PCBAQC工程图
- 格式:pdf
- 大小:209.48 KB
- 文档页数:10
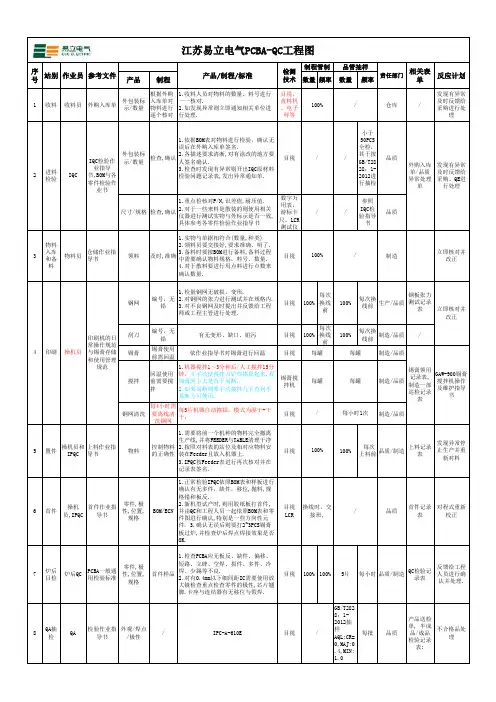
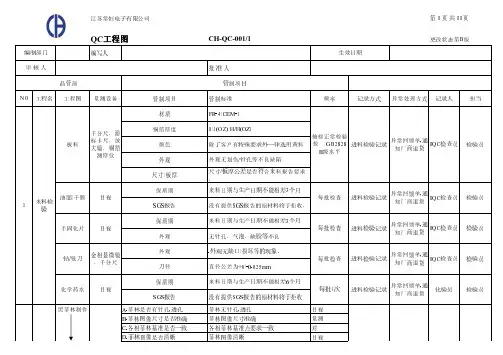
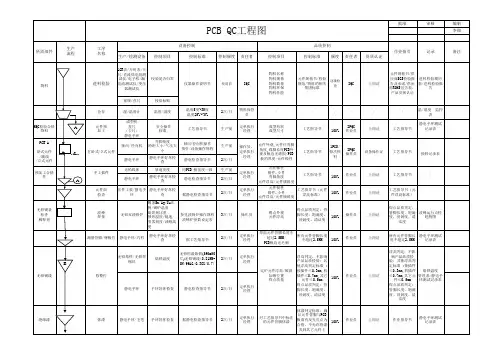
外包装标示/数量检查,确认1.依据BOM表对物料进行检验,确认无误后在外购入库单签名.2.各描述要求清淅,对有涂改的地方要人签名确认.3.检查时发现有异常则开出IQC原材料检验问题记录表,发出异常通知单.目视/小于50PCS全检,其于按GB/T2828:1-2012进行抽检品质尺寸/规格检查,确认1.重点检核对P/N,识差值,耐压值.2.对于一些来料是散装的则使用相关仪器进行测试实物与外标示是否一致,具体参考各零件检验作业指导书数字万用表,游标卡尺,LCR测试仪/参照IQC检验指导书品质3物料入库和备料物料员仓储作业指导书领料及时,准确1.实物与单据相符合(数量,种类)2.领料员要交接好,要求准确、明了.3.备料时要按BOM进行备料,备料过程中需要确认物料规格,料号,数量.4.对于散料要进行用点料进行点数来确认数量.目视制造钢网编号,无铅1.检量钢网无破损,变形.2.对钢网的张力进行测试并在规格内.3.对不良钢网及时提出并反馈给工程师或工程主管进行处理.目视100%每次换线前100%每次换线前生产/品质刮刀编号,无铅有无变形、缺口、脏污目视100%每次换线前100%每次换线前制造/品质/锡膏锡膏使用前需回温依作业指导书对锡膏进行回温目视制造/品质搅拌回温使用前需要搅拌1.机器搅拌1~3分种后/人工搅拌15分钟,并手动使搅拌刀铲些锡膏起来,看锡膏流下去是否不易断.2.如果易断则要手动搅拌几下直到不易断方可使用.锡膏搅拌机制造/品质钢网清洗每4小时需要离线清洗钢网每5片机器自动擦拭,模式为湿干+干干;目视制造/品质5置件操机员和IPQC上料作业指导书物料控制物料的正确性1.需要将前一个机种的物料完全撤离生产线,并将FEEDER与TABLE清理干净2.按照对料表的站位及相对应物料安装在Feeder且放入机器上.3.IPQC按Feeder表进行再次核对并在记录表签名.目视100%每次上料前品质/制造上料记录表7炉后目检炉后QCPCBA一般通用检验标准零件,极性,位置,规格首件样品1.检查PCBA应无板反、缺件、偏移、短路、立碑、空焊、损件、多件、冷焊﹑少錫等不良.2.对有0.4mm以下细间距IC需要使用放大镜检查重点检查零件的极性,芯片翘脚.卡座与连结器有无移位与假焊.目视100%100%5片每小时品质/制造QC检验记录表品质制程管制品管抽样//100%频率24 6立即核对并改正钢板张力测试记录表每罐每罐每罐每罐零件,极性,位置,规格QA8站别收料进料检验印刷首件QA抽检序号1作业员收料员IQC操机员操机员,IPQC产品外包装标示/数量参考文件外购入库单IQC检验作业指导书,BOM与各零件检验作业书印刷机的日常操作规范与锡膏存储和使用管理规范首件作业指导书检验作业指导书外观/焊点/极性制程根据外购入库单对物料进行逐个核对BOM/ECN/1.