全自动免烧砖机生产线模具工艺性能浅析
- 格式:docx
- 大小:12.46 KB
- 文档页数:2

免烧砖机生产线免烧砖机(Non-fired brick machine),也称为免烧砖生产线,是一种智能化的机械设备,用于生产环保型砖块。
它利用反应剂和原材料的物理与化学变化,在无需烧制的情况下,通过特殊的工艺流程直接生产砖块。
本文主要讨论免烧砖机生产线的工作原理、技术特点以及在建筑工程中的应用。
免烧砖机生产线是一种机械化的生产工艺流程,主要包括原料处理、搅拌成型、固化加工等环节。
首先,原材料(如河沙、水泥、石灰等)经过清理、筛选等工序,在特定比例下进行搅拌,并加入特殊的反应剂,在免烧砖机内进行混合。
在搅拌成型过程中,免烧砖机将混合好的原材料投放到模具中,通过模具的挤压作用,使原料在一定时间和压力下逐渐升温、固化。
与传统烧制砖块相比,免烧砖的制作过程无需高温烧制,从而减少了耗能和污染。
免烧砖机生产线的技术特点主要有以下几个方面。
首先,免烧砖机生产线采用了先进的机械技术,具有高度自动化和智能化的特点。
通过自动化控制系统,可以实现生产流程的监测、调整和控制。
其次,免烧砖机生产线具备高效率和高质量的生产能力。
机械化的生产过程能够提高生产效率,并保证砖块的一致性和稳定性。
免烧砖机生产的砖块具有一定的机械强度、耐久性和防水防火的特点,能够满足建筑工程对砖块的使用需求。
另外,免烧砖机生产线还具有环保和节能的优势。
由于免烧砖的制作过程无需烧制,不会产生大量的烟雾和废气,减少了大气污染。
同时,相比传统砖块生产工艺,免烧砖机生产线所需能源较少,有效节约了资源。
免烧砖机生产线在建筑工程中有着广泛的应用。
免烧砖的制作材料可以根据需要进行调整,可以生产不同类型、规格的砖块,满足建筑工程中不同部位和不同性能的要求。
例如,免烧砖可以用于承重墙体、隔墙、隔音墙、外墙、护坡等建筑结构中。
与传统砖块相比,免烧砖具有更好的保温隔热性能,能够提高建筑物的能源利用效率,降低冷热负荷。
同时,免烧砖的使用可以减少土地资源的消耗,对推进城市可持续发展具有一定的积极意义。
目前,免烧砖企业正在向全自动化,大型化发展,就目前全自动化新型免烧砖设备建厂厂的情况做一个梳理。
一.什么是全自动化砌块设备。
首先所谓的全自动化,无论是设备厂家或者用户,怎么来看这个全自动化,或者高自动化设备呢,什么是全自动化呢。
全自动无论设备厂家怎么来命名,或和别人有所区别,其本质上依然是从原料到出砖,到进窑养护(简易点的可以没有窑)到码垛成型到堆场,这一系列流程全部使用机械完成来完成的一个过程,也就是说,从原料到砖到堆场完全由机械来完成,人工只起到辅助作用,例如,控制电脑系统,叉车,铲车等等。
这个过程由于人工基本上都处于操控阶段,制砖过程像一条流水线在作业,所有的过程都由电脑程序控制。
因此我们可以把这种流程或者流水线作业称之为全自动化砌块生产线。
在制砖过程中高品质的机器人、机器手运用,使制砖过程完全不再依赖于人力的高强度劳动过程,机械化水平显著高,目前经过几年的实践证明也是非常的稳定,效率也非常的高,不仅推动了国内免烧砖行业的进步,同时使国内砌块设备向高端高品质发展迈出了可喜的一步,也为代替国外砌块设备做出了不小的贡献。
二.砌块全自动设备目前的情况。
目前大部分砌块设备企业仍处在中低端水平,仅仅满足市面上半自动化的用户的需求,并不完全具备制造全自动的设备的水平。
