液压润滑系统
- 格式:doc
- 大小:14.50 KB
- 文档页数:3

液压圆锥破碎机液压系统及润滑系统原理方案液压圆锥破碎机为了分离、筛选有用矿物,矿石、物料的破碎成为许多行业不可缺少的工艺过程。
最近我公司在引进国外技术的基础上研制开发出PY系列液压圆锥破碎机。
这类破碎机较以往的颚式破碎机、反击式破碎机等具有显著的特点。
此类破碎机采用了先进的液压技术.能够实现破碎机的自动控制.正逐步取代弹簧式圆锥破碎机。
1.液压圆锥破碎机液压系统原理1.1液压圆锥破碎机主要液压控制部分此液压系统控制3个基本回路的动作。
一是定锥液压锁紧液压缸的动作,二是调整动、定锥间隙的液压马达的动作。
三是过铁释放和清理时液压缸的动作。
锁紧缸装在锁紧环和调整环之间,它可将位于调整环上部的锁紧环支起,保证破碎过程中液压缸加压时,使定锥位于调整环里的破碎位置。
当需要调整动、定锥之间的间隙时,将锁紧液压缸的压力释放,装在调整环上的马达开始起动,马达上的齿轮使驱动环与调整帽啮合.以转动定锥,可自动调节。
过铁释放缸和主机架下部相连,并与调整环固定在一起。
使调整环与主机架稳固接触以克服正常的破碎力。
不正常的操作或非破碎物通过破碎机时产生过大的破碎力使调整环向上升起。
一旦过载消失或过铁通过破碎机,破碎机恢复正常。
为了清理破碎机,需将调整环脱离主机架。
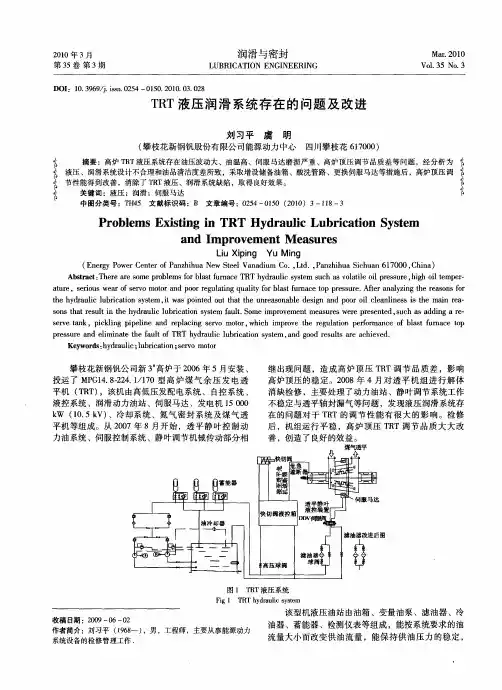
1.2液压系统原理确定由上述所需控制部分确定原理如图1所示。
此液压系统采用定量柱塞泵为动力源.它是将原动机供给的机械能转变为工作介质(液压油)的压力能,在此期间各液压阀控制和调节系统中工作介质的压力、流量和方向,保证执行部分(各液压缸和马达)来完成预定的运动规律。
此回路中电磁溢流阀调节系统最高使用的压力20MPa。
锁紧回路采用蓄能器保压、零泄漏电磁阀泄压的控制。
由于锁紧缸在工作过程中始终处于保压状态,采用蓄能器保压可防止柱塞泵频繁起停.从而延长了柱塞泵的使用寿命。
因锁紧缸为柱塞缸,所以采用零泄漏电磁阀通电泄压后靠支撑部分的自重来复位。
调整马达回路采用梭阀来控制马达运转与停止。
液压润滑系统安装施工方案8.4.1 主要设备的安装标准特点:服从配管需要,便于调整和维护。
1)设备的定位以设备的管口中心为依据,确定设备的纵横、高低位置。
2)设备的平行度各设备中心线的平行度,允差为1-3mm/m。
3)设备中心位置的允差中心位置允差不大于5mm(不适于泵与电机的联接)。
4)水平度油箱、过滤器、冷却器、蓄能器等安装偏差1mm/m,油泵、重锤式蓄能器安装偏差为0.1mm/m。
为了防止配管产生“别劲”,部分设备是不予以固定的,而是根据配管的需要垫稳就行。
8.4.2 阀类元件的检查1)阀类元件在安装前首先要进行外观检查,即是否有锈蚀、缺角、气孔、夹层等缺陷以及型号与图纸规定的是否一致。
2)液压阀的清洗检查。
3)调节性能检查、调整范围检查、泄漏情况检查。
8.4.3 管道安装1)管道安装工艺的选择一次安装法:管道及管件设备的检查→配管→耐压试验→在线酸洗→冲洗→油循环2)泵站管道的安装①它是以泵站为基准确定管道的走向,不允许把管子重量加在设备的法兰上,而应由距设备最近的支架来承受管道的重量。
②管与管法兰,管与机器的法兰联接要求:轴线基本同心,法兰面基本相互平行,且间隙不得太大。