正常检验IPQC依照BOM表和样板进行确认有无多件,缺件,移位,抛料,规格错和板反.2.新机型试产时,则用胶纸板打首件,并由QC和工程人员一起依照BOM表和零件图进行确认,特别是一些方向性元件. 3.确认无误后则要打2~3PCS锡膏板过炉,并检查炉后焊点焊接效果是否OK.IPC-A-610E产品/制程/标准1.收料人员对物料的数量、料号进行一一核对.2.如发现异常则立即通知相关单位进行处理.反馈给工程人员进行确认并处理.GAW-900锡膏搅拌机操作及维护指导书发现有异常及时反馈给采购、QE进行处理检测技术目视,盘料机、电子秤等目视LCR/发现异常停止生产并重新对料100%/目视数量数量GB/T2828:1-2012抽样AQL:CR=0,MAJ:0.4,MIN:1.0频率每批换线时,交接班,100%/品质产品送检单, 半成品/成品检验记录表;每小时1次/相关表单反应计划不合格品处理发现有异常及时反馈给采购进行处理江苏易立电气PCBA-QC工程图锡膏领用记录表,制造一部巡检记录表首件记录表对程式重新校正//外购入库单/品质异常处理单立即核对并改正责任部门仓库。
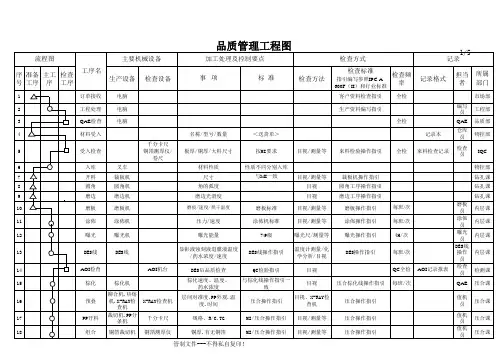
SMTPCBA生产QC工程图简介SMTPCBA生产QC工程图是指为了确保SMTPCBA生产过程中的质量控制而制作的工程图。
SMTPCBA(Surface Mount Technology Printed Circuit Board Assembly)是一种表面贴装技术的印刷电路板组装工艺。
本文档将介绍SMTPCBA生产QC工程图的内容和使用。
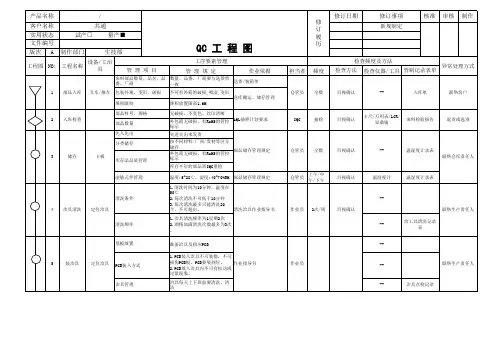
什么是QC工程图?QC工程图,全称为Quality Control Engineering Drawing,是用于质量控制的工程图纸。
在电子制造过程中,QC工程图通常用于指导和记录产品质量控制的关键要素。
通过QC工程图,制造商能够准确地了解产品的规格、标准和测试要求。
SMTPCBA生产QC工程图的内容SMTPCBA生产QC工程图的内容包括以下几个方面:1.布局图:布局图显示了电路板上各个组件和连接的位置。
在SMTPCBA生产过程中,布局图对确保正确组装和连接各个组件非常重要。
2.贴装图:贴装图显示了电路板上元件的正确安装位置和方向。
贴装图通过标记每个组件的编号和位置来确保正确的组装和焊接。
3.焊接图:焊接图显示了电路板上组件的焊点和焊接方式。
焊接图提供了正确的焊接参数和工艺指导,以确保焊接质量符合标准要求。
4.组装检查图:组装检查图用于记录和检查各个组件的组装情况。
在SMTPCBA生产过程中,组装检查图被用于确保每个组件都被正确安装和连接。
