带钢板形的概念及CVC轧机板形控制原理 共31页
- 格式:ppt
- 大小:1.48 MB
- 文档页数:31

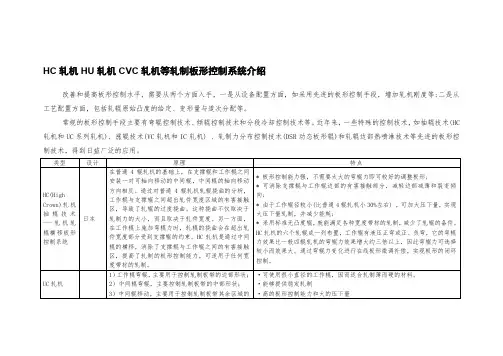
HC轧机HU轧机CVC轧机等轧制板形控制系统介绍
改善和提高板形控制水平,需要从两个方面入手,一是从设备配置方面,如采用先进的板形控制手段,增加轧机刚度等;二是从工艺配置方面,包括轧辊原始凸度的给定、变形量与道次分配等。
常规的板形控制手段主要有弯辊控制技术、倾辊控制技术和分段冷却控制技术等。
近年来,一些特殊的控制技术,如抽辊技术(HC 轧机和UC系列轧机)、涨辊技术(VC轧机和IC轧机) 、轧制力分布控制技术(DSR动态板形辊)和轧辊边部热喷淋技术等先进的板形控制技术,得到日益广泛的应用。

CVC精轧机概述摘要:CVC轧机是在HC轧机的基础上发展起来的一种轧机,它虽然与HC轧机一样有轧辊轴向抽动装置,但其目的和板形控制的基本原理是不同的。
HC轧机是为了消除辊间的有害接触部分来提高轧缝刚度,以实现板形调整的,是刚性辊缝型。
CVC轧机则是通过轧辊轴向抽动装置来改变S形曲线形成的原始辊缝形状来实现板形控制的,是柔性辊缝型。
关键词:CVC轧机、CVC工作辊、液压弯辊缸、轴向横移缸1 CVC轧机的原理CVC时Continuously Variable Croun的英文缩写,所谓CVC轧机就是指为了满足调整热带钢板凸度和板型的需要,将工作辊加工成具有S性辊身的CVC辊,在将上下工作辊相互倒置180度,从而具有工作辊轴向移动时空载辊缝形状连续可变能力的轧机。
工作辊轴向移动可分为正向抽动和反向抽动,其中正向定义为加大辊型凸度的方向,反之定义为反向抽动。
轧辊抽动量一般为±80~±150毫米,CVC辊的辊型曲线设计在过去常采用二次曲线,目前已经开始采用高次(含三次及四次)曲线以便有利于控制更宽更薄的热带钢,其中辊型的最大直径与最小直径之差不超过1毫米,差值过大将使轴向力过大而无法应用。
CVC轧机通常采用CRA表示轧辊辊型,以数值形式体现出来,即:CRA=中间直径—边缘直径,对于CVC工作辊来讲,CRA应是一个经过换算的当量值。
CVC技术在热轧是仅用于对空载辊缝形状的调解,因此主要用于板型设定模型对辊缝形状的设定,在线控制一般只用液压弯辊进行调解,但是目前已经开始研究当热轧采用润滑油轧制时是否将CVC用于在线调节。
2 采用CVC技术的轧机具有很多显著的优点:1、具有良好的带钢平直度控制能力和稳定性,它可以通过调整工作辊的弯辊力和轴向抽动量来获得最佳辊风从而得到最理想的平直度。
2、其弯辊力在最佳辊缝情况下始终处于最小状态,大大提高了轧辊和轴承的使用寿命。
3、CVC轧机可以使用较小的工作辊直径,从而减小了轧制力,实现了大压下量轧制。