绝对不允许在相互别劲的情况下,强行紧固。
③为了防止空气从泵的入口联接处进入,应使两法兰面接触处无间隙,敷设管道要尽量使空气不能积存,不得己时要在能积存空气的地方设置排气旋塞。
④地下管道和机体管道联接的中间管道安装应以地下管道为基准,依据图纸的设计,设置支架、直管的标准支架。
⑤中间管道铺设原则:先内后外,先大后小,先主管后支管,先高压后低压管,先定位管后中间管。
沿墙壁配管的施工顺序:高处由上往下,低处由下往上。
(3)狭窄处管道的安装(一般指孔或洞)①接头尽量用焊接连接。
②配管接头应离开洞口0.5~1m,上、下两组管道接头应错开120~150mm,如下图所示:图8-4-1 配管接头示意图4)机体管道的安装如果机体配管不是成品,而图纸未作配管说明时,则根据如下原则进行安装。

新技术・新设备大型板坯连铸机液压润滑系统西安重型机械研究所 曹永福 郭星良 赵伶侠 郭力戎摘要 论述了我国自行设计制造的现代化大型板坯连铸机液压润滑系统的主要性能、设计特点、制造成套及安装调试等方面取得的经验。
叙词 大型板坯连铸机 液压 润滑 系统Abstract H ere is an expo siti on of the hydrau lic lub ricating system of the Ch inese2 bu ilt large2size slab concasting m ach ine,a m odern ized caster,expounding the exp erience ob tained in its p erfo rm ance,design featu re,m anufactu re and supp ly of com p lete set of equ i pm en t as w ell as in stallati on and comm issi on ing.D escr iptors large2size slab concasting m ach ine,hydrau lic,lub ricati on,system 由西安重型机械研究所设计,立足国内制造的第一套大型板坯连铸机攀钢1350mm 板坯连铸机于1993年10月18日投入生产以来,设备运行良好,1996年该机已超过年设计产量100万t。
随主机投入运行的液压润滑系统良好的性能,有效地保证了该连铸机的正常生产。
继攀钢大型板坯连铸机顺利投产之后,西安重型机械研究所又成功地为上钢三厂设计了300mm×2000mm(国内最大断面)板坯连铸机。
其液压润滑系统于1995年10月18日随主机顺利投产,设备运转情况良好。
这两套大型板坯连铸机液压润滑系统都是由我国独立自主设计、制造成套、安装并调试成功的,使我国连铸机在液压润滑方面装机水平达到了一个新的高度。
数控冲床结构组成
数控冲床结构一般由机床主体、数控系统、液压系统、润滑系统、冷却系统、进给系统、工具库和夹具等组成。
机床主体:机床主体是数控冲床的核心部件,由床身、工作台、立柱和横梁等构成。
床身和工作台一般为整体铸造件,具有高强度、刚性和稳定性,用于支撑和定位工件。
立柱和横梁则支撑和驱动冲头进行冲击加工。
数控系统:数控系统是数控冲床的智能控制中心,由数控装置、编程设备和输入输出设备等组成。
数控装置接收编写好的加工程序和参数,实现机床的自动化控制和监测。
