FANUC报警号
- 格式:docx
- 大小:13.96 KB
- 文档页数:7

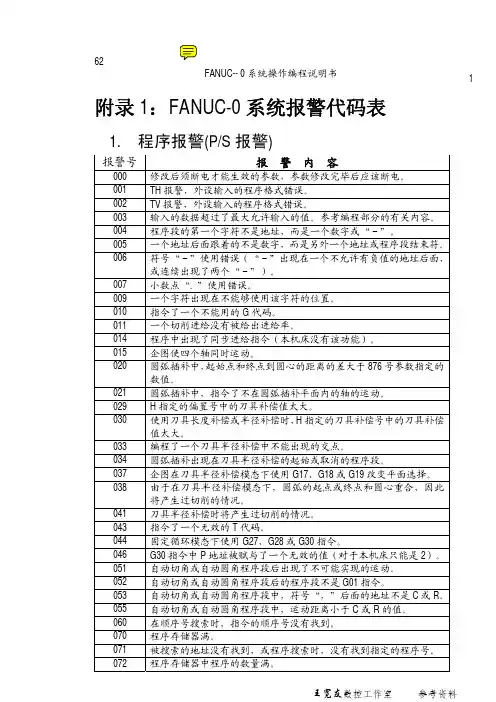
1 附录1:FANUC-0系统报警代码表1. 程序报警(P/S报警)报警号报警内容000 修改后须断电才能生效的参数,参数修改完毕后应该断电。
001 TH报警,外设输入的程序格式错误。
002 TV报警,外设输入的程序格式错误。
003 输入的数据超过了最大允许输入的值。
参考编程部分的有关内容。
004 程序段的第一个字符不是地址,而是一个数字或“-”。
005 一个地址后面跟着的不是数字,而是另外一个地址或程序段结束符。
006 符号“-”使用错误(“-”出现在一个不允许有负值的地址后面,或连续出现了两个“-”)。
007 小数点“. ”使用错误。
009 一个字符出现在不能够使用该字符的位置。
010 指令了一个不能用的G代码。
011 一个切削进给没有被给出进给率。
014 程序中出现了同步进给指令(本机床没有该功能)。
015 企图使四个轴同时运动。
020 圆弧插补中,起始点和终点到圆心的距离的差大于876号参数指定的数值。
021 圆弧插补中,指令了不在圆弧插补平面内的轴的运动。
029 H指定的偏置号中的刀具补偿值太大。
030 使用刀具长度补偿或半径补偿时,H指定的刀具补偿号中的刀具补偿值太大。
033 编程了一个刀具半径补偿中不能出现的交点。
034 圆弧插补出现在刀具半径补偿的起始或取消的程序段。
037 企图在刀具半径补偿模态下使用G17、G18或G19改变平面选择。
038 由于在刀具半径补偿模态下,圆弧的起点或终点和圆心重合,因此将产生过切削的情况。
041 刀具半径补偿时将产生过切削的情况。
043 指令了一个无效的T代码。
044 固定循环模态下使用G27、G28或G30指令。
046 G30指令中P地址被赋与了一个无效的值(对于本机床只能是2)。
051 自动切角或自动圆角程序段后出现了不可能实现的运动。
052 自动切角或自动圆角程序段后的程序段不是G01指令。
053 自动切角或自动圆角程序段中,符号“,”后面的地址不是C或R。
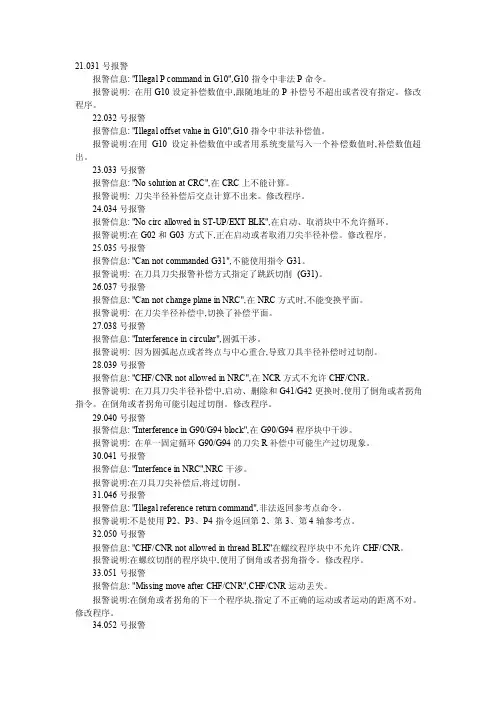
21.031号报警报警信息: "Illegal P command in G10",G10指令中非法P命令。
报警说明: 在用G10设定补偿数值中,跟随地址的P补偿号不超出或者没有指定。
修改程序。
22.032号报警报警信息: "Illegal offset value in G10",G10指令中非法补偿值。
报警说明:在用G10设定补偿数值中或者用系统变量写入一个补偿数值时,补偿数值超出。
23.033号报警报警信息: "No solution at CRC",在CRC上不能计算。
报警说明: 刀尖半径补偿后交点计算不出来。
修改程序。
24.034号报警报警信息: "No circ allowed in ST-UP/EXT BLK",在启动、取消块中不允许循环。
报警说明:在G02和G03方式下,正在启动或者取消刀尖半径补偿。
修改程序。
25.035号报警报警信息: "Can not commanded G31",不能使用指令G31。
报警说明: 在刀具刀尖报警补偿方式指定了跳跃切削(G31)。
26.037号报警报警信息: "Can not change plane in NRC",在NRC方式时,不能变换平面。
