氧气瓶爆炸事故案例分析
- 格式:doc
- 大小:17.50 KB
- 文档页数:4
氧气瓶爆炸事故案例分析一、事故经过 2003年9月16日上午9时许,非法经营户何××,在西塘翠南船厂氧气瓶仓库打电话通知位于陶庄镇陶庄村的天凝氧气充灌站陶庄新站的沈××,称其将派李××(死者,安徽人)来充装氧气。
9月16日12:00时多,非法运输户李××由沈××为其充装20瓶。
9月16日下午13:00时左右,李××将自备车(车号为安徽K48555)驶入位于原西汾公路北侧的西塘镇新胜村陆家浜铁场内的项××堆场。
当李××卸第一瓶氧气瓶时突然爆炸,李××被炸死亡。
当时周边幸无他人伤及。
二、事故原因1、直接原因 (1)在卸瓶作业过程中运输车左后轮胎爆裂,造成车辆左倾氧气瓶掉落与地面废钢材发生碰撞,瓶阀中间断裂且遇油渍引发化学爆炸。
(2)氧气瓶本身有缺陷。
据调查知,属何××产权的32只氧气瓶与其它瓶相比,明显黑不溜秋,七长八短,手轮等附件残缺不全。
据市质监局特种设备检测院现场勘察报告,爆炸的氧气瓶底部正中部位已被机械钻孔,直径为42mm,且该孔周围有明显电弧焊接痕迹(贴焊)。
属报废钢瓶。
2、间接原因氧气充灌及流转管理混乱是造成这次事故的间接原因。
(1)个体运输户李××未经交通部门批准,运输及装卸危险化学品,违反了国务院344号令《危险化学品安全管理条例》第三十七条规定,属严重安全生产违法行为。
(2)爆炸的氧气瓶产权属何××,而何××经营、运输氧气未经政府任何职能部门批准,违反了国务院344号令第二十七条及第二十九条规定。
(3)陶庄充灌新站在明知何××钢瓶有缺陷的情况下,仍多次为其充装,包括原来的天凝氧气充灌站,违反了《气瓶安全监察规定》第二十六条和第二十九条规定。
15个气瓶事故的典型案例案例一:四川省达州市达县申家滩双线特大桥材料加工厂施工工地,中铁二十三局襄渝铁路二线工程指挥部第二项目部发生一起气瓶爆炸严重事故,造成2人死亡,1人重伤,经济损失3万元。
事发时,该批气瓶被运送到事故地点,在装卸工人将气瓶从汽车上卸下时,一气瓶发生爆炸,造成装卸工2人死亡,受伤1人。
事故原因分析:1、违规充装:经查该气瓶为二氧化碳气和氧气混装,引起化学爆炸。
2、违规装卸:装卸工野蛮装卸,导致气瓶受到强烈冲击,引起爆炸。
案例二:潼南县某气体经销部搬运工在气瓶存放间用减压表测量氧气瓶内压力时,气瓶发生爆炸。
下图该气瓶爆炸后的碎片。
事故造成 4 人当场死亡,2 人重伤,其中1 名重伤人员在医院抢救无效死亡。
事故气瓶阀进气口及活门被烧及碳黑痕迹损坏的减压器进气口被烧及碳黒痕迹事故原因分析:对事故气瓶检查,爆炸的气瓶碎片内表面未发现油脂、碳黑等痕迹。
对同批气瓶内气体分析,未发现可燃气体成分,排除气体混装可能性。
但在气瓶阀和减压器接口处有烧损及碳黑存在。
认定事故原因是由于减压器混用,可能使其内部存有油脂。
在测压时,高压氧气接触油脂造成燃烧及爆炸。
案例三:2016年11月2日上午,沈阳新民市某公司院里进行氧气瓶卸车作业时,气瓶爆炸。
现场卸车作业2人死亡,远处1人因气瓶爆炸受伤,运瓶汽车风挡玻璃及现场建筑物和厂房玻璃严重破碎。
爆炸气瓶呈碎片飞出,卸车地点留有少量残片。
一只气瓶被崩起后,砸在厂区一屋顶,后坠落屋内。