即便国内个别厂家制造的自动化设备情况也存在着这样和那样的问题,主要在这么几个方面。
首先,运作率有高有低,发展不平衡。
很多时候制造全自动设备并不是企业面临的最大难题,最大的难题是集合所有的设备和系统把设备的整体运作率提上去才是关键。
例如一个流水线的流程包括了,配料---计量—上料---搅拌—--上料--制砖---出砖-----上窑车---蒸养窑----下窑车---机器人码垛---转运到堆场的等一系列过程或者说是由一系列的子系统构成的一个统一的系统来运行。
他们均交由电脑程序控制,并把资源统一用电脑进行管理和分配。
软件设计上就要求各个系统必须在相应的时间内完成相应的动作才能导致控制系统在一根时间轴上精确控制并能够重复进行。

免烧砖机生产的混凝土多孔砖的技术指标经国家发改委批准,由省新型墙体材料行业协会与建筑材料工业技术监督研究中心负责组织有关单位参加起草的JC943-2004《混凝土多孔砖》强制性行业标准,已于2004年11月1日起实施。
免烧砖机生产的混凝土多孔砖是以水泥为胶结材料,以砂、石等为主要集料,加水搅拌、成型、养护制成的一种有多排小孔的混凝土砖。
混凝土多孔砖外形特征类似烧结多孔砖,而材料性能应归于普通混凝土小型空心砌块。
用混凝土多孔砖代替实心黏土砖砖、烧结多孔砖,可以不毁耕地,节省黏土;不用焙烧设备、节省能耗;制作工艺简单,施工方便。
因此,近几年来在浙江、上海、江苏、福建、湖北、江西等省、市发展较快,大部分用于建筑物的围护结构、隔墙,少量用于承重结构,受到建筑界的青睬,是一种有希望替代实心黏土砖、烧结多孔砖的新型墙体材料。
混凝土多孔砖投入生产、使用后,江苏、上海、浙江等一些生产企业制定了企业标准,在检验产品质量,保证建筑工程质量中发挥了积极作用。
但标准中技术指标少,试验方法不统一,而且受地域性影响,妨碍产品技术的进一步推广应用。
因此,制订行业标准十分必要,这对有效地组织产品生产,控制产品质量,保证建筑工程质量,稳步地推广使用混凝土多孔砖具有重大意义。
JC943-2004《混凝土多孔砖》是在总结我国近几年来生产、使用该产品的经验,参考美国ASTMC55-1997a《混凝土砖》、GB8239-1997《普通混凝土小型空心砌块》、GB13544-2000《烧结多孔砖》等标准,经试验验证后制定的。
1混凝土多孔砖的命名、定义和产品等级标准名称定名为《混凝土多孔砖》是依据GB/T18968-2003《墙体材料术语》。
砖的定义为:"建筑用人造小型块材。
外型多为直角六面体,也有各种异形的。
其长度不超过365mm,宽度不超为240mm,高度不超过115mm。
"多孔砖的定义为:"孔洞率等于或大于25%,孔的尺寸小而数量多的砖。

随着新技术新设备的日新月异,加工工艺的不断进步,钣金业界的技术也在悄然更新。
由于精密钣金行业在国内发展较晚,国内一般认为钣金就是汽车覆盖件或者常见的白铁皮加工等。
因此,真正涉及钣金模具的专业资料非常少,几乎在图书馆查不到关于钣金设备及模具的专业书籍。
为了让钣金模具技术能广泛传播,笔者就下列的模具应用方面的基本知识作出浅析。
您是否在思考:模具怎样才耐用?高速加工中如何防止挂板、拉板、带料、跳料?进口的高速冲床是否可以运用国产模具代替而又能保证加工品质及速度?模具要耐用,除了好的模具材质,好的热处理,好的加工工艺外,更需要好的运用和选型。