报警说明: 在刀尖半径补偿中,切换了补偿平面。
27.038号报警报警信息: "Interference in circular",圆弧干涉。
报警说明: 因为圆弧起点或者终点与中心重合,导致刀具半径补偿时过切削。
28.039号报警报警信息: "CHF/CNR not allowed in NRC",在NCR方式不允许CHF/CNR。
报警说明: 在刀具刀尖半径补偿中,启动、删除和G41/G42更换时,使用了倒角或者拐角指令。
在倒角或者拐角可能引起过切削。




FANUC常见主轴报警以及解决方法大全1、SP9001 电机过热放大器报警号:01报警原因:软件检测到主轴电机过热。
排查思路:1)检查主轴电机温度,如果温度正常,排查温度传感器。
2)排查冷却风扇是否异常。
3)排查主轴是否长时间处于高负载情况(超过额定值)。
4)第三方电主轴出现此报警需排查温度检测电阻类型,然后确认参数P4397#4和P4134。
2、SP9002 速度偏差太大放大器报警号:02报警原因:主轴反馈转速无法追随主轴指令转速。
排查思路:1)判断是否负载过大,导致主轴无法追随指令转速。
2)检查主轴电机初始化参数是否异常。
3)排查主轴电机放大器和主轴电机是否异常。
4)修改参数P4082。
3、SP9003 保险熔断放大器报警号:03报警原因:主轴放大器内部的DC link 保险丝熔断。
排查思路:确认硬件损坏1)排查外围接线电路,特别是电源线相关。
2)更换主轴电机放大器。
3)检查电机绝缘状态。
4、SP9004 电源缺相/保险熔断放大器报警号:04报警原因:检查到共用电源缺相。
排查思路:1)确认电源线输入接口情况。
2)排查CX48接口接线。
3)高低绕组电机注意绕组切换。
5、SP9006 热继电器断线放大器报警号:06报警原因:电机温度传感器断线。
排查思路:1)重新初始化主轴电机参数,注意编码器参数。
2)排查主轴电机反馈线。
3)排查主轴电机温度传感器。
4)排查主轴电机放大器。
6、SP9007 超速放大器报警号:07报警原因:电机速度超过了转速的115%。
排查思路:1)排查主轴电机初始化参数。
2)排查主轴动力线相序。
3)排查主轴电机放大器。
7、SP9009 主电路过热放大器报警号:09报警原因:功率半导体冷却用散热器的温度异常上升。
排查思路:1)改进降温装置的冷却能力。
2)排查外部散热器冷却用风扇。
3)更换主轴放大器。
8、SP9010 输入电源电压低放大器报警号:10报警原因:主轴放大器输入电源电压低。
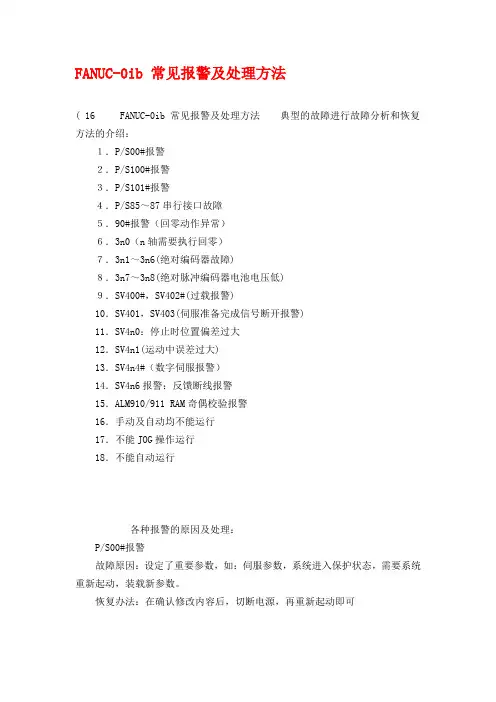
FANUC-0ib 常见报警及处理方法( 16 FANUC-0ib 常见报警及处理方法典型的故障进行故障分析和恢复方法的介绍:1.P/S00#报警2.P/S100#报警3.P/S101#报警4.P/S85~87串行接口故障5.90#报警(回零动作异常)6.3n0(n轴需要执行回零)7.3n1~3n6(绝对编码器故障)8.3n7~3n8(绝对脉冲编码器电池电压低)9.SV400#,SV402#(过载报警)10.SV401,SV403(伺服准备完成信号断开报警)11.SV4n0:停止时位置偏差过大12.SV4n1(运动中误差过大)13.SV4n4#(数字伺服报警)14.SV4n6报警:反馈断线报警15.ALM910/911 RAM奇偶校验报警16.手动及自动均不能运行17.不能JOG操作运行18.不能自动运行各种报警的原因及处理:P/S00#报警故障原因:设定了重要参数,如:伺服参数,系统进入保护状态,需要系统重新起动,装载新参数。
