叉车零部件编码原则(简版)
- 格式:doc
- 大小:1.27 MB
- 文档页数:10
QB 安徽玛西尔电动科技有限公司企业标准QB/JS006—2016 叉车用链条编号方法2016—08—01发布 2016-08-05实施安徽玛西尔电动科技有限公司发布QB/JS006—2016前言本标准由安徽玛西尔电动科技有限公司技术研发部提出。
本标准由安徽玛西尔电动科技有限公司技术研发部标准化归口。
本标准起草人:本标准审核人:本标准批准人:本标准于2016年8月首次发布。
叉车用链条编号方法1范围本标准规定了公司叉车用链条的编号方法。
本标准适用于公司叉车用的链条。
2引用标准下列标准包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准发布时,所示版本均为有效。
GB/T6074 板式链﹑端接头及槽轮GB/T1243 滚子链的基本参数与尺寸3板式链的编号方法叉车起升用重型板式链的编号由链号﹑整链节数组成。
3.1链条节距﹑链节板数组合按GB/T6074—1995之规定编号。
2).第2段表明链条总成所使用节数,如75节用075,111节用111表示。
3.2板式链编号示例LH1223—087 节距19.05,链板组合2×3,整链节数87节的重型板式链。
LH1234—H065节距19.05,链板组合3×4,整链节数65节的带护板重型板式链。
4滚子链的编号方法叉车起升及传动用滚子链的编号由链号﹑整链节数组成。
4.1ISO链号按GB/T1243之规定编号。
4.2链条排数:单排链用1表示,双排链用2表示,三排链用3表示。
4.3滚子链编号示例LG12A1—135 链号12A,单排链,整链节数135节的滚子链。
LG16A2—089 链号16A,双排链,整链节数89节的滚子链。
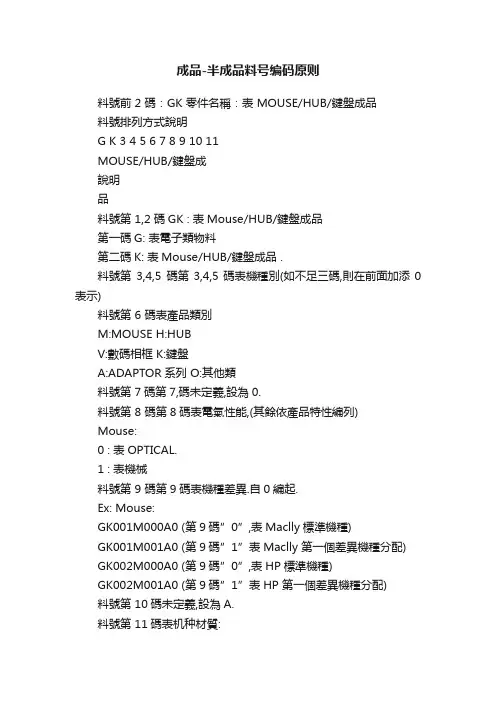
成品-半成品料号编码原则料號前 2 碼:GK 零件名稱:表 MOUSE/HUB/鍵盤成品料號排列方式說明G K 3 4 5 6 7 8 9 10 11MOUSE/HUB/鍵盤成說明品料號第 1,2 碼GK : 表Mouse/HUB/鍵盤成品第一碼G: 表電子類物料第二碼K: 表Mouse/HUB/鍵盤成品 .料號第3,4,5 碼第3,4,5碼表機種別(如不足三碼,則在前面加添0表示)料號第 6 碼表產品類別M:MOUSE H:HUBV:數碼相框 K:鍵盤A:ADAPTOR系列 O:其他類料號第 7碼第7,碼未定義,設為0.料號第 8 碼第8碼表電氣性能,(其餘依產品特性編列)Mouse:0 : 表OPTICAL.1 : 表機械料號第 9 碼第9碼表機種差異.自0編起.Ex: Mouse:GK001M000A0 (第9碼”0”,表Maclly標準機種)GK001M001A0 (第9碼”1”表Maclly 第一個差異機種分配) GK002M000A0 (第9碼”0”,表HP標準機種)GK002M001A0 (第9碼”1”表HP 第一個差異機種分配)料號第 10碼未定義,設為A.料號第 11碼表机种材質:0 = 非環保机种 1 = 環保机种EX: GK001M000A0料號前 2 碼:GR 零件名稱:表遥控器成品料號排列方式說明G R 3 4 5 6 7 8 9 10 11遥控器成品說明料號第 1,2 碼GR : 表遥控器成品第一碼G: 表電子類物料第二碼R: 表遥控器成品 .料號第3,4,5 碼第3,4,5碼表機種別(如不足三碼,則在前面加添0表示)料號第 6 碼表產品類別A:遥控器料號第 7,8,9碼表差异机种流水号。
自001开始料號第 10碼外壳:A:铝壳 P:塑胶壳料號第 11碼表机种材質:0 = 非環保机种 1 = 環保机种EX: GR001A001A1料號前 2 碼:GS 零件名稱:表轉接盒/移動硬盘成品料號排列方式說明G S 3 4 5 6 7 8 9 10 11轉接盒/移動硬盘成品說明料號第 1,2 碼GS: 表轉接盒/移動硬盘成品第一碼G: 表電子類物料第二碼S: 表轉接盒/移動硬盘成品.料號第3,4,5 碼第3,4,5碼表機種別(如不足三碼,則在前面加添0表示)料號第 6 碼表產品類別U : 表轉接盒UB --> USB ONLYF : 表轉接盒FW --> 1394C: 表轉接盒 1394A型 + USBD: 表轉接盒 1394B型 + USBY : 表Syncbox I 成品Z: 表Syncbox IC成品料號第 7,8,9 碼表差异机种流水号。