液压系统:液压系统是数控冲床的动力系统,由油泵、油箱、油管和液压缸等构成。
液压系统提供冲头的动力和行程,保证其在加工过程中的稳定性和精确性。
润滑系统:润滑系统是数控冲床的重要组成部分,由润滑泵、润滑管和润滑器等构成。
润滑系统主要用于给冲头和导轨等部件进行润滑,减少磨损和提高精度。
冷却系统:冷却系统主要用于冷却加工过程中产生的高温,保证机床的稳定性和工作寿命。
冷却系统由水箱、水泵、水管和喷嘴等构成。
进给系统:进给系统是数控冲床的重要部分,主要由伺服电机、球螺杆和导轨等构成。
进给系统保证了冲头的移动和工件的定位和进给精度,对机床的性能和加工质量起着重
要的作用。
工具库:工具库是数控冲床的工具管理系统,主要由工具库柜、换刀机构和工具传感器等构成。
工具库的管理和选择可以提高加工效率和质量。
夹具:夹具是数控冲床的辅助装置,用于夹紧工件和冲头,保证加工的精度和稳定性。
夹具种类繁多,根据不同的加工要求和工件特点进行选择和设计。

液压、气动和润滑系统设备安装、施工及验收规范目录一、设备及元件安装1、设备及元件安装前的检查2、安装应具备的条件3、各系统共有的设备及元件安4、液压设备及元件安装5、气动设备及元件安装6、润滑油设备安装7、润滑脂设备安装二、管道加工、焊接与安装。
1、管予及管道附件使用前的检查2、管道加工3、管道焊接4、管道安装三、管道酸洗、冲洗、吹扫和涂漆1、管道改洗2、管道冲洗3、管道吹扫4、管道涂漆四、系统压力试验、调整和试运转1、液压系统压力试验、调整和试运转2、气动系统压力试验、调整和试运转3、润滑油系统压力试验、调整和试运转4、润滑脂系统压力试验、调整和试运转附录A:压力单位换算表附录B:脱脂,酸洗,中和,钝化剂配方附录C:管道冲洗清洁度等级标准附录D:液压系统设计、制造、试验规范规范引用标准:GB3766-83 液压系统通用技术条件GB1184-80 形状和位置公差数值GB1804-79 未注公差尺寸的极限偏差GB191-85 包装储运图示标志GB7284-87 框架木箱标准GBn193-83 包装通用技术条件GB3323-82 钢焊缝射线照相质量等级的规定Q/ZB74-73 焊缝外部缺陷允许范围JB/JQ20501-88 液压元件内部清洁度检测方法,第一部分,颗粒计数法(试行)GB2682-81 电工成套装置中的指示灯和按钮的颜色GB193-83 包装通用技术条件GB191-86 包装储运图示标志一、设备及元件安装1、设备及元件安装前的检查1)、设备及元件必须具有制造厂的合格证明书。
2)、对具有制造厂合格证明书的设备及元件还应按下列要求进行外观检查:(1)、型号、规格必须与设计相符;(2)、整体构造应完整无缺,外露零件应无损坏;(3)、所有外露的油;气口必须封闭。
3)、对油箱、冷却器、截止阀和的检查应符合下列规定:(1)、涂漆:油箱的漆层必须完好,漆层或防锈剂涂层应无返锈现象;油箱的焊缝经外观检查有损伤迹象时,应用煤油对焊缝作渗漏检查。

润滑液压油站系统点巡检标准及方法现代冶金工厂生产的特点是连续运转,前后工序相互衔接,配合密切,任何部位的设备事故都会造成整个生产线的停产。
润滑液压设备的好坏,直接影响着机械设备的正常运转。
因此,人们常把冶金工厂的润滑液压油站比作人体的心脏一样重要。
把润滑液压系统中各管路的畅通比作人体的血液循环一样重要。
这都说明了润滑液压设备良好运转是保证机械设备安全运行的重要组成部分。
