钨极氩弧焊设备手工钨极氩弧焊设备组成
- 格式:ppt
- 大小:10.47 MB
- 文档页数:9

中级焊工练习题与答案1、根据GB/1591—94规定,低合金高强度结构钢牌号由代表屈服点的字母“Q”,屈服点数值,()符号三部分按顺序排列。
A、抗拉强度B、质量等级C、伸长率D、冲击韧度答案:B2、手工钨极氩弧焊设备是由焊接电源、控制装置、焊枪、( )及指示仪表等组成。
A、遥控盒B、供气和供水系统C、氩气瓶D、电源开关答案:B3、在( )条件下,采用埋弧自动焊等速送丝焊接。
A、细丝低电流密度条件B、粗丝低电流密度条件C、粗丝高电流密度条件D、细丝高电流密度条件答案:D4、焊接接头力学性能试验的目的是为了确定( )是否合适。
A、焊接接头的应力分布B、焊接结构形式C、焊接接头的化学成分D、焊接工艺参数答案:D5、用氧-乙焕切割淬火倾向较大的钢材时,为了避免切口淬火或产生裂纹,应采取适当( )。
A、加大预热火焰功率和放慢切割速度B、减少预热火焰功率和放慢切割速度C、加大预热火焰功率和加快切割速度D、减少预热火焰功率和加快切割速度答案:A6、同主族元素随原子序数增加从上而下,原子半径逐渐增大,金属性逐渐增强,非金属性( )。
A、逐渐减弱B、逐渐增强C、没有变化D、不确定答案:A7、与焊条电弧焊相比,( )不是自动埋弧焊的缺点。
A、节约焊接材料和电能B、不适合焊接薄板C、焊接设备较复杂,维修保养工作量大D、仅适用于长焊缝的焊接答案:A8、中华人民共和国合同法颁布于( )年。
A、1994B、1996C、1998D、1999答案:D9、钨极氩弧焊喷嘴直径与气体流量的关系不正确的是( )。
A、气体流量和喷嘴直径有一个最佳的匹配范围B、流量一定时,喷嘴直径过小,易形成紊流C、流量一定时,喷嘴直径过大,妨碍焊工观察D、流量一定时,喷嘴直径越小,保护效果越好答案:D10、槽钢切割的工艺方法与角钢类似,均应从腿的( )起割,至腰的内侧位置停止,将割炬转为垂直于腰的外表面切割至另一腿的内侧停止,转为切割最后一条艇,至割完结束。
工业管道安装手工钨极氩弧焊作业指导书一、引言工业管道安装是工程领域中重要的一环,而手工钨极氩弧焊是常用的管道焊接方法之一。
本指导书旨在为工业管道安装人员提供全面的手工钨极氩弧焊作业指导,帮助他们正确、高效地进行焊接作业,确保管道的安装质量和工程的顺利进行。
二、手工钨极氩弧焊的基本原理手工钨极氩弧焊是利用钨极、氩气保护和电弧熔化的焊接方法。
其基本原理如下:1. 电源提供恒定的电流和电压,通过钨极产生电弧。
2. 电弧的高温作用下,将焊条和工件端溶化,形成焊缝。
3. 氩气通过喷嘴保护焊缝,防止其受氧化和污染。
三、手工钨极氩弧焊的工具和设备进行手工钨极氩弧焊作业所需的工具和设备如下:1. 手工钨极氩弧焊机:包括电源、控制系统和焊枪等。
2. 钨极:选用适当尺寸和材质的钨极。
3. 氩气保护装置:包括气瓶、减压器和流量表等。
4. 焊条:根据工件材质和焊接要求选用合适的焊条。
5. 焊接辅助工具:如焊接刷、砂纸等。
四、手工钨极氩弧焊作业步骤1. 准备工作:检查焊接设备和工具是否正常工作;准备好焊接材料和氩气瓶。
2. 工件准备:清理工件表面,去除氧化物和油污等杂质。
3. 焊接参数设置:依据工件材质和焊条规格,设定适当的焊接电流、电压和氩气流量。
4. 焊接极性调整:根据焊接材料的不同,选择适当的极性。
5. 焊接操作:将钨极插入焊枪,将焊条插入焊钳,控制电流、电压和氩气流量,开始进行焊接。
6. 焊接完成后,检查焊缝质量:包括焊缝外观、尺寸、焊缝与母材的结合等方面。