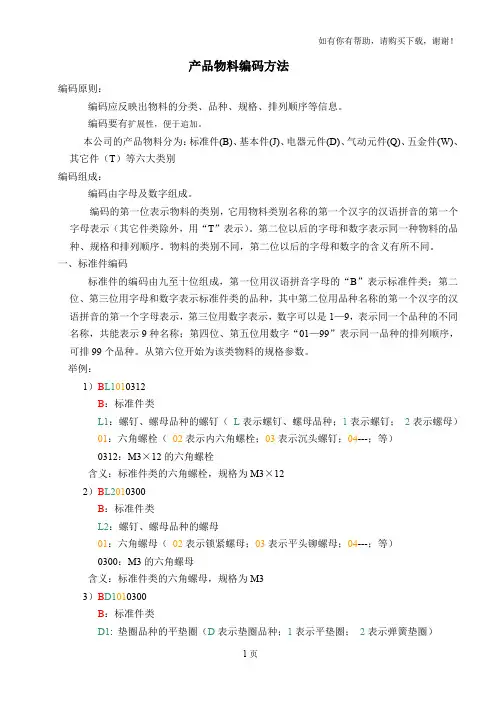
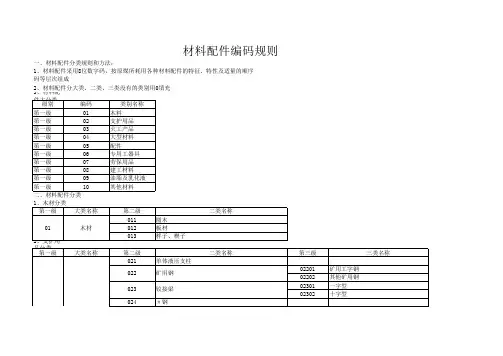
产品物料编码方法编码原则:编码应反映出物料的分类、品种、规格、排列顺序等信息。
编码要有扩展性,便于追加。
本公司的产品物料分为:标准件(B)、基本件(J)、电器元件(D)、气动元件(Q)、五金件(W)、其它件(T)等六大类别编码组成:编码由字母及数字组成。
编码的第一位表示物料的类别,它用物料类别名称的第一个汉字的汉语拼音的第一个字母表示(其它件类除外,用“T”表示)。
第二位以后的字母和数字表示同一种物料的品种、规格和排列顺序。
物料的类别不同,第二位以后的字母和数字的含义有所不同。
一、标准件编码标准件的编码由九至十位组成,第一位用汉语拼音字母的“B”表示标准件类;第二位、第三位用字母和数字表示标准件类的品种,其中第二位用品种名称的第一个汉字的汉语拼音的第一个字母表示,第三位用数字表示,数字可以是1—9,表示同一个品种的不同名称,共能表示9种名称;第四位、第五位用数字“01—99”表示同一品种的排列顺序,可排99个品种。
从第六位开始为该类物料的规格参数。
举例:1)B L1010312B:标准件类L1:螺钉、螺母品种的螺钉(L表示螺钉、螺母品种;1表示螺钉;2表示螺母)01:六角螺栓(02表示内六角螺栓;03表示沉头螺钉;04---;等)0312:M3×12的六角螺栓含义:标准件类的六角螺栓,规格为M3×122)B L2010300B:标准件类L2:螺钉、螺母品种的螺母01:六角螺母(02表示锁紧螺母;03表示平头铆螺母;04---;等)0300:M3的六角螺母含义:标准件类的六角螺母,规格为M33)B D1010300B:标准件类D1: 垫圈品种的平垫圈(D表示垫圈品种;1表示平垫圈;2表示弹簧垫圈)01:金属材料垫圈(02表示塑料垫圈;03橡胶垫圈;04---;等)0300:¢3的垫圈含义:标准件类的金属平垫圈,规格为¢34)B MB:标准件类M1: 密封件的0型密封圈(M表示密封件品种;1表示0型密封圈;2表示Y型密封圈)01:丁氰橡胶材料的密封件(02表示硅橡胶材料;03乙丙橡胶材料;04---;等)11218:¢11.2×¢1.8的型密封圈含义:标准件类的丁氰橡胶材料的0型密封圈,规格为¢11.2×¢1.8二、基本件编码基本件的编码由五位组成,第一位用汉语拼音字母的“J”表示基本件类,从第二位开始用数字表示为基本件的顺序号(即零件的图纸号),其中第二位、第三位可用“10、11、—90、--99”来表示90个部件的顺序号,第四位、第五位可用01—99表示同一部件的零件顺序号。
机械零件编码规则第二章零件分类编码系统§2-1 概述§2-2 零件分类编码系统的功用和基本要求§2-3 零件分类编码系统结构原理§2-4 零件分类编码系统的建立§2-5 零件分类编码系统的实例介绍§2-6 评价零件分类编码系统的准则§2-1 概述零件分类编码系统已经成为成组技术原理的重要组成部分,也是有效地实施GT的重要手段,因此,在实施GT过程中,建立编码系统,已成为一项重要的任务。
零件分类编码系统就是用数字、字母或符号将机械零件图上的各种特征进行标识的一套特定的法则和规定。
这些特征包括零件的几何形状、尺寸、精度、材料、热处理等,也可描述零件有关功能以及生产管理方面的信息,诸如零件名称、功能要素、加工设备、工装、工时、生产批量等。