为了设备长久高效运转,降低运行成本,减少事故率,确保系统运行稳定、安全、可靠。
特制定油站系统点巡检标准及方法的相关内容:一、稀油站1.1 总则本标准对稀油润滑系统的点巡检作出规定,确保稀油润滑系统运行稳定、安全、可靠。
1.2 适用范围本标准主要是适用于润滑站操作工的点巡检。
操作工应熟悉机械、电气、仪表线路的有关专业技术知识。
以便能够初步判断出相关的机械、电气、仪表线路故障,并能及时反馈设备信息。
1.3 稀油站的点巡检1.3.1 操作前点检确认1.3.1.1系统操作前确认1.3.1.1.1 检查泵站内各开闭阀的开闭状况,使各阀处于正确位置。
如:泵的吸油口的阀门是否开到位;工作油箱的吸油、回油蝶阀是否打开,并与工作泵相连锁,否则油泵不能起动。
1.3.1.1.2 检查工作油箱的液位是否正常,油液颜色是否正常。
是否进行油品指标化验。
1.3.1.1.3油温是否正常,是否达到启动温度(38℃-42℃)。
对于低粘度的油,如46号油开启温度为25℃-30℃;对于有循环加热的系统,泵与加热是否连锁。
1.3.1.1.4 检查压力罐的液位、气压是否正常。
气动各气动阀是否完好,液位、压力控制器是否正常,连锁、报警是否正常。
并提前补充好压力罐内气体压力应低于油压0.5-1Kfg/cm21.3.1.1.5 检查各压力开关、液位开关、温度控制器是否正常。
设定值是否正确,能起到应有的控制功能。
1.3.1.1.6 检查操作面板上显示灯、报警显示情况是否正常,以及送电后显示情况。
液压设备组成及性能1、液压设备组成及性能900HC可逆轧机液压设备包括:普通液压站、AGC液压站、平弯抽辊液压站,工艺润滑站、稀油站、油气站1.1、普通液压系统普通液压系统为900HC可逆轧机中所有非伺服比例油缸提供油源,系统包括泵源、油箱、冷却器、蓄能器、过滤器、加热器、阀组及阀台。
介质为N46高级抗磨液压油。
普通液压系统主要技术参数:系统压力:10Mpa系统的工作流量:100 L/min过滤精度:20μ工作介质:N46高级抗磨液压油泵组:用一备一循环系统工作压力:0.8Mpa系统工作流量:50 L/min冷却器:6m21.2、AGC液压站AGC站为AGC系统提供油源,由于AGC伺服控制系统,系统包括高压泵、油箱、冷却器、过滤器、蓄能器组、加热器、阀组。
为保证整个控制系统具有较高的响应速度和定位精度,因此要求油液具有极高的清洁度以及良好的压力稳定性和动态特性。
油箱采用不锈钢制造,高压泵采用进口VICKERS柱塞变量泵,介质为N46高级抗磨液压油。
AGC系统的主要技术参数:系统工作压力:21Mpa系统最大流量:60 L/min系统循环冷却泵组流量:50 L/min过滤精度:5μ系统油液清洁度:优于NAS6级系统高压泵组:用一备一系统循环冷却泵组:一冷却器:6 m21.3、平弯抽动液压站平弯抽动液压站为抽动和弯辊系统提供油源,弯辊为伺服控制系统,系统包括泵、油箱、冷却器、过滤器、蓄能器组、加热器、阀组。
为保证整个控制系统具有较高的响应速度和压力精度,因此要求油液具有极高的清洁度以及良好的压力稳定性和动态特性。
油箱采用不锈钢制造,液压泵采用柱塞变量泵,介质为N46高级抗磨液压油。