要实现高速度、高品质的加工就必须选择ABS 模具(图1),也就是气吹模具。
要选择气吹模具设备必须有气吹功能。
如AMADA公司的VIPROS、AC、AE、EM系列机型,FINN-POWER的X5、E5系列机型都具有气吹功能。
图1 标准模具与气吹模具气吹功能在AMADA公司称为AIR BLOW SYSTEM,威尔逊公司称为ABS。
这个系统也可以加装在过去的旧机型上来实现吹气功能。
具体工作原理为系统将润滑油通过装置在压缩空气高压下雾化,数控冲床加工时把高压油雾气体通过冲床打击锤喷入ABS冲头气吹孔内,再通过导套导入口的压料面及侧面喷射出,这个功能在加工时能充分润滑冷却冲头,抑制刃口粘连金属粉末;进一步提高冲头寿命,是普通冲头使用寿命的2.5~3倍;抑制废料上浮,有效的减少跳料,特别是加工双面覆膜的板材;模具实现自动润滑冷却及自我清洁,减少模具维护时间,延长模具研磨周期,从而延长模具使用寿命。
更重要的是ABS气吹模具的喷油雾功能对导套及转塔孔的充分润滑和清洁,极大保护了机床转塔,延长了机床使用寿命,大幅提高了生产的稳定性。
这就是AMADA使用多年的二手机床转塔孔与导套配合精度依然良好的重要原因之一,也是这个品牌在钣金市场受到追捧的重要原因。
气吹模具目前市面上有多种组合方式,如MATE的自润滑和威尔逊的ABS,下面以国内常用85系列的AB工位组合为例:⑴85气吹冲头+85标准打击头组件+气吹导套,这种组合方式的模具(图2、图3)具备上述的基本气吹功能和特点,冲头刃磨量只有2.5mm,初期采购成本较低,加工的优越性不能充分体现。
免烧砖机生产线设计思路描述
有的时候不得不感叹人类智慧的伟大,从一开始的原始人类,到现在这么科技发达的21世纪,人类的智慧真的是无穷无尽的。
高端的智慧体现的最好的就是科技方面,例如电脑还有手机等等,但是还有的就是国家的重工业行业机械行业,其中的智慧也是无穷尽的,例如现在投资的免烧砖机生产线的理念设计,就能明显的看出来人类智慧的所在,还切合的当代社会环保节能的发展条件,并且是的全世界的建筑市场都发生了翻天覆地的变化,真的是要再一次感叹人类思想的伟大了。
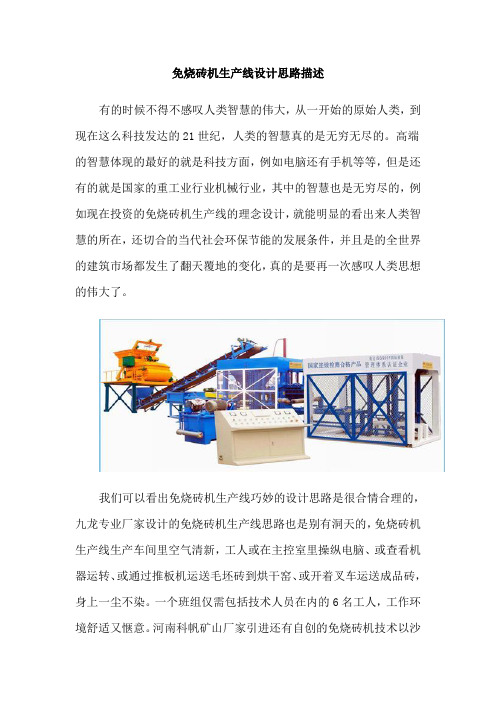
我们可以看出免烧砖机生产线巧妙的设计思路是很合情合理的,九龙专业厂家设计的免烧砖机生产线思路也是别有洞天的,免烧砖机生产线生产车间里空气清新,工人或在主控室里操纵电脑、或查看机器运转、或通过推板机运送毛坯砖到烘干窑、或开着叉车运送成品砖,身上一尘不染。
一个班组仅需包括技术人员在内的6名工人,工作环境舒适又惬意。
河南科帆矿山厂家引进还有自创的免烧砖机技术以沙
子、水泥、煤灰粉、火山灰等为主要原料,免烧砖机生产新型节能环保建材产品。
整条生产线由主机控制系统、升降机系统、推板机系统、降板机系统及码垛机系统五部分组成,整个生产过程从拌料、压砖、运送、烘干到成品砖实现了全自动操作,工人根本“摸”不到砖,不但可以大大降低工人的劳动强度,更提高了生产效率。
更多关于免烧砖机,免烧制砖机,砌快砖机,彩瓦机的信息请访问:本文由网友uthaogou83编辑上传!。
全自动免烧砖机生产线上物料操作的详细说明1、关于物料:物料骨料粒径的要求:骨料单一颗粒直径方向最大对角线尺寸,我们称之为物料的粒径。
理想推荐的物料粒径为8-12mm。
