第四章机械加工精度概论
- 格式:ppt
- 大小:2.74 MB
- 文档页数:7
机械制造技术基础复习资料机械制造技术基础复习资料第一章第一章 机械制造概论机械制造概论机械制造:从毛坯经过一系列过程成为成品机器的过程。
机械制造:从毛坯经过一系列过程成为成品机器的过程。
生产系统:原材料进厂到产品出厂的整个生产经营管理过程。
生产系统:原材料进厂到产品出厂的整个生产经营管理过程。
制造系统:原材料变为产品的整个生产过程,原材料变为产品的整个生产过程,包括毛坯制造、包括毛坯制造、机械加工装配检测和物料的存 储运输所有的工作。
储运输所有的工作。
储运输所有的工作。
工艺系统:机械加工所使用的机床刀具夹具和工作组成了一个相对独立的系统称为工艺系统机械加工所使用的机床刀具夹具和工作组成了一个相对独立的系统称为工艺系统 生产纲领:企业根据市场需求和自身的生产能力制定生产计划,在计划期内应当生产的产品的产量和进度计划称为生产纲领。
的产量和进度计划称为生产纲领。
生产类型举例说明:生产类型举例说明:大量生产:汽车、手表、手机、由于其产量大且同一类型的产品一样故为大量生产大量生产:汽车、手表、手机、由于其产量大且同一类型的产品一样故为大量生产 成批生产:笔记本电脑、由于其每一阶段的电脑不同,每种电脑均有一定的数量成批生产:笔记本电脑、由于其每一阶段的电脑不同,每种电脑均有一定的数量单件生产:大型机床、水力发电装置,由于其为重型设备,专用设备所以只能进行单件生产。
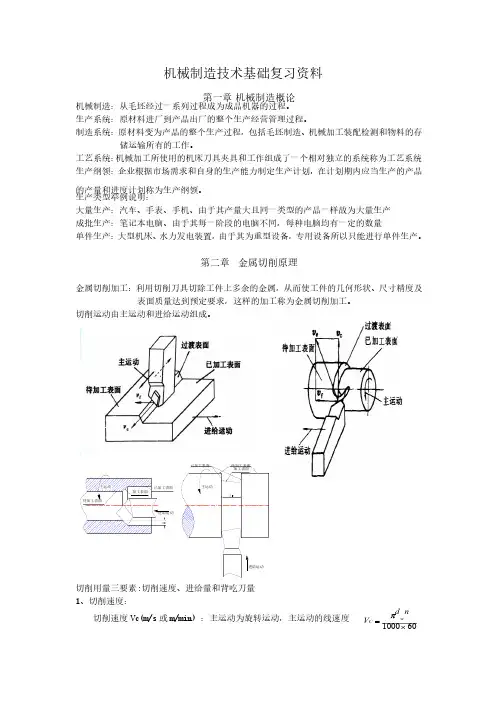
第二章第二章 金属切削原理金属切削原理金属切削加工:利用切削刀具切除工件上多余的金属,利用切削刀具切除工件上多余的金属,从而使工件的几何形状、从而使工件的几何形状、尺寸精度及 表面质量达到预定要求,这样的加工称为金属切削加工。
表面质量达到预定要求,这样的加工称为金属切削加工。
表面质量达到预定要求,这样的加工称为金属切削加工。
切削运动由主运动和进给运动组成。
切削运动由主运动和进给运动组成。
切削用量三要素切削用量三要素::切削速度、进给量和背吃刀量切削速度、进给量和背吃刀量1、切削速度:、切削速度:切削速度Vc(m/s 或m/min) m/min) :主运动为旋转运动,主运动的线速度:主运动为旋转运动,主运动的线速度:主运动为旋转运动,主运动的线速度 601000´=nd V wC p进给运动加工表面待加工表面待加工表面主运动已加工表面加工表面进给运动已加工表面主运动主运动为往复直线运动6010002´=rC Ln V2、进给量:工件或刀具每回转一周时二者沿进给方向相对位移。
《机械制造工艺学》课程标准一、课程概述(一)课程类别专业基础课程(二)适用专业本标准适用于机械加工技术专业、模具制造技术专业。
(三)学时建议课程实施课时为76标准学时。
二、课程定位(一)课程性质与作用本课程是模具制造技术专业的专业基础课程。
本课程主要对应模具制造岗位、机械加工工艺设计岗位、机械制造岗位、夹具设计岗位、产品质量检测员岗位、产品销售和售后技术员岗位技能和素质培养要求,讲授机械制造加工技能、机械加工工艺编制、机床的装配、产品质量的检测等技能知识。
本课程具有很强的实践性和综合性,是形成学生的职业综合素养和专业技能的基础,对学生职业能力和专业技术能力的培养起着主要支撑作用。
(二)相关课程本课程前导课程为《机械制图》、《工程力学》、《工程材料与热处理》、《机械加工设备》、《公差与技术测量》和《机械零件》。
后续课程是《数控加工编程与操作》、《模具制造工艺》、《现代制造技术概论》。
三、课程目标(一)课程总体目标本课程以真实模具产品生产任务、生产实际产品为载体,通过理论与实践的结合,使学生能掌握各种机械制造加工技能、机械加工工艺编制、机床的装配、产品质量的检测,提高自身专业水平及专业素养。