零件分类编码的图例2322图2–1 轴承端盖50?75材料:QT400–17分类编码结果分类编码结果01761825115材料:45图2–2轴图2–3 齿轮9040材料:40 Cr 分类编码结果4606§2-1 概述由于实施成组技术的目的、范畴和手段不同,目前已研制出多种不同的分类编码系统,其中与零件有关的分类编码系统又可分为综合、机加工、铸造、锻造、冲压、焊接、热处理等。
一、实施GT,建立零件分类编码系统的必要性二、建立零件分类编码系统的可行性从GT的发展趋势来看,零件分类编码系统的建立是必不可少的。
在GT的初期,并未采用分类编码技术,零件分类主要靠目测,而且GT应用主要局限于GT加工,当时的米特凡诺夫就是无分类编码的开拓者。
现在,由于GT应用范围的扩大,特别是计算机技术的不断深入,企业各个部门要分享公共数据库中所储存的有关产品零件的各种信息,没有分类编码系统这一统一的检索手段、则很难实现。
一、实施GT,建立零件分类编码系统的必要性成组技术的一个核心就是利用相似性原理来找出事物的共性。
世界上客观事物既存在着千差万别的个性,即异性,也存在着反映它们彼此内在联系的共性。
河南新鸽摩托车有限公司技术管理文件Q/JSRG-15-2010取代Q/JSRG-15-2008整车及零部件编码规则版本号:V2.0密级:编制:审核:审定:批准:共享:公司相关部门2010 年 8月7日发布 2010 年8月16日实施河南新鸽摩托车有限公司发布1目的为了正确区分各车型及零部件,便于公司采购、生产、财务、物管以及售后服务的规范、统一,保证产品及零部件的唯一性,制定本企业整车及零部件编码规则。
2 范围本标准规定了本企业的产品及零部件计算机唯一性编码规则,适用于本企业三轮摩托车产品和电动车产品。
本标准不适用于产品中的标准件。
3本标准包含两部份第一部份是整车产品型号编码规则第二部份是零部件编码规则第一部份整车产品型号编码规则1.三轮摩托车和电动三轮摩托车1.1产品型号代码产品型号代码由:企业(或商标)代号、规格代号、类型代号、设计序号及扩展车型代号组成。
扩展车型代号设计序号类型代号规格代号企业(或商标)代号1.1 .1企业(或商标)代号用企业(或商标)名称中两个汉字的大写汉语拼音首位字母表示。
本公司的产品是“新鸽”,用“XG”表示。
1.1.2 规格代号摩托车用发动机名义排量表示,单位为“ml”,电动车用电机的额定功率表示,单位为“W”。
1.1.3类型代号由两位至四位大写字母组成。
ZH-表示正三轮摩托货车。
ZK-表示正三轮摩托客车。
DZH-表示电动三轮货车。
DZK-表示电动三轮客车。
DQZH-表示轻便电动三轮货车。
DQZK-表示轻便电动三轮客车。
1.1.4设计序号表示企业(或商标)代号、规格代号、类型代号相同的基本型车辆的设计顺序号。
第一次设计可省略,第二次设计用“2”表示,第三次设计用“3”表示,依次类推。
1.1.5扩展车型代号表示在公告车型的基础上,在国家政策、法规允许的范围内,不同选装状态下的车型区别,用两位数字表示。
例:XG150ZH-2-02:表示新鸽牌、发动机名义排量为150ML、载货正三轮摩托车、第2代产品、扩展编号为02的车型。
QB 安徽玛西尔电动科技有限公司企业标准QB/JS004—2016 叉车工艺装备编号方法2016—08—01发布 2016-08-14实施安徽玛西尔电动科技有限公司发布QB/JS004—2016前言本标准由安徽玛西尔电动科技有限公司技术研发部提出。
本标准由安徽玛西尔电动科技有限公司技术研发部标准化归口。
本标准起草人:本标准审核人:本标准批准人:本标准于2016年8月首次发布。
QB/JS004—2016叉车工艺装备编号方法1 范围本标准规定了公司叉车用工艺装备(简称工装)的编号方法。
本标准适用于公司叉车用的工艺装备。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准发布时,所示版本均为有效。
QB/JS003—2016 叉车产品设计图样编号方法3 工装编号基本要求3.1 产品用工装必须具有独立的编号。
3.2工装编号以工装设计任务书上的工装编号为准。
3.3因产品图样更改或工艺改进,须对原工装修改时,必须对此工装重新编号。
3.4若可借用现有的工装,只须在该工序中注明借用的工装编号。
