射出成型﹑壓鑄成型﹑吸塑成型﹑吹塑成型﹑ 發泡成型﹑擠壓成型等。
工作循環﹕
計量 塑化 注射充模 保壓增密 品冷卻 開模 頂件 取件 閉模 料
制 后加
2020/3/23
10
通用注射成型系統及工作循環
吹塑成型
2020/3/23
பைடு நூலகம்
擠壓成型
壓鑄成型
11
通用注射成型系統及工作循環
單色模具注射機分立 式﹑臥式
選擇分模面時,應考慮減小由於脫模斜度造成塑件大小端尺 寸差異,若模窩設在公模,會因脫模斜度造成塑件大小端尺 寸差異太大,當塑件不允許有較大的脫模斜度時,採用這種 結構使脫模困難,若塑件外觀無嚴格要求,可將分模選在塑 件中部,它可採用較小的脫模斜度有利於脫模
確保塑件表面要求 分模面盡可能選擇在不影響塑件外觀的部位以及塑件
GATE
澆口
CAVITY 型腔
2020/3/23
20
塑膠模具的基本結構
澆口位置的選擇 1)澆口選擇有阻擋物最近的距離。 2)澆口的尺寸及位置選擇應避免產生噴射和蠕動。 3)澆口應開設在塑件斷面最厚處。 4)澆口位置的選擇應使塑料流程最短﹐料流變向最少。 5)澆口位置選擇應有利于型腔內氣體的排出。 6)澆口位置的選擇應減少或避免塑件的熔接痕增加熔接牢度。 7)澆口位置的選擇應防止料流將型腔﹐型蕊﹐嵌件擠壓變形。
4
塑料
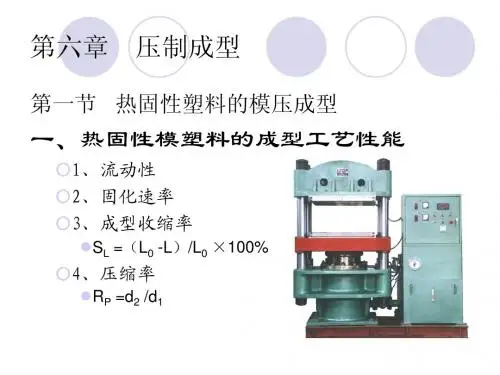
塑料的工藝特性﹕ 收縮率或稱縮水率 收縮率=常溫模具尺寸-常溫塑件尺寸 比容和壓縮率 流動性 吸濕性 結晶性 應力開裂及熔體液裂 定型速度
2020/3/23
5
塑料
塑料種類 熱塑性塑料﹕這類塑料的合成樹脂都是線型或支鏈型
高聚物﹐因而受熱變軟﹐甚至成為可流動的穩定粘稠 液體﹐在此狀態時具有可塑性﹐可塑制成一定形狀的 塑件﹐冷卻后保持既得的形狀﹐如再加熱又可變軟成 另一種形狀﹐如此可以進行反復多次。這一過程中只 有物理變化﹐而無化學變化﹐其變化是可逆的。(反 復多次成型)