现场运瓶车上仍有四只待卸气瓶,地面有四只刚卸车的气瓶。
现场所有气瓶颜色和钢印标识均为氧气。
事故原因分析:由于事故现场人员均已死亡,无法对事故经过进行了解。
但从事故现场现象可以认定,事故过程中仅有卸车操作。
从气瓶残片形状,可以认定不属于化学性爆炸。
因此,推断此次事故为野蛮装卸,气瓶在剧烈碰撞中致使气瓶薄弱处或缺陷处破坏,造成气瓶的撕裂。
案例四:哈尔滨某公司焊工从仓库领取乙炔气瓶和氧气瓶并运至车间进行焊接作业,仅焊了一个压缩空气管道接头,约2分钟完成,然后将气瓶放于车间内。
氧气瓶爆炸事故案例分析氧气瓶爆炸是指由于氧气瓶内高压氧气与外界其中一种能源的接触而引起的爆炸事故。
这类事故不仅具有一定的危险性,而且可能会造成严重的人员伤亡和财产损失。
本文将对氧气瓶爆炸事故进行案例分析,以提高人们对此类事故的认识和防范。
案例1:工地氧气瓶爆炸2024年地工地发生了一起氧气瓶爆炸事故。
据调查,事故发生时工人正在进行钢结构焊接作业,其中一名工人不慎将焊炬的火焰接触到了放置在旁边的氧气瓶上,瞬间引发爆炸。
事故造成多名工人受伤,其中一人不幸身亡。
分析:这起事故的主要原因是操作不当。
首先,氧气瓶与明火接触是非常危险的,应该将氧气瓶与火源相隔一定距离。
其次,焊接作业需要具备专业的技能和经验,这名工人可能缺乏必要的焊接技术和安全意识。
预防措施:在工地进行焊接作业前,必须进行全面的安全培训,提高工人的危险意识和技能水平。
同时,规定明确的安全操作规程,明确禁止将明火与氧气瓶接触。
在工地设置专门的存放氧气瓶的地方,隔离火源。
案例2:医院氧气瓶爆炸2024年地医院发生了一起氧气瓶爆炸事故。
据调查,事故发生时医院正在进行手术,手术室内一名护士不慎将氧气瓶与患者体内的电灼、激光手术器或电刀等高温设备相接触,引发爆炸。
事故造成医护人员和患者受伤。
分析:这起事故的主要原因是操作不当和设备管理不善。
首先,医护人员应该熟悉各种手术设备的使用方法及其与氧气瓶的安全距离。
其次,医院应加强对手术设备和氧气瓶的管理,确保设备的正常运行和氧气瓶的安全存放。
预防措施:针对手术操作和设备管理不善的问题,医院应加强医护人员的培训,提高其技能水平和安全意识。
同时,医院应制定相关的安全操作规程,并加强对设备的维护和定期检查,确保其正常运行。
案例3:工业氧气瓶爆炸2024年工业区企业发生了一起氧气瓶爆炸事故。
据调查,事故发生时工人正在进行金属切割作业,其中一名工人在切割过程中不慎将火花引燃了放置在旁边的氧气瓶上,导致爆炸。
事故造成多名工人受伤,严重烧伤。
一起氧气瓶充装爆炸事故原因分析氧气瓶是一种常见的储存和供应氧气的设备,在各种工业和医疗应用中广泛使用。
然而,氧气瓶充装爆炸事故却时有发生。
本文将对一起氧气瓶充装爆炸事故的原因进行分析,并提出相应的防范措施。
事故描述及影响2019年某市一家化工厂发生氧气瓶充装爆炸事故,事故造成4名工人死亡,多人受伤。
爆炸波及周边建筑物,导致大面积损毁。
该事故对当地环境和经济产生了严重影响。
事故原因分析1. 不符合标准的氧气瓶充装操作事故发生在厂区的氧气充装车间。
对氧气瓶充装操作规范的忽视是造成事故的主要原因之一。
操作人员可能没有按照相关标准和程序进行操作,导致充装过程中产生了危险。