热轧带钢板形控制一、 板形基本概念板形是指成品带钢的断面形状和平直度两项指标,二者都是标志带钢质量的重要指标,并且在生产中有着密不可分的联系。
1、断面形状断面形状是带钢厚度沿板宽方向的分布情况,如图1所示。
在实际生产中,以凸度来简单表示,如下式:e c h h -=δ式中:δ——带钢凸度。
h c ——带钢中部厚度。
h e ——带钢两边厚度平均值(由于存在“边部减薄”现象,一般取距带钢边部25~50mm 处的厚度作为边部厚度)。
2、平直度平直度指标表示带钢是否存在翘曲及翘曲的程度,即浪形,见图2。
可用以下几种方法表示:(1) 相对波峰值表示法%1000⨯=L hλ式中:h 、L 0——分别表示浪高和浪距。
(2) 相对长度差表示法相对长度差表示波浪部分的曲线长度对于平直部分标准长度的相对增长量。
可用下式表示:I L L x L x 5010)()(⨯-=ε 式中:L(x)——宽度方向任一点x 上的波浪弧长I ——表示平直度的单位,1I 单位相当于1m 长的带材中有10μm 的相对长度差。
图1 带钢横断面形状图2 带钢浪形示意图另外,还有张力差表示法、向量表示法和带钢断面的多项式表示法等。
二、 板形控制原理 1、凸度控制在带钢轧制过程中,其断面形状最终将取决于两工作辊间的辊缝形状。
因为辊缝形状由工作辊辊型曲线决定,所以,凡是影响工作辊辊型曲线形状的因素都会改变带钢的断面形状。
影响带钢凸度的因素有:(1) 工作辊原始凸度; (2) 工作辊热凸度; (3) 工作辊磨损凸度;(4) 工作辊在轧制力及弯辊力作用下产生的弯曲挠度;(5) 工作辊在不均匀分布的轧制力作用下沿板宽方向产生的弹性压扁。
控制带钢凸度(即控制工作辊辊缝形状)的方法因轧机的技术装备水平不同而不同。
(1) 以原始辊型设计为基础,合理地编制轧制规程。
通过合理分配各架轧机的负荷,来补偿因轧辊热凸度、磨损凸度和弹性变形而带来的辊缝形状的改变。
板形控制与CVC技术板形控制与CVC技术介绍了带钢板形控制的概念和CVC技术的工作原理和特点,包括板形及平直度、要求凸度和扰动因素凸度,CVC板形控制技术对带钢凸度的控制效果十分明显。
关键词带钢板形控制CVC轧辊1前言钢板和带钢可以按要求随意剪切、焊接和铆接,也可以进行弯曲及冲压成型,所以在国民经济各部门中得到广泛应用。
特别是汽车和家用电器工业的飞速发展,对板带的板形和平直度要求越来越高。
针对板带产品的板形和平直度,世界几个主要的工业发达国家,进行了长期的探讨和研究,先后开发了HC, CVC和UPC等技术。
CVC技术在1984年首先由德国施罗曼·西马克公司推出,它以其独特之处在世界板带的热轧和冷轧领域里大显神通。
目前,世界上已有100多架轧机使用了CVC设备和技术。
实践证明,CVC板形控制技术对带钢凸度的控制效果十分明显,能生产出平坦的带钢。
轧辊等效凸度调节范围大,轧辊磨削和管理方便等优点,已在生产中充分体现出来。
2CVC基本原理CVC轧机即连续可变凸度轧机,这种轧机的主要特征是工作辊设计成S形,上下工作辊外形是一样的,彼此呈1800反向配置,均可以横向移动。
当上下工作辊横移时,可得到中性凸度、正凸度和负凸度的轧辊凸度,而且使辊缝断面形状可在较大范围内无级连续调节。
CVC轧机只需一套辊型就可以满足轧制不同宽度带钢对板形调节的要求,如果它与工作辊弯辊装置相配合,更能扩大板形调节范围。
当CVC辊轴向移动距离为士100 ^-150mm时,再加上弯辊作用,辊缝调节量可达60μm左右,这是一般轧机达不到的。
图一由图一可见:CVC的基本原理即为上下轧辊(S)轴向窜动,以便形成所需要的辊缝断面形状,两轧辊向相反的方向轴向窜动以形成连续可变凸度的辊缝;左侧为正凸度控制,中间为中性凸度控制,右侧为负凸度控制;可见通过这种轧辊轴向窜动的控制方法可以使辊缝轮廓有极大的变化范围。
1985年德国蒂森公司第一架CVC F4机架正式运转,并以实测数据就人们对CVC系统关心的问题做出了回答。