恢复办法:在确认修改内容后,切断电源,再重新起动即可P/S100#报警故障原因:修改系统参数时,将写保护设置PWE=1后,系统发出该报警。
恢复方法:①发出该报警后,可照常调用参数页面修改参数。
②修改参数进行确认后,将写保护设置PWE=0③按RESET键将报警复位,如果修改了重要的参数,需重新起动系统P/S101#报警故障原因:存储器内程序存储错误,在程序编辑过程中,对存储器进行存储操作时电源断开,系统无法调用存储内容。
恢复方法:①在MDI方式,将写保护设置为PWE=1②系统断电,按着(DELETE)键,给系统通电。
③将写保护设置为PWE=0, 按RESET键将101#报警消除。
、P/S85~87串行接口故障故障原因:在对机床进行参数、程序的输入,往往用到串行通讯,利用RS232 接口将计算机或其它存储设备与机床联接起来。
当参数设定不正确,电缆或硬故障时会出现报警。
故障查找和恢复: 85#报警指的是:在从外部设备读入数据时,串行通讯数出现了溢出错误,被输入的数据不符或传送速度不匹配,检查与串行通讯相关的参数,如果检查参数没错误还出现该报警时 , 检查I/O设备是否损坏86#报警指的是:进行数据输入时I/O设备的动作准备信号(DR)关断。
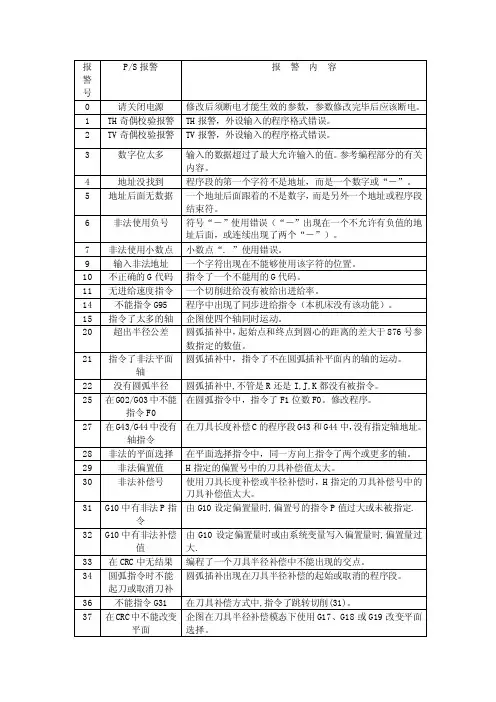
FANUC-0系统报警代码表1、程序报警(P/S报警)报警号报警内容000 修改后须断电才能生效的参数,参数修改完毕后应该断电。
001 TH报警,外设输入的程序格式错误。
002 TV报警,外设输入的程序格式错误。
003 输入的数据超过了最大允许输入的值。
参考编程部分的有关内容。
004 程序段的第一个字符不就是地址,而就是一个数字或“-”。
005 一个地址后面跟着的不就是数字,而就是另外一个地址或程序段结束符。
006 符号“-”使用错误(“-”出现在一个不允许有负值的地址后面,或连续出现了两个“-”)。
007 小数点“、”使用错误。
009 一个字符出现在不能够使用该字符的位置。
010 指令了一个不能用的G代码。
011 一个切削进给没有被给出进给率。
014 程序中出现了同步进给指令(本机床没有该功能)。
015 企图使四个轴同时运动。
020 圆弧插补中,起始点与终点到圆心的距离的差大于876号参数指定的数值。
021 圆弧插补中,指令了不在圆弧插补平面内的轴的运动。
029 H指定的偏置号中的刀具补偿值太大。
030 使用刀具长度补偿或半径补偿时,H指定的刀具补偿号中的刀具补偿值太大。
033 编程了一个刀具半径补偿中不能出现的交点。
034 圆弧插补出现在刀具半径补偿的起始或取消的程序段。
037 企图在刀具半径补偿模态下使用G17、G18或G19改变平面选择。
038 由于在刀具半径补偿模态下,圆弧的起点或终点与圆心重合,因此将产生过切削的情况。
041 刀具半径补偿时将产生过切削的情况。
043 指令了一个无效的T代码。
044 固定循环模态下使用G27、G28或G30指令。
046 G30指令中P地址被赋与了一个无效的值(对于本机床只能就是2)。
051 自动切角或自动圆角程序段后出现了不可能实现的运动。