3.5 车间自制的工装,应到研究所登记并统一编号。
3.6外协单位设计﹑制造的工装,由公司研究所给予认可,并给出公司使用的编号。
4 工装编号方法工装编号由前后两部分组成,中间用一横线隔开,前半部分为产品识别信息,后半部分为工装识别信息。
4.1 产品大类号产品大类号用一位英文字母表示,同QB/JS003的产品大类号,按表1规定4.2 产品额定起(载)重量代号产品额定起(载)重量代号,用阿拉伯数字表示,单位:100kg。
4.3 产品类别号产品类别号用一位英文字母表示,同QB/JS003的产品类别号,按表2规定表2 产品类别号4.4 产品设计顺序号产品设计顺序号用一位十六进制数字表示,以产品设计﹑改型的先后顺序为准。
4.5产品部件系统号产品部件系统号用一位英文字母表示,同QB/JS003部件系统单元代码,按表3规定。
叉车编号定制管理制度第一章总则第一条为规范叉车编号定制管理工作,提高叉车使用效率,保障企业生产安全,制定本制度。
第二条本制度适用于公司所有使用叉车的部门,对叉车的编号定制及管理进行规范。
第三条叉车编号定制管理制度是公司的一项基本管理制度,必须严格遵守。
第二章叉车编号定制管理原则第四条叉车编号定制管理应遵循以下原则:(一)合理性原则:根据叉车数量、种类和使用情况,合理进行编号定制。
(二)唯一性原则:每辆叉车应有唯一的编号,防止重复使用。
(三)便捷性原则:编号应简单明了,易于识别,方便管理和使用。
(四)规范性原则:编号定制应符合公司规定的标准,统一管理。
第三章叉车编号定制管理程序第五条叉车编号定制管理程序如下:(一)叉车编号确定:根据叉车数量、种类和使用情况,确定合适的编号方案。
(二)编号标识:在叉车上明显位置贴上编号标识,以便管理人员查看。
(三)编号记录:建立叉车编号台账,详细记录每辆叉车的编号、型号、使用部门等信息。
(四)编号修改:如需修改叉车编号,应及时更新记录,并通知相关人员。
第四章叉车编号定制管理责任第六条叉车编号定制管理涉及多个部门,需明确各部门的责任:(一)设备部门负责对叉车的编号定制和安装。
(二)仓储部门负责对叉车编号的记录和管理。
(三)安全保卫部门负责对叉车编号的监督检查。
(四)管理部门负责对叉车编号管理的全面监督和协调。
第五章叉车编号定制管理措施第七条为加强叉车编号定制管理,需采取以下措施:(一)建立健全叉车编号定制管理制度,确保执行到位。
(二)加强对叉车编号定制管理人员的培训,提高他们的管理水平。
(三)定期对叉车编号进行检查核实,确保编号正确有效。
(四)严格执行叉车编号管理制度,对违规行为予以处理。
第六章叉车编号定制管理评估第八条为评估叉车编号定制管理效果,需进行定期评估:(一)对叉车编号的可用性和唯一性进行评估,及时改进优化。
(二)对叉车编号的管理流程和制度进行评估,发现问题及时整改。
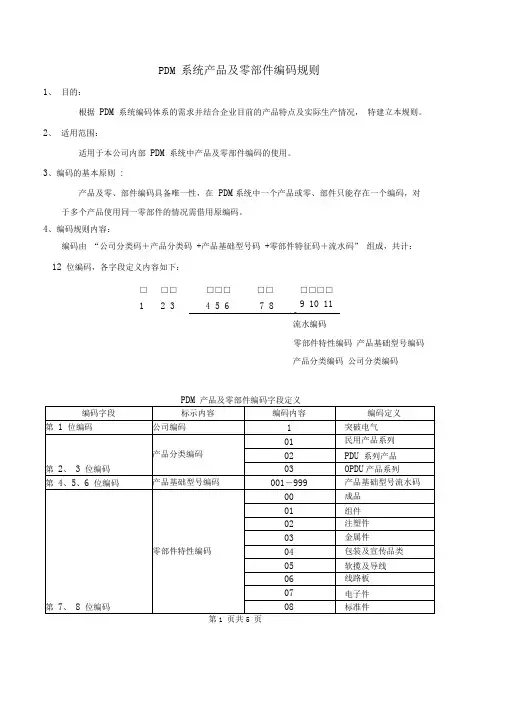
PDM 系统产品及零部件编码规则1、目的:根据PDM 系统编码体系的需求并结合企业目前的产品特点及实际生产情况,特建立本规则。
2、适用范围:适用于本公司内部PDM 系统中产品及零部件编码的使用。
3、编码的基本原则:产品及零、部件编码具备唯一性,在PDM系统中一个产品或零、部件只能存在一个编码,对于多个产品使用同一零部件的情况需借用原编码。
4、编码规则内容:编码由“公司分类码+产品分类码+产品基础型号码+零部件特征码+流水码” 组成,共计:12 位编码,各字段定义内容如下:□□□□□□□□□□□□1 2 3 4 5 6 7 8 9 10 1112流水编码零部件特性编码产品基础型号编码产品分类编码公司分类编码产品及零部件编码字段定义1 5第4、5、6 位编码中所述的产品基础型号,是指产品试生产验证完成后,首次进行批量生产的产品型号。