5.测试程序图:测试程序图是用于指导和记录产品测试过程的工程图。
通过测试程序图,制造商可以确保产品在生产过程中经过正确的测试和检测。
使用SMTPCBA生产QC工程图的步骤下面是使用SMTPCBA生产QC工程图的简要步骤:1.阅读工程图:首先,操作人员需要仔细阅读SMTPCBA生产QC工程图的内容和说明。
工程图上会标明每个组件的位置、编号以及工艺要求等信息。
2.准备材料和工具:根据工程图上设计的要求,操作人员需要准备好所需的材料和工具,如电路板、元件、焊锡等。

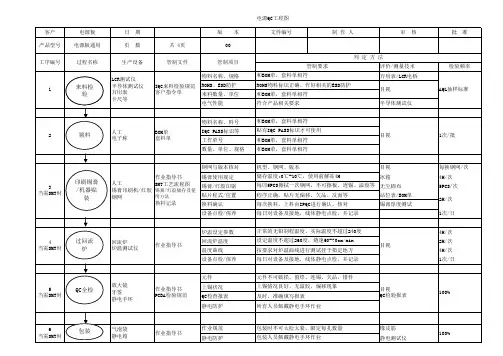

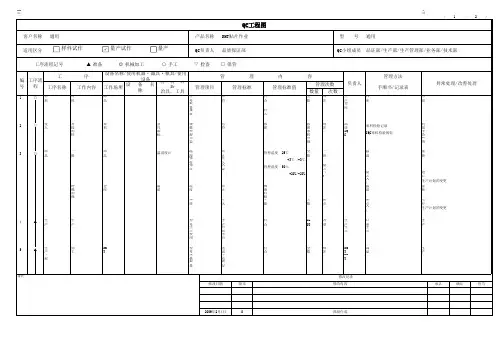
批准审核编制李翔产品类型#REF!产品专用号:版本号:生效日期:#REF!生产/检测设备控制項目控制标准控制频度责任者控制项目控制标准频度责任者资质认证通电老化老化房老化时间/老化温度/老化负载电源老化管理规定使用前一次TE 电源电压老化房监控系统100%TE/作业员上岗证作业指导书老化记录表ATE自动测试仪/工装仪器自检/样品校验仪器校验合格标贴/电源测试管理规定1次/日1年/次设备处测试员电气性能作业指导书100%测试员上岗证作业指导书质量日报表元件面检查静电手环静电手环好坏检查据工艺指导书2次/日定单执行经理元件浮高 元件歪斜 有异物工艺指导书100%作业员上岗证作业指导书静电手环测试记录表包装材料装箱有线静电手环或防静电手套手环好坏检查/手套好坏检查静电检查指导书2次/日作业员电脑板放置方法/包装数量工艺指导书100%作业员上岗证工艺指导书/无六害标识位置在物资标贴的右上角QA抽检防静电手套、手环/刻度尺/塞规/HI-POT测试仪/ATE自动测试仪/工装校验标贴检验作业指导书/仪器校验合格标贴检测前QA功能/外观/标识/包装技术条件/AQL抽样计划/检验指导书逐批检查QA检测人员上岗证技术条件/AQL抽样计划/检验指导书QA出货检验报告入库托盘/叉车机器校验合格标贴1年/次周转工数量/物资标签清楚QA合格标签100%周转工上岗证QA合格标签入库单无六害标识位置在物资标贴的右上角出货检验防静电手套、手环/刻度尺/塞规/HI-POT测试仪/ATE自动测试仪/工装校验标贴检验作业指导书/仪器校验合格标贴检测前CQM功能/外观/标识/包装技术条件/AQL抽样计划/检验指导书逐批检查CQM 上岗证技术条件/AQL抽样计划/检验指导书QA出货检验报告合格成品出货///////////送货单连接: 元件加工/作业: 质量检查: 机架测试 : 机器作业: 仓存:注:所需部件PCB QC工程图生产流程工序名称设备控制0094001059A文件编号:00094001059A第 3 页 共3页品质控制作业指引记录备注ANG OK OK G NNG NG NG NG OK NG FINGOK OK G NDNG FBFOKF ENG FENG BOKNG。