对于粒径的具体要求,我们一般遵循以下原则:对于无孔砖,骨料最大粒径不能超过10毫米;对于有孔砖,骨料粒径应不大于砖最小壁厚尺寸的1/3。
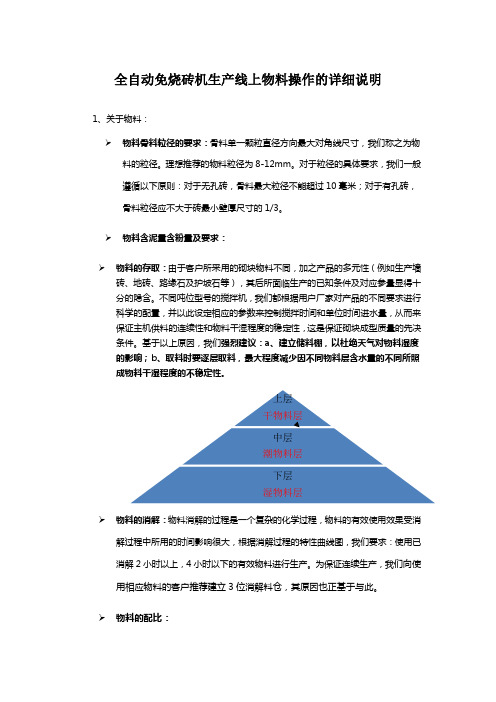
物料含泥量含粉量及要求:物料的存取:由于客户所采用的砌块物料不同,加之产品的多元性(例如生产墙砖、地砖、路缘石及护坡石等),其后所面临生产的已知条件及对应参量显得十分的隐含。
不同吨位型号的搅拌机,我们都根据用户厂家对产品的不同要求进行科学的配置,并以此设定相应的参数来控制搅拌时间和单位时间进水量,从而来保证主机供料的连续性和物料干湿程度的稳定性,这是保证砌块成型质量的先决条件。
基于以上原因,我们强烈建议:a、建立储料棚,以杜绝天气对物料湿度的影响;b、取料时要逐层取料,最大程度减少因不同物料层含水量的不同所照成物料干湿程度的不稳定性。
物料的消解:物料消解的过程是一个复杂的化学过程,物料的有效使用效果受消解过程中所用的时间影响很大,根据消解过程的特性曲线图,我们要求:使用已消解2小时以上,4小时以下的有效物料进行生产。
为保证连续生产,我们向使用相应物料的客户推荐建立3位消解料仓,其原因也正基于与此。
物料的配比:【搅拌普通混凝土-物料(必须用新鲜的普通硅酸盐水泥R32.5以上)】●底料:按配合比搅拌要十分均匀,不得有局部成团及固态状况;水灰比:控制在0.35~0.4之间;胶骨比:控制在1:5~1:7之间。
●地砖彩色面料:砂子粒径最佳为2mm左右。
符合国家要求的建筑用砂;含泥量以及石粉量必须控制在1.5%以内(推荐采用水洗砂)。
其推荐重量比为:水:水泥:彩料:砂=(0.30~0.28):1:0.05:(2~3)为保证彩色地砖的上等质量,物料要搅拌得非常均匀——眼观:为干硬性略松驰有弹性的砂浆;手感:捏握于手为固态,轻掷于地皆散。
免烧砖机知识你了解多少免烧砖机发展到照现在,你了解多少?还是只认为它只是你投资赚钱的工具。
今天的社会是从风雨的洗礼中做过来的,经历过两次的工业革命,现在已经在逐渐从自动化机械往智能化发展,这可以说是第三此工业革命了。
免烧砖机怎样才能在自动化发展的路上走完,恒宇重工为你带来了关于免烧砖机的设备知识。
讲到免烧砖机,就必须要降到模具,砖块的成型,关于到模具的生产。
压力机在这之中也充当了助手的角色,由于不同形式的砖块成型,压力机的压力也有所不同,因此技术在穿心和发展上也有不同的模式。
工业废渣在经过免烧砖的初期强度是在砖坯压力成型过程中获得的。
成型不仅使砖坯具有一定的强度,同时由于原材料颗粒间紧密接触,保证了物料颗粒之间的物理化学作用能够高效进行,为后期强度的形成提供了条件。
当材质和工艺水平低下时很容易造成设备出现故障,这种故障维修只能维持现状因为治标不治本没有解决病因是很难解除问题的。
而购买砖机这种专业性比较强的设备,业界当然是对产品的品质、价格、性能等各个方面都有所掌握和了解。
也应该为购买者作出正确的选择出谋划策。
毕竟国家禁止粘土实心砖的决心是彻底的,而新型环保墙材又能利废又环保节能还降耗,不仅是政府节能降耗环保利废的一面抓手。
在今天的经济形式下,经济的脚步走得飞快,物质、物价也不断上涨。
免烧砖机设备也在是这样,设备制造成本提高,决定了最终销售价格的高低。
在如今高物价的时代,很多人的投资都缩减,都害怕收到巨大的损失。