通过本门课程的学习,使学生除了掌握“机械制造工艺”的基本理论,基本概念,模具制造方法,机械制造加工技能、机械加工工艺编制、机床的装配、产品质量的检测等专业知识以外,通过课内实训、社会实践培养学生良好的企业礼仪习惯及工作素养以及具有一定的沟通能力、创新能力、组织能力、应变能力和团队合作精神。
(二)知识、能力与素质目标1.知识目标(1)掌握铸造、压力加工和焊接加工等毛坯成型加工的工艺过程;(2)掌握工件加工方法的选择、工艺路线的拟定及工艺规程的制定;(3)掌握尺寸链的分析方法及计算方法;(4)掌握机械制造精度、表面质量的分析方法;(5)掌握了解机械制造技术的发展方向。
2.能力目标(1)能掌握各种机床的操作方法和毛坯加工方法(2)会编制零件机械加工的工艺规程(3)会分析产品的制造精度、表面质量(4)能对机床进行装配方法进行选择(5)会查阅机械加工过程中的各种工艺参数和图册。
机械加工精度概述管理资料1、加工精度是指零件加工后的实际几何参数(尺寸、形状和位置)与理想几何参数的符合程度,1)零件的尺寸精度:加工后零件的实际尺寸与零件理想尺寸相符的程度。
2)零件的形状精度:加工后零件的实际形状与零件理想形状相符的程度。
3)零件的位置精度:加工后零件的实际位置与零件理想位置相符的程度。
2、获得加工精度的方法:1)试切法:即试切--测量--再试切--直至测量结果到达图纸给定要求的方法。
2)定尺寸刀具法:用刀具的相应尺寸来保证加工外表的尺寸。
3)调整法:按零件规定的尺寸预先调整好刀具与工件的相对位置来保证加工外表尺寸的方法。
4)自动控制法:使用一定的装置(自动测量或数字控制),在工件到达要求尺寸时,自动停止加工。
3、加工误差:实际加工不可能做得与理想零件完全一致,总会有大小不同的偏差,零件加工后的实际几何参数对理想几何参数的偏离程度,称为加工误差。
加工误差的大小表示了加工精度的上下,4、误差的敏感方向:加工误差对加工精度影响最大的方向,为误差的敏感方向。
例如:车削外圆柱面,加工误差敏感方向为外圆的直径方向。
因素分析法:通过分析、计算或实验、测试等方法,研究某一确定因素对加工精度。
一般不考虑其它因素的同时作用,主要是分析各项误差单独的变化规律。
统计分析法:运用数理统计方法对生产中一批工件的实测结果进行数据处理,用以控制工艺过程的正常进行。
主要是研究各项误差综合的变化规律,只适合于大批、大量的生产条件。
由机床、夹具、刀具和工件组成的机械加工工艺系统(简称工艺系统)会有各种各样的误差产生,这些误差在各种不同的具体工作条件下都会以各种不同的方式(或扩大、或缩小)反映为工件的加工误差。
工艺系统中但凡能直接引起加工误差的因素都称为原始误差。
工艺系统的原始误差主要有:1、加工前的误差(原理误差、调整误差、工艺系统的几何误差、定位误差)2、加工过程中的误差(工艺系统的受力变形引起的加工误差、工艺系统的受热变形引起的加工误差)3、加工后的误差(工件内应力重新分布引起的变形以及、测量误差)等。
机械加工精度的相关概念1. 简介机械加工精度是指工件在加工过程中所能达到的尺寸和几何形状的精确程度,也是衡量加工质量的重要指标之一。
机械加工精度的提高可以提高零部件的互换性、可靠性和使用寿命,对提高产品的质量和效益具有重要意义。
2. 加工精度的分类根据加工对象的不同,机械加工精度可以分为整体精度和局部精度两种。
2.1 整体精度整体精度是指整个工件所具备的尺寸和几何形状的精确程度。
在机械加工中,常用的整体精度指标有:•尺寸精度:即工件加工后尺寸与设计尺寸之间的偏差。
常见的尺寸精度表示方法有公差、偏差、界限尺寸等。
•形状精度:描述工件的几何形状特征,如直线度、平面度、圆度、平行度、垂直度等。
•位置精度:描述工件间的位置关系,如平行度、垂直度、同轴度等。
2.2 局部精度局部精度是指工件上某一局部区域的尺寸和形状精度。