2. 氧气泄漏引发爆炸氧气具有可燃性,一旦泄漏到可燃物质附近,极易引发爆炸。
在事故中,可能是由于管道或阀门出现故障,导致氧气泄漏并与周边可燃物质相遇,进而引发爆炸。
3. 不当的气瓶检测与维护氧气瓶的检测和维护是确保其安全性的重要环节。
然而,在事故中,可能存在瓶体的缺陷、老化或损坏未及时发现和处理。
这样,本来存在安全隐患的氧气瓶得以继续使用,增加了爆炸事故发生的风险。
4. 人为疏忽与安全意识淡漠在处理危险品时,操作人员的安全意识和工作态度至关重要。
事故可能是由于操作人员疏忽大意,未遵守操作规程或没有足够的工作经验,忽视了安全风险。
同时,管理人员在安全教育和培训方面的不足也是导致事故的原因之一。
防范措施1. 加强操作规程与培训企业应建立完善的氧气瓶充装操作规程,明确操作流程和注意事项,并对操作人员进行全面培训,提高其安全意识和技能水平。
定期进行安全教育和培训,更新操作规程以适应技术和法律的变化。
2. 强化氧气瓶检测与维护企业应建立健全的氧气瓶检测与维护制度,确保氧气瓶的质量与安全性。
定期对氧气瓶进行全面检测,发现缺陷或损坏的瓶体应及时报废,并按照标准进行维护。
将氧气瓶的检测工作委托给有资质的专业机构或人员进行,确保检测结果的可靠性。
3. 安装泄漏报警与防护装置在氧气瓶充装车间或氧气储存区域,应安装泄漏报警装置和防护装置,及时监测氧气泄漏情况,并采取相应措施进行管道封堵、紧急排空等。

【案例 1】装卸工违章作业,造成氧气瓶爆炸。
事故经过: *单位用卡车运回新灌的氧气,装卸工为图方便,把氧气瓶从车上用脚蹬下,第一个气瓶刚落下,第二个气瓶跟着正好砸在上面,立刻引起两个气瓶的爆炸,造成一死一伤。
主要原因分析:两个气瓶相互碰撞,压缩气体在氧气瓶碰撞时受到猛烈振动,引起压力升高,使气瓶*处产生的压力超过了该瓶壁的强度极限,即引起气瓶爆炸。
事故责任划分:〔1〕搬运氧气瓶时,要防止碰撞和剧烈振动,要戴好安全帽及防震圈。
〔2〕装卸氧气时严禁滚动。
【案例 2】发生乙炔瓶爆炸事故。
事故经过: 2005 年 2 月 16 日〔正月初五〕20 时 30 分,一声震天撼地的巨响,将沉浸在春节欢乐气氛中的市楚州施河镇的居民惊呆了。
惊魂未定的人们发现,施河镇太平中路通达市场南入口处的一间 15 平方米的乙炔气焊门市部,随着这声巨响被夷为平地,门市部路对面西侧一堵围墙也被爆炸形成的冲击波推出数米远,紧邻门市部的一幢二层小楼被震得摇摇欲坠,周围百米的许多建造物的铝合金门窗被扭曲变形,玻璃被震得粉碎,满街都是震落下来的碎玻璃片。
施河镇顾王村村民、年过半百的公司主顾××、××夫妇和同村年仅 27 岁的农用三轮车主施××在爆炸中当场身亡;路过的行人高××〔女〕头部、背部、臀部等多处被炸伤,伤势严重。
行人××因惊吓过度突发脑溢血,当场晕倒。
事故原因:据调查,爆炸由公司主顾*和施*在门市部门前违章焊接农用车引起,顾*在焊接作业时手持点燃的焊割工具调节气瓶减压阀,引起气瓶爆炸。
防止同类事故的措施:加强安全生产教育,发展安全技术和专业技术培训,坚决执行有关安全操作规程,杜绝易燃易爆作业和明火作业混合穿插的现象发生。
【案例 3】*化工厂气瓶爆炸事故。