7. 清理和保养:及时清理焊接设备和工具,保养好焊枪和钨极等易损件。
五、手工钨极氩弧焊的注意事项在进行手工钨极氩弧焊作业时,需要注意以下事项:1. 安全操作:佩戴好防护眼镜、手套和焊接服装等个人防护装备;确保工作区域通风良好。
2. 焊接位置选择:根据工作需要和焊接材料的特性,选择合适的焊接位置和角度。
3. 电流和电压调整:根据焊接需求和焊接材料的厚度等因素,调整好电流和电压的数值。

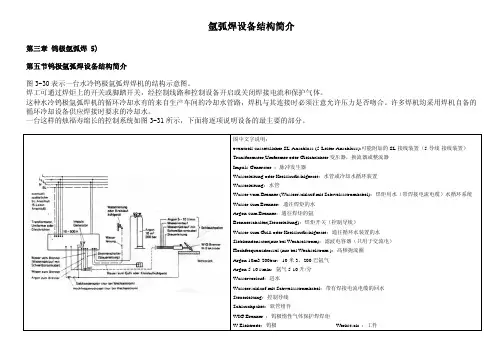
氩弧焊设备结构简介第三章 钨极氩弧焊(5)第五节钨极氩弧焊设备结构简介图3-30表示一台水冷钨极氩弧焊焊机的结构示意图。
焊工可通过焊炬上的开关或脚踏开关,经控制线路和控制设备开启或关闭焊接电流和保护气体。
这种水冷钨极氩弧焊机的循环冷却水有的来自生产车间的冷却水管路,焊机与其连接时必须注意允许压力是否吻合。
许多焊机均采用焊机自备的循环冷却设备供应焊接时要求的冷却水。
一台这样的烛福寿绵长的控制系统如图3-31所示,下面将逐项说明设备的最主要的部分。
图中文字说明:eventuell zusaetzlicher SL-Anschluss (5-Leiter-Anschluss):可能附加的SL-接线装置(5-导线-接线装置)Transformator,Umformer oder Gleichrichter 变压器,换流器或整流器Impuls-Generator :脉冲发生器Wasserleitung oder Kreislaufk ühlgeraet :水管或冷却水循环装置Wasserleitung :水管Wasser vom Brenner (Wasserr ücklauf mit Schweissstromkabel):焊炬用水(带焊接电流电缆)水循环系统Wasser zum Brenner :通往焊炬的水Argon zum Brenner :通往焊炬的氩Brennerschalter(Steuerleitung):焊炬开关(控制导线)Wasser zum Gulli oder Kreislaufk ühlgeraet :通往循环水装置的水Siebkondensator(nur bei Wechselstrom):滤波电容器(只用于交流电)Hochfrequenzdrossel (nur bei Wechselstrom ):高频扼流圈Argon 10m3 200bar :10米3,200巴氩气Argon 5-10 l/min :氩气5-10升/分Wasservorlauf :进水Wasserr ücklauf mit Schweissstromkabel :带有焊接电流电缆的回水Steuerleitung :控制导线Schlauchpaket :软管组件WIG-Brenner :钨极惰性气体保护焊焊炬W-Elektrode :钨极 Werkst ück :工件一 钨极氩弧焊焊炬及其附件焊炬的功用是使保护气体输送到焊接部位、夹持钨极和让电流通过钨极。


手工钨极氩弧焊操作规程一、钨极氩弧焊操作前需了解的知识钨极氩弧焊是一种高品质、高效率的金属焊接方法,通常用于焊接不锈钢、铜、铝等材料,有着高强度、高密度的焊缝,加工后无污染、无气孔、无瑕疵、无炭化等缺陷,是制造、工艺及科技领域的基础技术之一。
因此,操作人员在开展钨极氩弧焊的工作前,需了解以下知识:1、材料的特点:钨极氩弧焊可以焊接的材料种类较多,如不锈钢、铜、铝等。
其中,不锈钢具有抗腐蚀性强、强度高的特点,是应用钨极氩弧焊较多的一种材料。