弯辊抽动系统主要技术参数:系统工作压力:16Mpa系统工作流量::40L/min过滤精度:5μ系统油液清洁度优于NAS7级系统高压泵组(弯辊)用一备一抽辊弯辊阀采用比例阀循环系统工作压力:0.8Mpa循环系统工作流量:40L/min冷却器: 5m22、润滑系统设备组成及性能900HC可逆轧机润滑系统包括:工艺润滑系统、稀油润滑系统、轧辊油气润滑系统。
润滑系统工作原理润滑系统工作原理润滑系统是机械设备中不可或缺的一部分,它的主要作用是在摩擦部位形成一层润滑膜,减少摩擦、磨损和热量的产生,保护机器零件的寿命和性能。
本文将详细介绍润滑系统的工作原理。
一、润滑系统的组成润滑系统由以下几个组成部分构成:1. 液压油箱:储存液压油。
2. 油泵:通过机械或电动方式将油从油箱中抽出并送到需要润滑的部位。
3. 滤清器:过滤掉油中的杂质和污染物,保证油质清洁。
4. 冷却器:通过冷却水或空气对油进行冷却,防止因摩擦产生的热量过高而导致机器零件变形或损坏。
5. 管路:将油从泵传输到需要润滑的部位。
6. 液压缸、马达、阀门等工作元件:接受来自泵传输过来的油,并在其作用下完成相应的运动或控制。
7. 油位计、压力计、温度计等检测元件:用于检测油的液位、压力和温度等参数,保证润滑系统的正常运行。
二、润滑系统的工作原理1. 润滑油的循环当机器启动时,液压油从油箱中被泵抽出,经过滤清器过滤后,通过管路输送到需要润滑的部位。
在运动过程中,机器零件不断地摩擦产生热量,这些热量会导致油温升高。
为了防止油温过高,冷却器会将冷却水或空气通过散热片对油进行冷却。
经过冷却后的油再次进入油箱循环使用。
2. 液压缸和马达的工作原理液压缸和马达是润滑系统中最重要的工作元件之一。
它们通过接受来自泵传输过来的油,在其作用下完成相应的运动或控制。
具体来说,在液压缸中,当泵将高压油送入活塞腔时,活塞向外推动,并带动连杆或其他机器零件的运动。
而在液压马达中,则是泵将高压油送入马达内,通过转子和齿轮等机构的相互作用,将油转化为机械能并输出。
3. 阀门的工作原理阀门是润滑系统中控制油流方向和流量的重要元件。
它们通过接受来自泵传输过来的油,并根据不同的工作需求调整油流方向和流量。
例如,在单向阀中,当泵将高压油送入阀门时,阀门会打开,让油从一侧流入另一侧,并阻止反向流动。
而在比例阀中,则是根据电信号或机械信号控制阀芯的开度,从而调节油流量大小。
东汽1.5MW风电齿轮箱润滑系统操作维护说明书
北京经济技术开发区宏达南路12号邮编:100176 Tel: (010) 67802266 Fax: (010) 678023194
1 概述
此设备是颇尔公司根据重庆齿轮箱有限责任公司提出的技术指标设计和制作的。
本使用说明书用于指导本装置的安装,管路连接及维护等有关注意事项。
1.1 设备功能
对东汽1.5MW风电齿轮箱内的润滑油进行过滤和冷却,并为齿轮箱内的运动部件提供强制润滑。
1.2 产品原理
产品液压系统原理如图1。
图1 液压系统原理图
润滑系统由电机、电动泵、过滤器、机械泵、风冷器、压力传感器、压力表、连接管路等组成。
电动泵、机械泵同时向系统供油,润滑油经过滤器过滤后到出
口阀块,当油温低于45℃时,润滑油直接进入齿轮箱,当油温高于55℃时润滑油经风冷器冷却后再进入到齿轮箱。
在油泵的出口装有压力传感器用于检测润滑系统
的压力。
过滤器为双精度过滤,过滤器上装有压差发讯器。
正常工作时,滤芯压差小于4bar,滤芯上的单向阀CV02处于关闭状态,润滑油流经7µmm精滤芯过滤。