052 自动切角或自动圆角程序段后的程序段不就是G01指令。
053 自动切角或自动圆角程序段中,符号“,”后面的地址不就是C或R。

附录4:FANUC 0系统报警代码一览表(M系统)·后台编辑报警注意:采用后台编辑功能时,在MDI操作B中可能显示后台报警。
·串行脉冲编码器(SPC )报警注:串行脉冲编码器3n 9号报警的详细情况串行脉冲编码器3n 9号报警的详细情况在诊断地址(760~767号,770~777号)中显示: CSA :串行脉冲编码器出故障。
需更换。
BLA :电池电压太低,更换电池。
该报警与串行脉冲编码器报警无关。
PHA :串行脉冲编码器或反馈电缆出故障。
更换串行脉冲编码器或反馈电缆。
RCA :串行脉冲编码器出故障。
需更换。
BZA :串行脉冲编码器首次供电。
确保电池电缆连接良好。
将电源断开,再接通执行一次返回参考位置。
该报警与串行脉冲编码器报警无关。
CKA :串行脉冲编码器出故障。
需更换。
SPH :串行脉冲编码器或反馈电缆出故障。
需更换串行脉冲编码器或反馈电缆。
DTE :串行脉冲编码器发生通信错误。
脉冲编码器、反馈电缆或反馈接收电路出故障,更换脉冲编码器反馈电缆或NC 轴板。
CRC :串行脉冲编码器发生通信错误。
脉冲编码器、反馈电缆或反馈接收电路出故障,更换脉冲编码器反馈电缆或NC 轴板。
STB:串行脉冲编码器发生通信错误。
脉冲编码器、反馈电缆或反馈接收电路出故障。
#7 #6 #5 #4 #3 #2 #1 #0注意:如果在刚性攻螺纹中出现主轴误差过大的报警,则会显示攻螺纹进给轴误差过大的报警号。
·4n 4号伺服报警详情:4n 4号伺服报警的详细说明被显示在轴顺序的720~727号诊断号中OVL :产生了一个过载报警(该位引起400、402、406/490号伺服报警);LV : 在伺服放大器中产生了低电压报警。
检查LED ;OVC :在数字伺服内部产生了一个过电流报警;HCAL :在伺服放大器内产生了一个异常电流报警。
检查LED ;HVAL :在伺服放大器内产生了一个过电压报警。
检查LED ;DCAL :在伺服放大器中产生了再生放电电路报警。
FANUC主轴放大器上的报警代码故障原因及处理方法FANUC主轴放大器是机床中的重要部件,用于控制主轴的运转速度和力矩。
它将电机运转信号转换为精确的主轴运动,并保证机床的高精度加工。
然而,在使用FANUC主轴放大器时,有时会出现报警代码。
本文将介绍常见的报警代码、故障原因及处理方法。
1.报警代码:AL-01、AL-02、AL-03故障原因及处理方法:-过电流保护:检查主轴驱动电机是否有损坏或过载。
检查主轴传动系统是否卡住或有异常。
检查主轴轴承是否润滑良好。
-过压保护:检查主轴电源电压是否过高。
若是,应检查电源线路连接是否良好,并适当调整电源电压。
-过热保护:主轴过热可能是由于长时间连续工作,或主轴冷却系统故障引起的。
检查主轴冷却系统是否正常工作。
若有必要,可以增加更好的冷却系统以降低主轴温度。
2.报警代码:AL-11、AL-12、AL-13故障原因及处理方法:-过电流保护:可能是由于电机绕组或电缆连接不良引起的。
检查电机连接是否正确。
检查电缆是否有磨损或短路现象。
-短路保护:检查电机绕组是否有损坏或短路现象。
更换电机或修复电机绕组。
3.报警代码:AL-21、AL-22、AL-23故障原因及处理方法:-电机编码器信号丢失:检查电机编码器连接是否良好。