在很多设备的价格上也是能省则省!所以在在投资免烧制砖机设备之前需要先了解一下是生产砖的设备。
其使用的原料是利用一些建筑上的垃圾也就是:粉煤灰、煤矸石、石粉、沙子这些建筑垃圾等来进行可持续生产的,这样投资者在原料上就是比较低的!只从国家禁止在生产粘土砖之后,免烧制砖机生产的建筑新型用砖就受到了市场的喜爱。
投资免烧制砖机是创业的首选!在选择设备时需要在选择质量上乘的设备,只有质量性能好的设备,才可以长期稳定运行,保证投资者的利益。
全自动制砖生产线上的模具分类及材质介绍
砖机模具:就是以砖机系列机械为核心的模具工具。
建筑机械例如砌块机、垫块机等机器的出砖核心。
通过模具可以生产出需要的砖型。
例如标砖、多孔砖、面包砖、荷兰砖、植草砖、空心砖、大方砖、路沿石砖、垫块等砖样。
砖机模具是现代建设环保环境所必须的一部分。
全自动制砖生产线需要用到制砖生产设备,制砖生产设备制砖少不了砖制品模具。
砖制品产品的质量受砖制品模具影响,随着新型制品的不断出现,砖制品模具也越来越多样化。
全自动制砖生产线上的模具分类及材质有哪些呢?
路沿石模具系列:路沿石模具路牙石模具路平石模具路侧石模具路缘石模具路岩石模具路牙子模具道牙石模具路肩板模具路肩石模具
透水砖模具系列:荷兰透水砖模具盲道透水砖模具植草透水砖模具路面透水砖模具水工透水砖模具
植草护坡模具系列:护坡模具水泥护坡模具高速护坡模具高铁护坡模具六角护坡模具矩形护坡模具拱形护坡模具三叉护坡模具人字形护坡模具拱形骨架护坡模具生态护坡模具河堤护坡模具堤坝护坡模具六棱块护坡模具八字砖护坡模具。
免烧砖工艺流程:一、配料→混制→输送→喂料→成型→运送→堆放→养护→成品二、上料机→搅拌机→皮带输送机→压砖机→砖坯→养护→成品→出厂免烧砖设备:一、生产全套设备:压砖机,轮辗机,上料机,输送机.二、免烧砖生产线包括输送机、辗轮搅拌混料机、喂料机、八孔盘转式压砖机、电控箱等三、新型的全自动养护生产免烧砖机设备系统:主要设备有配料机、搅拌机、成型机、升板系统、子车系统、母车系统、降板及码垛系统等。
1、配料机。
采用电脑控制,可根据选用不同原材料,输入配方的一列菜单进行自动计量,然后将材料传送入搅拌机;2、搅拌机。
适用于各种混凝土制品物料的强制拌和、搅拌,将搅拌好的物料由输送机送入成型机;3、砌块成型机。
由PLC电脑智能控制,采用液压传动、振动加压成型。
电脑控制可根据生产不同产品、不同材料的需求,随机调整参数。
各动作互相呼应及互锁,安全稳定。
随机监测故障自动提示、人机对话。
可根据用户的生产要求,选用不同种类和规格的模具,生产各种混凝土墙体砌块、多孔砖、停车场植草砖、路面砖及水利水工制品等,实现了一机多用;4、升板系统。
采用机械同步传动,产品提升平稳,由PLC主电脑控制,将成型后的产品升至10层5、子、母车系统。
有PLC主电脑控制,利用同一变频器同时控制子车、母车的运行,实现了低速启动、高速运行,到位后自动减速、刹车、停止,将制品进入养护窑养护,同时到另一养护窑道内,将已养护好的产品运送至降板机;6、降板及码垛系统。
子、母车将产品从养护窑养护取出送至降板机,由降板机将其进行码垛,产品由叉车运至成品堆场,全线均可手动、半自动、全自动集中控制,实现了机、电、液一体化的全自动生产线。
四、免烧水泥砖全自动生产线成套设备主要有:1、破碎设备比如建筑垃圾颗粒比较大的原料,需要用破碎机破碎一下,从而达到制砖对原料的要求。