因PDM 系统管理和与ERP 系统数据对接的需要及数据分类统计的需要,对于第7 、8 位编码在PDM 系统中做进一步分类,分类内容不占用PDM 编码的字段长度(在PDM 系统中进行设置,在产品或零部件编码中不体现),详细内容参见下表:第、位编码在系统中的分类2 5050607 软揽及导线线路板电子件隔板其他无开关保护器漏电保护器印刷电路板温度保险丝热塑套管气体放电管电阻电容压敏电阻热敏电阻防雷管发光二级管LED灯氖灯LED 间隔柱整流二级管碳膜电阻器断路器互感器三极管其他08 标准件09 原材料类螺钉螺母弹簧铆钉电源线固定扣电缆线锁头电源线固定头接线端子端子排连接接头电线端头铜螺柱连接接头垫片工业耦合器其他ABS AS PA6 PA66 PBT PC PP PPO PVC 色母色粉鈦氢绿Pc/ABS 合金其他10 辅料胶水5、关于编码规则的相关说明:5.1编码采用数字结构,编码只体现产品或零部件的分类信息和特征信息,不体现零部件的性能信息,并且零部件与产品之间存在一定的隶属关系。
车辆产品零部件编码编制规则编制:校对:审核:日期:2015-11发布 2015-11 实施重庆市盛时达汽车有限公司发布车辆产品零部件编码编制规则1范围本标准规定了公司车辆产品的总成及零部件编码的基本规则和方法。
本标准适用于公司车辆产品中的半挂车(栏板车、仓栏车、厢式车、平板车、集装箱运输车等零件、总成的编号)。
2术语和定义下列术语和定义适用于本标准。
2.1组:表示汽车各功能系统的分类。
例如:标识、侧防护、后防护、牵引装置、支撑装置等。
2.2分组:表示功能系统内分系统的分类顺序。
例如:标识功能中的车身反光标识、车身标贴、车辆尾部标志板等。
2.3零部件:包括总成、分总成、子总成、单元体、零件。
2.4总成:由数个零件、数个分总成或他们之间的任意组合而构成一定装配级别或某一功能形式的组合。
例如:车架总成、车厢总成、牵引装置总成、工具箱总成等。
2.5分总成:由两个或者多个零件与子总成一起采用装配工序组合而成,对总成有隶属装配级别关系。
2.6子总成:由两个或多个零件经装配工序组合加工而成,对分总成有隶属装配级别关系。
2.7零件:不采用装配工序制作成的单一成品、单个制件。
或由两个及以上连在一起具有规定功能,通常不能再分解的(例如:挂车边梁、贯穿梁等)制件。
2.8零部件编码:指半挂车零部件实物的编号,亦包括为了技术、制造、管理需要而虚拟的产品号和管理号。
3车辆产品零部件编码规则车辆产品零部件编码由5大部分组成,形式为:前缀码—组号一级分组号二级分组号—后缀码,具体如下:3.1第一、二位“※※”表示前缀码,指零部件的通用程度,暂时按照以下两种方式分类:3.1.1针对整车时前缀码的编码规则表示整车时,前缀码编码由4大部分组成,形式为:3.1.1.1 第一部分“☆”表示车辆类别代码:1—载货汽车3—自卸汽车4—牵引汽车5—专用汽车6—客车9—半挂车及专用半挂车3.1.1.2 第二部分“◇◇◇”表示半挂车车型代码:可用两位或者三位字母表示。
企业标准8叉车用锻造货叉编号方法
QB xxx x x x x科技有限公司企业标准
QB/JS008—2020 叉车用锻造货叉编号方法
2020—08—11发布 2020-08-02实施
xxxxxxx科技有限公司发布
前言
本标准由xxxxxxx科技有限公司技术研发部提出。
本标准由xxxxxxx科技有限公司技术研发部标准化归口。
本标准起草人:
本标准审核人:
本标准批准人:
本标准于2020年8月首次发布。
叉车用锻造货叉编号方法
1范围
本标准规定了公司叉车用锻造货叉的编号方法。
本标准适用于公司叉车用的锻造货叉。
2引用标准
下列标准包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准发布时,所示版本均为有效。
GB/T5183 叉车货叉的尺寸
GB/T15184 叉车挂钩型货叉和货叉架安装尺寸
3锻造货叉的编号方法
锻造货叉的编号由货叉的型式,货叉的尺寸组成。
3.1叉车吨位用二位阿拉伯数字表示,单位100kg。
3.2货叉厚度用二位阿拉伯数字表示。
3.3货叉宽度用三位阿拉伯数字表示.。
3.4货叉长度用三位阿拉伯数字表示., 单位10mm.。
3.5 锻件货叉的编号示例
C1835100—092 1.8吨挂钩式货叉,截面尺寸35×100,货叉长920。