重新连接或更换电机编码器。
-电机编码器过速:可能是由于电机编码器损坏或安装不正确引起的。
检查电机编码器是否损坏,并适当调整或更换电机编码器。
4.报警代码:AL-31、AL-32、AL-33故障原因及处理方法:-内部通信错误:检查主轴放大器与其他部件之间的通信线路是否良好连接。
重新连接或更换通信线路。
-外部通信错误:检查主轴放大器与外部设备之间的通信线路是否良好连接。
重新连接或更换通信线路。
5.报警代码:AL-44、AL-45、AL-46故障原因及处理方法:-编程错误或参数错误:检查CNC程序或参数设置是否正确。
进行必要的修改和调整。
总结:。
故障代码解释及应对措施1)SRVO–001 SVAL1 Operator panel E–stop 解释:按下在操作员面板或是操作箱上的紧急停止按钮。
如果 SYST-067(面板HSSB 断开连接)警报也同时发生,或是如果在面板上 LED 指示灯(绿色) 关闭不发光,主板(JRS15)和面板(JRS15)通讯异常。
主板和面板电路板之间的电缆连接可能松动。
或者,电缆,面板电路板或是主板可能有故障。
注意:如果LED 指示灯是关闭不发光的,下面的警报也会产生。
SRVO–001 Operator panel E–stop.SRVO–004 Fence open.SRVO–007 External emergency stop. SRVO–199 Control stop.SRVO–204 External (SVEMG abnormal) E–stop.SRVO–213 Fuse blown (Panel PCB).SRVO–277 Panel E–stop (SVEMG abnormal). SRVO–280 SVOFF input检查显示在示教盒上显示的警报历史。
(措施1):释放在操作员面板或是操作员箱上被按下的紧急停止按钮。
(措施 2):确认操面板电路板(CRT16)和急停按钮之间的连接电缆,如果有裸线,则替换电缆。
(措施3):确认连接面板电路板(CRS20 或CRS1)和示教盘之间的连接电缆,如果有裸线,则替换电缆。
(措施4):当紧急停止按钮在释放的位置,检查接线端和开关的连接情况,如果没有连通,则是急停按钮的故障。
替换开关或操作面板。
(措施5):替换示教盘。
(措施6):替换面板电路板。
注意:在执行措施7 前,完成整个控制器的备份来保存所有程序和设置内容。
(措施7):替换主板。
注释:与SRVO-213 同时发生时,可能是因为保险丝已经熔断。
采取与SRVO-213 相同的处理措施。
2) SRVO –002 SVAL1 Teach pendant E –stop解释:示教盒上的紧急停止按钮被按下。
FANUC艮警号
FANUC OMD系统报警说明
1. 程序报警(P/S 报警)报警号
报警内容
OOO
修改后须断电才能生效的参数,参数修改完毕后应该断电。
OO1
TH报警,外设输入的程序格式错误。
OO2
TV报警,外设输入的程序格式错误。
OO3
输入的数据超过了最大允许输入的值。
参考编程部分的有关内容。
OO4
程序段的第一个字符不是地址,而是一个数字或“-”。
OO5 一个地址后面跟着的不是数字,而是另外一个地址或程序段结束符。
OO6
符号“-”使用错误(“-”出现在一个不允许有负值的地址后面,或连续出现了两个
« » 、
“-”)。
OO7
小数点“ . ”使用错误。
OO9
一个字符出现在不能够使用该字符的位置。