免烧砖生产实用技术嘿,朋友们!今天咱们来唠唠免烧砖生产这事儿,就像探索一个超级有趣的宝藏。
你看啊,免烧砖生产就像一场奇妙的烹饪之旅。
原料就像是食材,沙子、水泥、石子还有各种添加剂,那就是我们的原料“食材”,得精心搭配。
水泥就像强力胶水,把所有的原料紧紧地黏合在一起,要是少了它,那免烧砖就像是一盘散沙,风一吹就散架了,比失恋的人的心还脆弱呢。
搅拌这一环节啊,就像跳一场疯狂的舞蹈。
搅拌机呼呼地转着,原料们在里面欢快地翻腾,就像一群小精灵在开派对。
如果搅拌不均匀,那就好比一群舞者各跳各的,最后呈现出来的免烧砖肯定是歪瓜裂枣,惨不忍睹。
接下来是成型,这可是免烧砖的“整容”时刻。
模具就像是一个神奇的魔法盒,原料被放进这个盒子里,出来就有了砖头的模样。
要是模具不合适,就像给小脚丫穿上大鞋子,做出来的砖要么缺胳膊少腿,要么胖得不像话。
然后就是养护啦,这就像是给新生的小宝贝悉心照料。
要给免烧砖合适的温度和湿度,要是不管不顾,那免烧砖就像被丢在沙漠里的小豆芽,很快就会夭折,变成一堆废品。
在生产免烧砖的场地里,各种设备像是一群忠诚的士兵。
制砖机就是将军,指挥着原料的加工和成型,要是制砖机闹脾气了,就像将军撂挑子,整个生产就得瘫痪,那可就乱套了,就像一群没头的苍蝇到处乱撞。
添加剂在免烧砖里可是秘密武器。
它就像做菜时的调味料,虽然量不多,但能起到画龙点睛的作用。
少了添加剂,免烧砖就像没放盐的菜,平淡无奇,性能也大打折扣。
质量检测就像一场严格的选美比赛。
每一块免烧砖都要经过检验员的火眼金睛,合格的就像选美冠军,昂首挺胸进入市场,不合格的就像被淘汰的选手,只能灰溜溜地被淘汰。
在免烧砖的世界里,成本控制也是一门大学问。
就像过日子要精打细算一样,原料采购、设备维护、人工成本,都得像捏着钱袋子的守财奴一样小心翼翼,不然就像个漏勺,钱都哗啦啦地流走了。
还有啊,生产免烧砖得时刻关注市场需求。
这就像赶时髦一样,市场流行什么样的免烧砖,就得生产什么样的。
全自动免烧砖机生产线模具工艺性能浅析
模具的制造一般都要经过锻造、切削加工、热处理等几道工序。
为保证模具的制造质量,降低生产成本,其材料应具有良好的可锻性、切削加工性、淬硬性、淬透性及可磨削性;还应具有小的氧化、脱碳敏感性和淬火变形开裂倾向。
1、可锻性
具有较低的热锻变形抗力,塑性好,锻造温度范围宽,锻裂冷裂及析出网状碳化物倾向低。
2、退火工艺性
球化退火温度范围宽,退火硬度低且波动范围小,球化率高。
3、切削加工性
切削用量大,刀具损耗低,加工表面粗糙度低。
4、氧化、脱碳敏感性
高温加热时抗氧化怀能好,脱碳速度慢,对加热介质不敏感,产生麻点倾向小。
5、淬硬性
淬火后具有均匀而高的表面硬度。
6、淬透性
淬火后能获得较深的淬硬层,采用缓和的淬火介质就能淬硬。
7、淬火变形开裂倾向
常规淬火体积变化小,形状翘曲、畸变轻微,异常变形倾向低。
常规淬火开裂敏感性低,对淬火温度及工件形状不敏感。
8、可磨削性
砂轮相对损耗小,无烧伤极限磨削用量大,对砂轮质量及冷却条件不敏感,不易发生磨伤及磨削裂纹。
(二)模具满足经济性要求
在给模具选材是,必须考虑经济性这一原则,尽可能地降低制造成本。
因此,在满足使用性能的前提下,首先选用价格较低的,能用碳钢就不用合金钢,能用国产材料就不用进口材料。
另外,在选材时还应考虑市场的生产和供应情况,所选钢种应尽量少而集中,易购买。