C2545122—107B 2.5吨挂钩式B型货叉,截面尺寸45×122,货叉长1070。
C2040100—107T 2吨套筒式货叉,截面尺寸40×100,货叉长1070。
1.目的:为使公司零件号码统一,便于生产与管理,并使每位员工清楚每一个类别件号所代表的定义,特制订本编码原则,该编码原则由研发部制订及管理,所有员工作业都应遵守。
2.范围:编码原则共分为7大类─第一大类A代表大机构、第二大类B代表部(组)件、第三大类L代表封包组件、第四大类T代表试作件号、第五大类1~5五位数字依据公司生产车型分别代表各车型正式件号、第六大类M代表市购类件号、第七大类E代表电气类件号。
3.定义:3.1 第一大类A代表大机构:一台叉车是由很多A3大机构组装完成(有变速箱、前轮轴、转向、引擎…),大机构因作业需要还会在细分许多小机构,其参考范例请参阅【附件一】。
3.1.1 A大机构数字代码:0——变速箱系统及变速箱部位相配零件(含变速箱、手排拨叉组、离合器箱、传动齿轮组、自排泵浦、自排控制阀组等本体及其附属零件)1——前轮轴系统及前轮轴部位相配零件(含前轮轴、刹车衬板组、轮胎组等本体及其附属零件)2——转向系统及转向桥、悬吊部位相配零件(含后轮梁组、转向缸组、悬吊及油压方向机组等本体及其附属零件)3——引擎系统及引擎部位相配零部件(含发动机、消音器、空滤器、散热器等本体及其附属零件)4——车身配件系统及车架、驾驶室部位相配零部件(含车架体、引擎盖与配重组、座椅、加速器连杆组等本体及其附属零件)5——制动系统及手刹、刹车离合部位相配零部件(含手刹组、卧式刹车组(手排自排)等本体及其附属零件)6——操纵系统及自排挡、操作杆部位相配零部件(含自排挡组、电子式自排挡组等本体及其附属零件)7——起升系统及门架、油缸、滑架、挡货架、液压管路部位相配零部件(含门架、升降缸、倾斜缸、液压管路等本体及其附属零件)8——附件、选配配件系统及仪表、工具箱、铭牌贴纸、需要选配组件部位相配零部件(含仪表、铭牌贴纸、需要选配零部件等本体及其附属零件)9——其他需要编号的叉车用零部件注:本机构数字代码所包含零部件应除去标准件和电器件。
叉车配件的税收分类编码
(最新版)
目录
1.叉车配件的定义和范围
2.税收分类编码的定义和作用
3.叉车配件应归入的税收分类编码
4.如何查找和确定叉车配件的税收分类编码
5.结论
正文
一、叉车配件的定义和范围
叉车配件是指用于组装和维修叉车的各种零部件,包括但不限于发动机、传动系统、悬挂系统、转向系统、操纵系统、电气系统等。
叉车配件范围广泛,涉及多个领域,如机械、电子、电气等。
二、税收分类编码的定义和作用
税收分类编码是指国家税务部门为了便于税收管理,对各种税收对象进行分类和编码的一种制度。
税收分类编码具有唯一性,能够确保税收对象的准确性和便于查找。
税收分类编码的作用主要体现在便于税收管理、加强税收监控、保障国家财政收入等方面。
三、叉车配件应归入的税收分类编码
根据国家税务总局发布的《税收分类编码表》,叉车配件应归入“机动车辆及零配件”这一大类,具体编码为 1604。
四、如何查找和确定叉车配件的税收分类编码
查找和确定叉车配件的税收分类编码,可以采用以下两种方法:
1.通过检索关键字,找到对应的分类编码信息。
例如,在国家税务总
局官网上,输入“叉车配件”或“1604”等关键词,即可找到相关信息。
2.利用窗口左侧的分类结构,点击后逐级展开,快速定位查找对象所属的分类或者近似的分类。
例如,在国家税务总局官网上,点击“机动车辆及零配件”,再依次点击“1604”,即可找到叉车配件的税收分类编码。
五、结论
总之,叉车配件的税收分类编码为 1604,属于“机动车辆及零配件”这一大类。
零部件编号规定SY-TD-WI-1112-0011.范围本标准规定了本公司产品的零部件图号(*1)的编制方法。
注(*1) 零部件图号是指各个零部件的固有编号,经过设计、制造、销售、服务,在零部件管理上形成基本的零部件图号。
此外,在本公司为了便于管理,零部件图号和图纸图号是相同的,因此它通常包括图纸图号。