2、焊接设备的结构:钨极氩弧焊设备一般由焊接电源、气瓶、气路、电极和焊接工具等组成。
其中电极主要用于提供电弧,并将其传递到工件上。
气瓶用于提供惰性气体,如氩气,以保护熔池,并使之更加稳定。
3、电弧的特点:在钨极氩弧焊工作过程中,钨极会被加热,并释放出电子,形成电弧。
电弧作为焊接过程中能量的源头,其温度可达到数千摄氏度,并伴随着强烈的光和热。
二、钨极氩弧焊的操作规程(一)操作步骤1、准备工作检查焊接设备,确保其正常工作。
准备好钨极、氩气瓶、扳手、焊接工具等。
2、清理工件表面用钢丝刷或无尘抹布等清理工件表面,以除去锈迹、污垢、油脂等,保证焊接质量。
3、准备电极选用合适的电极,将其切割成适当的长度,并用砂纸等打磨其末端,以确保其质量和可靠性。
4、准备焊接工具调节焊接工具,使其符合工件的要求和焊接质量。
5、保护熔池打开氩气瓶,调节气路压力,以便将氩气稳定地喷洒出来,覆盖住熔池,并保持焊接工作区域的清洁。
6、将电极塞入钨极套管中将准备好的电极插入钨极套管中,使焊接电极良好接触。
7、焊接将电极缓慢地接触工件表面,点燃电极,形成电弧,然后才开始焊接工作。
焊接时需按照规定的参数(电流、电压、速度等)进行操作,使之保持稳定,严防烧孔、溢焊等现象。
(二)注意事项:1、工件表面应干净,以免影响焊接质量。
2、操作人员应定期检测氩气瓶和钨极套管,如有毛刺、油渍等缺陷需及时清理。
3、操作人员要根据工件厚度、角度、位置等因素,调整焊接参数,确保焊接接头几何形状、尺寸都符合要求。
钨极氩弧焊一、焊接电源电流焊接电源;一种交流或直流电源,用于引弧、稳弧及正常焊接,电流5~1500A,电压10~35V。
常用手工焊机有S-160A、S-200A、S-250A等。
编称中的S为小类名称手工操作;A为额定电流安培数。
S-160A是小焊机,适合于厚度3mm以下的管道,S-200A适用于5mm 以下的管道焊接。
焊机具有电流自动衰减装置,保证焊缝的收尾质量适应环焊的需要。
有长焊、短焊转换装置,以适应长焊缝、间断焊和点焊。
焊接电流、电流衰减时间及气体保护滞后的时间全部采用无级调节,采用硅整流器作为焊接电源,维护简单、噪声小、效率高、体积小。
二、焊炬焊炬的作用是夹钨极、传导电流、向焊接区输送保护气和供水以冷却喷嘴。
对焊距的要求如下:1、保护气流具有良好的流动状态和造当的挺度,以获得可靠的保护。
2、有良好的导电性。
3、充分地冷却,以保证持久工作。
4、喷嘴与钨极间绝缘良好,以免喷嘴与工件接触时产生短路打弧。
5、质量小,结构紧凑,可达性好,拆装维修方便。
三、气体保护设备为了保护焊接熔池焊缝免受污染,GTAW需要一个保护气源,一个减压器以降低气源的压力,一个流量计以调节和控制气体流量,一个电磁阀,以电信号控制气流的通断。
1)、气瓶;气瓶是保护气气源,氩气瓶外涂以灰色,并标以“氩气”字样,以防止与其他气瓶混用。
瓶装氩气在20°C时,瓶装压力为15Mpa,容积40L、20L等。
使用瓶装氩气焊接完毕时,要把瓶嘴关闭严密以免漏气。
瓶装氩气将要用完时,瓶内要留有少量底气,不得全部用完,以免空气进入瓶内。
2)减压器和流量计;高压气瓶使用一个减压器和流量计或组合装置。
减压器由细螺纹拧到气瓶头上,单级减压器需要定期调节以维持工作压力,双级减压器有着更精确的调节作用,在气瓶压力降低时不用后果新调节。
3)电磁气阀;电磁气阀装在控制箱内,一般是接入36V的交流电,由延时继电器控制。
当切断电源时,电磁气阀处于关闭状态;接通电源时,芯子连同密封塞被吸上去,电磁气阀打开,气体进入焊炬。