随着精滤芯所拦截污染物的增多,精滤芯的压差不断增大,当精滤芯压差达到3bar 时压差发讯器发讯,提示更换滤芯。
当精滤芯压差继续上升到大于4bar 时,滤芯。
液压润滑系统
一、设备组成及工作原理
1设备组成
XYZ-16稀油润滑系统主要由油箱、电加热器、二台齿轮泵装置(一用一备)、双筒过滤器、油冷却器、回油磁(栅)网过滤装置、电加热器、挠性接头(补偿器)、功能性阀门(单向阀、安全阀、开关阀门)及管道、控制元件(压力控制器、压差控制器、温度控制器、液位控制器、铂热电阻、流量控制器)、显示仪表(压力表、温度表、液位计)、电控柜等组成。
2工作原理
工作时,一台齿轮泵(另一台备用)从油箱吸入油液进行增压后,经单向阀、双筒过滤器(一侧工作,一侧备用)、油冷却器、功能性阀门和管道被送到设备的润滑点,油液对润滑点进行润滑和冷却后,沿着系统的回油总管进入油箱,油液在油箱内经回油磁(栅)网过滤装置过滤后进行下一次循环。
3元件功能
3.1油箱
油箱主要功能是蓄油,还兼作散热和沉淀油液中的杂质。
3.2加热器
加热器的功能是对油箱中的油液进行加热,当油箱中油液的温度低于下限设定值时,电加热器自动进行加热,当油箱中油液的温度
达到正常设定值时,电加热器自动停止。
3.3齿轮泵装置
稀油润滑设备具有两台油泵装置(互为备用),一台工作、一台备用,当系统压力低于下限设定值时,备用油泵自动投入工作,当达到正常设定值时,备用泵自动停止。
3.4双筒过滤器
双筒过滤器有两组过滤滤芯(互为备用)和一个手动切换阀,一组滤芯工作时,一另组滤芯备用。
当工作滤芯的压差达到设定值时,压差控制器动作发出报警信号,手动切换使备用滤芯工作,原工作滤芯可以拆卸进行清洗。
3.5油冷却器
油冷却器的功能是对油液进行冷却,当出油口温高于上限设定值时,发出报警信号,人工调整冷却水路阀门开口度,对油液进行冷却,本项目选用双联冷却器,可以进行不停机检修。
3.6回油磁(栅)网过滤装置
回油磁(栅)网过滤装置装在油箱回油腔,主要功能是对从润滑点返回的油液中的铁磁性和非铁磁性杂质进行过滤。
3.7安全阀
安全阀的功能是保证系统的最高工作压力不超过其设定值,调定开启压力为0.8MPa,当系统压力达到设定值时,安全阀打开,部分或全部油液经过该阀流回油箱。
3.8仪表
仪表的功能是显示系统中不同部位的温度、压力、液位数值的,
以便于操作者直观了解系统的工作状况。
3.9控制元件和电控柜
控制元件的作用是检测系统中的温度、压力、压差、液位、流量等参数,当达到设定值时,向电控柜发出信号,由电控柜控制系统某主元件工作或发出声光报警信号;电控柜的功能是对系统用电元件的操作及同主机电控系统的通讯。
二、方案可靠性说明
润滑设备的动力由两台齿轮油泵组成,油泵和驱动电机均选用知名品牌产品,确保设备运行可靠性,两台油泵互为备用,一台工作、一台备用,两台油泵均采用双路供电,确保电机运行可靠性,润滑系统实时采样系统压力,当系统压力低于下限设定值时,备用油泵自动投入工作,当达到正常设定值时,备用泵自动停止。
确保系统运行可靠性。
同时,也可根据实际情况,在系统中增加高位油箱,以保证在两台油泵均停止工作的极端情况下,保证风机的正常停机。
润滑系统实时监测系统运行状态和运行参数,当系统某一运行参数异常时及时给出报警信号,便于工作人员及时处置。
为了进一步提高润滑系统的可靠性,可在此基础上再增加一台齿轮油泵,一用两备。