2.标准定型设备2.1代码规定见表1.表1:标准定型设备代码2.2标准定型设备编号方法编号构成:1 2- 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 S Y - ○○○ ○ ○ ○ — ○ ○ ○ ○ ○ ○ ○ ○ ○版本号 8位。
设备代号,见表1的代号。
-’分隔,共4或5位。
2.3编号举例以碎胶机为例说明。
目前信荣公司碎胶机型号表如下,5016表示动刀直径500,动刀数量16,A=动刀宽度 设备代号查表1,是010,那么这6种型号按顺序编入为:011,012,013,。
016, 以后有新机型时,就是017,018,019,但不能进位到020,因为按表1规定,020是双螺杆机的代号。
超过9种以后,可以用字母。
零部件编号按父子关系,每两位一级,总图是8个‘0’,一级部件假如有3个,那么编号就是:010000000200000003000000依次类推。
版本号用于区分该图的正式版本,试制图代号是S,第一次正式图是A,改进版本为B,C等一直往下排。
那么,信荣公司生产的一款碎胶机,动刀直径500,动刀数9把,动刀宽度32,其中的一张图纸,是第一个一级部件里的第三个二级部件的总图的第一次正式版本图号为:SY-SL016 01030000A2.与合同关联的非标件专用图号编排方法这类布局图或表格,以及布局图中出现的只与此合同相关的零部件,按此表代号结合父子关系原则编排。
举例,一个合同号为SY-SD-SC-1201-008的项目的工程控制表的图号:SY-SD-SC-1201-008-400《工程控制表》3.标准件和通用材料编码3.1通用标准件编码按国标要求注明全称,国标号,规格代号,例如:调心球轴承GB/T281-1994 1216K螺栓GB/T 5780 M12x803.2长期协作厂商的产品编号按其提供的资料或合同里的型号名称,例如:WEOT威欧特皮带轮:SPA106x4-2012-45包括现场使用的辅材:易发板、岩棉、玻璃胶、硅酮胶、油漆等。
1.目的:
为使公司零件号码统一,便于生产与管理,并使每位员工清楚每一个类别件号所代表的定义,特制订本编码原则,该编码原则由研发部制订及管理,所有员工作业都应遵守。
2.范围:
编码原则共分为7大类─第一大类A代表大机构、第二大类B代表部(组)件、第三大类L代表封包组件、第四大类T代表试作件号、第五大类1~5五位数字依据公司生产车型分别代表各车型正式件号、第六大类M代表市购类件号、第七大类E代表电气类件号。
3.定义:
3.1 第一大类A代表大机构:一台叉车是由很多A3大机构组装完成(有变速箱、前轮
轴、转向、引擎…),大机构因作业需要还会在细分许多小
机构,其参考范例请参阅【附件一】。
3.1.1 A大机构数字代码:0——变速箱系统及变速箱部位相配零件(含变速箱、手排
拨叉组、离合器箱、传动齿轮组、自排泵浦、自排控制阀组等本体及其附属零件)
1——前轮轴系统及前轮轴部位相配零件(含前轮轴、刹车衬板组、轮胎组等本体及其附属零件)
2——转向系统及转向桥、悬吊部位相配零件(含后轮梁组、转向缸组、悬吊及油压方向机组等本体及其附属零件)
3——引擎系统及引擎部位相配零部件(含发动机、消音器、空滤器、散热器等本体及其附属零件)
4——车身配件系统及车架、驾驶室部位相配零部件(含车架体、引擎盖与配重组、座椅、加速器连杆组等本体及其附属零件)
5——制动系统及手刹、刹车离合部位相配零部件(含手刹组、卧式刹车组(手排自排)等本体及其附属零件)
6——操纵系统及自排挡、操作杆部位相配零部件(含自排挡组、电子式自排挡组等本体及其附属零件)
7——起升系统及门架、油缸、滑架、挡货架、液压管路部位相配零部件(含门架、升降缸、倾斜缸、液压管路等本体及其附属零件)
8——附件、选配配件系统及仪表、工具箱、铭牌贴纸、需要选配组件部位相配零部件(含仪表、铭牌贴纸、需要选配零部件等本体及其附属
零件)
9——其他需要编号的叉车用零部件
注:本机构数字代码所包含零部件应除去标准件和电器件。
电车及其他特殊车型机构与配置与内燃车不符的零部件数字代码均取4.