O1O
指令了一个不能用的G 代码。
O11 一个切削进给没有被给出进给率。
O14 程序中出现了同步进给指令(本机床没有该功能)。
O15
企图使四个轴同时运动。
O2O
圆弧插补中,起始点和终点到圆心的距离的差大于876 号参数指定的数值。
021
圆弧插补中,指令了不在圆弧插补平面内的轴的运动。
029
H指定的偏置号中的刀具补偿值太大。
030
使用刀具长度补偿或半径补偿时,H指定的刀具补偿号中的刀具补偿值太大。
033
编程了一个刀具半径补偿中不能出现的交点。
034
圆弧插补出现在刀具半径补偿的起始或取消的程序段。
037
企图在刀具半径补偿模态下使用G17、G18或G19改变平面选择。
038 由于在刀具半径补偿模态下,圆弧的起点或终点和圆心重合,因此将产生过切削的情况。
041
调入的刀具半径R参数(或刀尖的半径R参数)补偿时将产生过切削的情况。
NC在当前的加工步时,向下预读检查时发现,即将加工时要调入的刀具半径R参数(或刀尖的半径
R参数)进行补偿时将产生过切削的情况。
如NC在当前加工步时,向下预读检查时发现,
即将调入的刀具半径R参数(或刀尖的半径R参数)太大而即将进行加工的圆角太小,调入的刀具半径R参数(或刀尖的半径R参数)进行补偿时将产生过切削的情况。
043
指令了一个无效的T 代码。
044
固定循环模态下使用G27、G28或G30指令。
046
G30指令中P地址被赋与了一个无效的值(对于本机床只能是2)。
051
自动切角或自动圆角程序段后出现了不可能实现的运动。
052
自动切角或自动圆角程序段后的程序段不是G01指令。
053
自动切角或自动圆角程序段中,符号“,”后面的地址不是C或RO
自动切角或自动圆角程序段中,运动距离小于C或R的值。
060
在顺序号搜索时,指令的顺序号没有找到。
070
程序存储器满。
071 被搜索的地址没有找到,或程序搜索时,没有找到指定的程序号。
072 程序存储器中程序的数量满。
073 输入新程序时企图使用已经存在的程序号。
074
程序号不是1〜9999之间的整数。
076
子程序调用指令M98中没有地址PO
077
子程序嵌套超过三重。
078
M98或M99中指令的程序号或顺序号不存在。
085 由外设输入程序时,输入的格式或波特率不正确。
086
使用读带机/ 穿孔机接口进行程序输入时,外设的准备信号被关断。
087
使用读带机/穿孔机接口进行程序输入时,虽然指定了读入停止,但读过了10 个字符后,输入不能停止。
090 由于距离参考点太近或速度太低而不能正常执行恢复参考点的操作。
091
自动运转暂停时(有剩余移动量或执行辅助功能时)进行了手动返回参考点。
092
G27指令中,指令位置到达后发现不是参考点。
100
PW匠1,提示参数修改完毕后将PWE置零,并按RESET BO
101
在编辑或输入程序过程中,NC刷新存储器内容时电源被关断。
当该报警出现时,应将PWE
置1,关断电源,再次打开电源时按住DELETE 键以清除存储器中的内容。
PMC 报警信息超过5条。
179
597 号参数设置的可控轴数超出了最大值。
224 第一次返回参考点前企图执行可编程的轴运动指令。
2. 伺服报警报警号
报 警 内 容
400 伺服放大器或电机过载。
401
速度控制器准备号信号(VRD Y 被关断。
404
VRDY 信号没有被关断,但位置控制器准备好信号(
PRDY 被关
