的加工,现在已发展成为切割复杂三维形状的工艺方法,在国内外得到了广泛的应用。
目前在机械、建筑、国防、轻工、纺织等领域,正发挥着日益重要的作用。
1. 加工原理及其特点(1)加工原理水射流加工是利用高速水流对工件的冲击来侵蚀材料的,如图1所示。
储存在水箱中的水或加入添加剂的水液体,经过过滤器处理后,由水泵抽出送至蓄能器中,使高压液体流动平稳。
液压机构驱动增压器,使水压增高到70~400MPa 。
高压水经控制器、阀门和喷嘴喷射到工件上的加工部分,进行切割。
切割工程中产生的切屑和水混合在一起,排入水槽。
(2)主要特点水射流加工使用水作为工作介质,是一种冷态切割新工艺,属于“绿色”加工范畴,它可以加工各种金属、非金属材料,各种硬、脆、韧件材料,无法且具图1 水射流加工装置示意图工件有其他工艺方法比拟的技术优势:①切割时工件材料不会受热变形,切边质量较好:切口平整,无毛刺、切缝窄、宽度为0.075~0.40mm。
材料利用率高,使用水量也不多(液体可循环使用),降低了成本。
②加工过程中,作为“刀具”的高速水流不会变“钝”,各个方向都有切削作用,因而切削过程稳定。
③切割加工过程中,温度较低,无热变形、烟尘、渣土等,加工产物随液体排出,故可以用来切割加工木材、纸张、弹药等易燃、易爆材料及制品,这是其它加工方法无法取代的。
④由于切割加工温度低,不会造成火灾。
“切屑”混在水中一起流出,加工过程中不会产生粉尘污染,因而有利于满足安全和环保的要求。
⑤加工材料范围广,既可以用来加工非金属材料,也可以用来加工金属材料,而且更适宜于加工切割薄的和软的材料。
⑥加工开始时不需要退刀槽、孔,工件上的任何位置都可以作为加工开始和结束的位置,与数控加工系统相结合,可以进行复杂形状的自动加工。
现代特种加工技术特种加工是用特别规的切削加工手段,利用电、磁、声、光、热等物理及化学能量直接施加于被加32212件部位,达到材料去除、变形以及转变性能等目的的加工技术。
一、激光加工激光加工是加世纪60年月进展起来的新技术,它是利用光能经过透镜聚焦后达到很高的能量密度,依靠光热效应来加工各种材料。
近年来,激光加工被越来越多地用于打孔、切割、焊接、表面处理等加工工艺技术。
1.激光加工原理激光是一种经受激辐射产生的加强光。
其光强度高,方向性、相干性和单色性好,通过光学系统可将激光束聚焦成直径为几十微米到几微米的微小光斑,从而获得极高的能量密度。
当激光照耀到工件表面时,光能被工件快速汲取并转化为热能,致使光斑区域的金属蒸气快速膨胀,压力突然增大,熔融物以爆炸式高速喷射出来,在工件内部形成方向性很强的冲击波。
激光加工就是工件在光热效应下产生的高温熔融和冲击波的综合作用过程。
2.激光加工的特点1)激光加工功率密度高;2)激光光斑小;3)激光加工属于非接触加工,没有明显的机械力,没有工具损耗,可加工已变形的薄板和橡胶等弹性零件;4)加工速度快,热影响区小;5)加工影响因素许多。
3.激光加工的应用(1)激光打孔(2)激光切割(3)激光焊接(4)激光表面处理二、超声波加工1.超声波加工基本原理人耳能感受的声波频率是在16-16000Hz范围内,频率超过160001-Iz 的声波称之为超声波。
超声波加工是利用工具端面作超声频振动,通过磨料悬浮液加工脆性材料的一种成形加工方法。
加工时在工具1与工件2之间加入液体(工作液)与磨料混合的悬浮液3,并使工具以很小的力9轻轻压在工件上。
超声换能器6产生16000Hz以上的超声频纵向振动,并借助于变幅杆4、5把振幅放大到0.05-0.1mm左右,驱动工具端面作超声振动,迫使悬浮液中的磨料以很大的速度和加速度不断地撞击、抛磨被加工表面,把被加工表面的材料粉碎成很细的微粒,从工件上被打落下来。