3.2 第二大类B代表组件:
3.2.1要编B组件码要考虑以下情况
(1).售服面:客户会买整组半成品。
(2).现况:采购向厂商购买和现场组装就是整组半成品。
(3).机构面:不可拆开购买的半成品。
BXXXXXX是组件号码共有7码,可对外使用。
3.2.2正式件号编号形式:
例:B3 4
03
01
顺序号
内燃3T车
车身配件
小吨位内燃车
3.3 第三大类L代表封包组件:
3.3.1 L封包组件码共有下列二种使用方式
(1).LXXXXXX封包组件共有7码,因应内部生管和采购在
作业上需要一个一个封包的件号(不规格),不属于研
发管控。
(2).LXXXXXX封包组件共有7码,但需要有图面尺寸辅助
才可制作,例如:左油箱、右油箱………,原本就是
车架的几个P件,需另外先行焊接完成后再焊接到车
架,其参考范例请参阅【附件二】。
3.2.2正式件号编号形式:
例:L3 4 03 01
顺序号
内燃3T车
车身配件
小吨位内燃车
3.4第四大类T代表试作件号(为方便描述以下描述内容中”各车型数字代表号码”均用3表示):
3.4.1当一个零件在开发或不确定情形下,会先领试作件号测试用,T3试作件共有下列
几种代表意义
(1).T3XXXX:表示一般零件试作件。
(2).T3XXXXPXX:P表示钣金焊接件。
以上二种参考范例请参阅【附件三】。
(3).T3XXXX-Z、T3XXXXPXX-Z : Z指备料图或展开图,
例板金弯折多提供加工厂商参考图面。
(4).T3XXXX-V、T3XXXXPXX-V: V指毛胚图,例绘制铸件
或需开模2次加工前下料之零件。
(5).T3XXXX-W : W指针注焊接符号图面(当P件过多才
需要用到此编码)。
(6).T3XXXX-Y : Y指标注焊接尺寸图面(当P件过多才
需要用到此编码)。
(7).T3XXXX-X : X指球标图面(当P件过多才需要用
到此编码)。
(8).当改版时件号后加A、B 、C 、 D 、 E……
3.4.2正式件号编号形式:
例:L3 4 03 01
顺序号
内燃3T车
车身配件
小吨位内燃车
3.5 1~5五位数字依据公司生产车型分别代表各车型正式件号:
3.5.1各车型数字代表号码:1——大吨位内燃车(大5T~10T);2——电车(1.5~8T、三轮电车);3——小吨位内燃车(1.5T~小5T);4——小托盘车(PBSN(1)、PBSE(2)、RBS(3)、PBT(4)、FBR(5)、TB(6)、TBR(7)系列车型);5——其他特殊车型;6——大吨位内燃车(12T~45T)。
3.5.2正式件号编号形式:
例:3 4 001
顺序号
车身配件
小吨位内燃车
3.5.3该类开头正式件号共有下列几种代表意义(为方便描述以下描述内容中”各车型数字代表号码”均用3表示)
(1).3XXXX、3XXXXXX:表示一般零件正式件号。
(2).3XXXXPXX、3XXXXXXPXX:P表示钣金焊接件。
(3).3XXXXRXX:R表示色码件号(当同一零件需喷不同颜
色时)。
(4).3XXXX-Z、3XXXXPXX-Z:Z指备料图或展开图,例板金弯折多提供加工厂商参考图面。
(5).3XXXX-V、3XXXXPXX-V:V指毛胚图,例绘制铸件或需
开模2次加工前下料之零件。
(6).3XXXX-W:W代表标注焊接符号图面(当P件过多才需
要用到此编码)。
(7).3XXXX-Y: Y代表标注焊接尺寸图面(当P件过多才需要用到此编码)。
(8).3XXXX-X:X代表球标图面(当P件过多才需要用到此
编码)。
(9).当改版时件号后加A、B 、C 、 D 、 E……
3.6 第六大类M代表市购类件号:何谓市购零件,在市场上有共同的语言(例如机械便
览) ,只要用规格就可沟通购买,才可编M码市购件
号,其分类请参阅【附件四】。
3.7 第七大类E代表电气类件号:何谓电器零件,只要跟电控有关的标准化电子零件,
就可编E码电器类件号,其分类请参阅【附件五】。
3.8 其他特别号码编号注释:
(1)为区别本公司国家电网专做车型,均在号码后加“w”以示区别,如遇分件后加“p”码的情形,则在“p”码前加“w”,例47010WP01。
(2)如若需要区别进口零件与国产零件,编号时可在国产零件后面加“G”码,如遇分件后加“p”码的情形,则在“p”码前加“G”,例47010GP01。
(3)若同一零件需要做两次或两次以上区分的号码,可在号码后加除本编码原则规定之外的相应英文字母,并注释其意义,纳入本编码原则。
3.9 给定各车型编码号段:
(1)L码:大吨位内燃车(L100501~L194099);电车(L201501~L290899);小吨位内燃车(L301501~L3900599);小托盘车(L4000501~L4900599);
(2)B码:大吨位内燃车(B100501~B194099);电车(B201501~B290899);小吨位内燃车(B301501~B3900599);小托盘车(B4000501~B4900599);
(3)正式号码:大吨位内燃车(10001~19999);电车(20001~29999);小吨位内燃车(30001~39999);小托盘车(40001~49999);其他特殊车型车(50001~59999);
(4)T码:大吨位内燃车(T10001~T19999);电车(T20001~T29999);小吨位内燃车(T30001~T39999);小托盘车(T40001~T49999);其他特殊车型车(T50001~
T59999);
注:该号段若有不够用的可依顺序号依次后延,
【附件一】
A3大、小機構範例如下
【附件二】
大機構 小機構
L 封包组件编号范例如下
【附件三】
T3 试作件编号范例如下
【附件四】
M 市购件号范例如下
注解:编码索引M料号编号后,后缀加标准规格号。
例M1424-M14*1.5*100,M14*1.5的六角头螺栓(全螺纹),长度100;M1423-M14*1.5*100,M14*1.5的六角头螺栓(半螺纹),长度100;M1321-M10,M10的黄油嘴;M1605-M10,M10的弹簧垫圈;M1605-P10,M10的平垫圈;M1502-M10,M10的螺帽;M1307-3,Φ3的开口销;M0909-30207,型号为30207的圆锥滚子轴承;M1301-5*40,Φ5的直销长度40;M1312-E18,Φ18轴用E型扣环;M1312-S18,Φ18轴用C型扣环;M1312-R18,Φ18孔用C型扣环。
【附件五】
E电器类范例如下。