在机械加工中,常用的局部精度指标有:•表面粗糙度:描述工件表面的光洁程度,常用的表面粗糙度参数有Ra、Rz等。
•轮廓误差:描述工件轮廓与理论轮廓之间的偏差,常用的轮廓误差参数有最大偏差、最小偏差等。
•合拢误差:描述工件套合尺寸与设计尺寸之间的偏差,常用的合拢误差参数有最大间隙、最小间隙等。
3. 加工精度的影响因素机械加工精度受多种因素的影响,主要包括以下几个方面:3.1 设备精度设备精度是指加工设备本身的精确程度。
设备数控系统的精度、主轴精度、传动系统精度以及位置测量系统的精度等都会影响到加工精度。
3.2 工艺参数工艺参数对加工精度具有重要影响。
如切削速度、进给速度、切削深度等参数的选择会直接影响到工件的精度。
3.3 刀具刃磨刀具刃磨的质量对加工精度影响很大。
刃磨时要注意刃磨角度的控制,刃磨后的刃口应具备良好的切割能力,避免加工出现毛刺、切屑、划痕等问题。
3.4 工件材料工件材料的性能和物理特性也会对加工精度产生影响。
不同材料的切削特性不同,对切削工具的磨损、切削力等都会产生影响。
4. 加工精度的控制方法为了提高机械加工精度,可以采取以下控制方法:4.1 设备检修与校准定期对加工设备进行检修和校准,确保设备处于最佳工作状态。
机械加工培训教材技术篇Ⅰ机械加工基础知识2011年8月第一部分:机械加工基础知识一、机床(一)机床概论机床是工件加工的工作母机.一个工件或零件从原始的毛胚状态加工成所需的形状和尺寸,都需在机床上完成.从加工的对象来分类,机床可以分为:◆金属加工机床◆木材加工机床◆石材加工机床等等….机械加工的对象大多为金属材料,所以,我们以下涉及的机床只针对金属加工机床.金属加工机床分类:◆锻压机床---通过压力使工件产生塑形变形,例如:压力机、弯板机、剪板机等等。
◆特种机床---通过特种办法加工工件,例如:电火花机床、线切割机床、激光切割机床、水压切割机床等等。
◆金属切削机床---采用刀具、砂轮等工具,除去工件上多余的材料, 将其加工成所需的形状和尺寸的机床,主要包括:车床:工件与主轴一起旋转,刀具作轴向与径向进给运动.主要用于旋转工件、盘类零件、轴类零件的加工.车床的分类如下:➢根据主轴中心线的方向:卧式车床,立式车床.➢根据车床的大小:仪表车床、小型车床、普通车床、大型车床。
➢根据控制方式:普通(手动)车床、简易数控车床、全功能数控车床➢根据控制轴数:普通(手动)车床与数控车床(X、Z轴)、车铣中心(X、Z、C 轴)、复合车铣中心(X、Y、Z、C轴)➢根据主轴及刀塔数量:单主轴、双主轴、双刀塔车床。
铣床:刀具旋转,工件与工作台一起作轴向运动。
主要用于方型及箱体零件加工。
铣床的分类如下:➢根据主轴中心线的方向:卧式铣床,立式铣床.➢根据控制方式:普通(手动)铣床、数控铣床➢根据控制轴数:普通铣床(X、Y、Z轴)、4轴数控铣床(X、Y、Z、A轴)、5轴数控铣床(X、Y、Z、A、B轴)➢根据主轴数量:双主轴铣床。
镗(铣)床:刀具旋转,工件与工作台一起作轴向运动。
主要用于铣削与镗孔。
一般为卧式。
镗床分类如下:➢根据镗床大小:台式镗床、大型落地镗铣床。
➢根据控制方式:普通(手动)镗床、坐标镗床、数控镗床➢根据控制轴数:普通镗床(X、Y、Z、B轴)、带W轴的数控镗床(W、X、Y、Z、B轴)、带平园盘的数控镗床(W、X、Y、Z、B、U轴)钻床:钻孔用机床。
09~10工程材料及加工工艺复习材料第一章切削加工概论(选择题50分)1、车镗刀的主切削刃、副切削刃、刀尖、前面、后面概念、切削的分类有哪些?前刀面—切屑被切下后,从刀具切削部分流出所经过的表面。
主后刀面—刀具上与工件的加工表面相对的表面。
副后刀面—刀具上与工件的已加工表面相对的表面。
主切削刃—前刀面与主后刀面的相交部位,它完成主要的切削工作。
副切削刃—前刀面与副后刀面的相交部位,它完成部分的切削工作,并最终形成已加工面。