和PRDY t 号应同时存在。
405
位置控制系统错误,由于NC 或伺服系统的问题使返回参考点的操 参考点的操作。
410
X 轴停止时,位置误差超出设定值。
411
X 轴运动时,位置误差超出设定值。
413
X 轴误差寄存器中的数据超出极限值,或 D/A 转换器接受的速度指 是参数设置的错误)。
414
X 轴数字伺服系统错误,检查 720号诊断参数并参考伺服系统手册。
415
X 轴指令速度超出 511875 检测单位 / 秒,检查参数 CMR 。
416
X 轴编码器故障。
417
X 轴电机参数错误,检查 8120、8122、8123、8124号参数。
断。
正常情况下, VRDY
作失败。
重新进行返回
令超出极限值(可能
Y 轴停止时,位置误差超出设定值。
421
Y 轴运动时,位置误差超出设定值。
423
Y 轴误差寄存器中的数据超出极限值,或 D/A 转换器接受的速度指 是参数设
置的错误)。
424
Y 轴数字伺服系统错误,检查 721号诊断参数并参考伺服系统手册。
425
Y 轴指令速度超出 511875 检测单位 / 秒,检查参数 CMR 。
426
Y 轴编码器故障。
427
Y 轴电机参数错误,检查 8220、8222、8223、8224号参数。
430
Z 轴停止时,位置误差超出设定值。
431
Z 轴运动时,位置误差超出设定值。
433
Z 轴误差寄存器中的数据超出极限值,或 D/A 转换器接受的速度指 是参数设置的错误)。
434
Z 轴数字伺服系统错误,检查 722号诊断参数并参考伺服系统手册。
435
Z 轴指令速度超出 511875 检测单位 /秒,检查参数 CMR 。
436
Z 轴编码器故障。
437
Z 轴电机参数错误,检查 8320、8322、8323、8324号参数。
3.
超程报警报警号 报警内容
令超出极限值(可能
令超出极限值(可能
X 轴正向软极限超程。
511
X轴负向软极限超程。
520
Y轴正向软极限超程。
521
Y轴负向软极限超程。
530
Z轴正向软极限超程。
531
Z轴负向软极限超程。
4. 过热报警及系统报警700号报警为NC主印刷线路板过热报警,704号报警为主轴过
热报警。
其它的6××为PMC系统报警,9××为NC系统报警。
用户如发现以上两种报警,请及时向FANUC公司咨询,以便联系维修。
750--主轴串行连接启动错误
当连接串行主轴的系统通电后,主轴控制单元未准备就绪时,出现该报警。
可能有下述四个原因:
1) 光缆连接不当或主轴控制单元的电源关断。
2) 在主轴控制单元的LED显示AL-24或SU-01以外的报警时给CNC单元通电。
此时,应切断主轴放
大器的电源,再重新启动。
3) 其他原因(硬件配置不对)
在包括主轴在内的整个系统工作时不会出现该报警。
4) 当参数3701#4 (SP2)=1 时,第二主轴的情况请参考上述情况1)到3)。
详细信息见诊断显示No.409。
我操作的FANUC O i-TC系统的数控车,今天突然不运行Goo以外的G代码,而且还有报警,
显示的报警名称是:
SPN 1: S-SPlNDLE ERROR(AL-Q 21)
请数控高手指点下,谢谢了!
问题找到了,是主轴上带动每转进给的皮带断了,主轴每转进给的代码电脑不认可,那个报警参数是主轴岀现异常.
这个问题和我们以前修过的一个车床现象一模一样。
只有Goo能运行,其他指令一律不行。
就是因为主轴连接的编码器皮带断了。