刀尖——主切削刃与副切削刃的联结部位。
2、切屑分类:1、带状切屑2 、挤裂切屑3 、崩碎切屑3、车床上镗孔时,若车刀刀尖低于工件回转中心线,该车刀的工作前角将怎样变化?前角增大4、当车刀杆中心线与工件不垂直时,车刀什么参数会发生怎么变化?(工作主偏角和工作副偏角)5、工件上切除切屑后留下的表面称什么表面?(已加工表面)6、切削厚度、切削宽度、切削深度、切削速度、切削面积的概念怎样?切削厚度—垂直于加工表面来度量的切削层尺寸。
切削宽度—沿加工表面度量的切削层尺寸。
切削深度—工件上已加工表面和待加工表面间的垂直距离。
切削速度—单位时间内,刀具相对于工件没主运动方向的相对位移。
切削面积—P3图7、普通弯头车刀在给定进给方向车外圆、端面时的主角、后角、前角的概念?P38(3)第三章外圆表面的加工1、无心磨要用于磨削怎么类型的零件?(大批量、外圆面、不断续)2、什么叫横磨法加工?磨削时工件不作纵向往复运动,而由砂轮作慢速的横向进给,直到磨去全部磨削余量。
3、车外圆时,若车刀的刀尖高于工件的回转轴线,则车刀的前角怎么变化?前角增大,后角减小4、外圆表面的技术要求有哪些?1、尺寸精度2、形状精度3、位置精度4、表面质量5、端铣和周铣比较,其特点怎样?1、端铣的加工质量比周铣高2、端铣的生产率高3、周铣的适应性强6、车削的主运动是什么?(工件的回转运动)7、无心磨的计算题(P55图3-4:V(工)=V(导)cosa)8、无心磨的特点是什么?(1)生产效率高(2)不用顶轴支撑(3)用于大批量生产(4)不能磨削断续表面9、根据所列表不同要求外圆表面,选择加工方法及加工顺序P63(9)10、外圆磨削的特点有哪些?1、可以较容易地达到高精度和Ra值小的表面粗糙度,同时开们公差还可以达到较高的要求。
机械加工培训教材技术篇Ⅰ机械加工基础知识2011年8月第一部分:机械加工基础知识一、机床(一)机床概论机床是工件加工的工作母机.一个工件或零件从原始的毛胚状态加工成所需的形状和尺寸,都需在机床上完成.从加工的对象来分类,机床可以分为:◆金属加工机床◆木材加工机床◆石材加工机床等等….机械加工的对象大多为金属材料,所以,我们以下涉及的机床只针对金属加工机床.金属加工机床分类:◆锻压机床---通过压力使工件产生塑形变形,例如:压力机、弯板机、剪板机等等。
◆特种机床---通过特种办法加工工件,例如:电火花机床、线切割机床、激光切割机床、水压切割机床等等。
◆金属切削机床---采用刀具、砂轮等工具,除去工件上多余的材料, 将其加工成所需的形状和尺寸的机床,主要包括:车床:工件与主轴一起旋转,刀具作轴向与径向进给运动.主要用于旋转工件、盘类零件、轴类零件的加工.车床的分类如下:➢根据主轴中心线的方向:卧式车床,立式车床.➢根据车床的大小:仪表车床、小型车床、普通车床、大型车床。
➢根据控制方式:普通(手动)车床、简易数控车床、全功能数控车床➢根据控制轴数:普通(手动)车床与数控车床(X、Z轴)、车铣中心(X、Z、C 轴)、复合车铣中心(X、Y、Z、C轴)➢根据主轴及刀塔数量:单主轴、双主轴、双刀塔车床。
铣床:刀具旋转,工件与工作台一起作轴向运动。
主要用于方型及箱体零件加工。
铣床的分类如下:➢根据主轴中心线的方向:卧式铣床,立式铣床.➢根据控制方式:普通(手动)铣床、数控铣床➢根据控制轴数:普通铣床(X、Y、Z轴)、4轴数控铣床(X、Y、Z、A轴)、5轴数控铣床(X、Y、Z、A、B轴)➢根据主轴数量:双主轴铣床。
镗(铣)床:刀具旋转,工件与工作台一起作轴向运动。
主要用于铣削与镗孔。
一般为卧式。
镗床分类如下:➢根据镗床大小:台式镗床、大型落地镗铣床。
➢根据控制方式:普通(手动)镗床、坐标镗床、数控镗床➢根据控制轴数:普通镗床(X、Y、Z、B轴)、带W轴的数控镗床(W、X、Y、Z、B轴)、带平园盘的数控镗床(W、X、Y、Z、B、U轴)钻床:钻孔用机床。