事故情况概述: 1998 年 10 月 8 日 10 时 40 分摆布, *化工厂四车间成品库发生氧气瓶爆炸事故。
氧气瓶静电爆炸事故案例集团公司文件内部编码:(TTT-UUTT-MMYB-URTTY-ITTLTY-氧气瓶静电爆炸事故案例一、事故情况概述1998年10月8日10时40分左右,哈尔滨化工二厂四车间成品库发生氧气瓶爆炸事故。
导致现场的2名装卸工临时工1死1伤。
事故发生前四车间充灌岗,操作压力为12MPa,操作温度为20度,成品库房有氧气瓶45只。
二、事故破坏情况经现场勘察,共3只气瓶爆炸,其中1只气瓶外表为绿色油漆,检验期为1989—1994年,公称压力15MPa,容积为40.4L,这只气瓶爆破成十几块碎片。
碎片内壁呈黑色,断口呈“人”字纹,无明显的塑性变形,全部为脆性断裂。
其角阀为氩气阀。
爆炸的另2只气瓶颜色为淡酞兰,呈撕裂状,断口有明显的被打击的痕迹,被打击处向内凹陷,并有高温氧化的痕迹。
另外3只被击穿的气瓶,均留有不规则孔洞,其中1只在气瓶上方,直径各约5cm,另外2只在气瓶下方,直径约8cm和30cm,破口向内凹陷,并有高温氧化的痕迹。
面积为70m2的氧气瓶成品库天棚和西侧墙被炸塌,山墙严重变形,铁皮包的门被爆炸碎片穿出一个直径20cm的洞,附近2处厂房玻璃被震碎。
死者身体被炸成多块碎片,伤者被炸成终生残疾。
事故原因分桥及结论从爆炸碎片的内外表面颜色看,其中1只气瓶的碎片外表为绿色漆,内表面呈黑色,角阀为氩气瓶阀,说明这只气瓶为氢气瓶。
被检回的内壁呈黑色的碎片共有十多片,其断口形貌没有明显的塑性变形,断口呈“人”字纹,均为脆性断裂。
分析认为这只氢气瓶内残余有氢气。
充装氧气(氢气在空气中的爆炸极限为4%—74.1%,形成了可爆性混合气体,在转动角阀时,产生静电引发了氢氧混合气体的化学爆炸。
另外2只被撕裂的气瓶内壁只有锈蚀,无黑色油脂,断口呈脆性断裂形貌,断口局部有明显的被击打的痕迹,内凹并有高温氧化痕迹,说明这2只气瓶距爆炸点很近,被爆炸碎片的冲击波打击超过其呈受力,失稳破裂,属物理爆炸。
直接原因:装卸工在装运氢气瓶错充氧气前试压转动角阀时产生静电,引发瓶内的氢氧混合气体爆炸,是导致这起事故的直接原因。
15个气瓶事故的典型案例案例一:四川省达州市达县申家滩双线特大桥材料加工厂施工工地,中铁二十三局襄渝铁路二线工程指挥部第二项目部发生一起气瓶爆炸严重事故,造成2人死亡,1人重伤,经济损失3万元。
事发时,该批气瓶被运送到事故地点,在装卸工人将气瓶从汽车上卸下时,一气瓶发生爆炸,造成装卸工2人死亡,受伤1人。
事故原因分析:1、违规充装:经查该气瓶为二氧化碳气和氧气混装,引起化学爆炸。
2、违规装卸:装卸工野蛮装卸,导致气瓶受到强烈冲击,引起爆炸。
案例二:潼南县某气体经销部搬运工在气瓶存放间用减压表测量氧气瓶内压力时,气瓶发生爆炸。
下图该气瓶爆炸后的碎片。
事故造成 4 人当场死亡,2 人重伤,其中1 名重伤人员在医院抢救无效死亡。
事故气瓶阀进气口及活门被烧及碳黑痕迹损坏的减压器进气口被烧及碳黒痕迹事故原因分析:对事故气瓶检查,爆炸的气瓶碎片内表面未发现油脂、碳黑等痕迹。
对同批气瓶内气体分析,未发现可燃气体成分,排除气体混装可能性。
但在气瓶阀和减压器接口处有烧损及碳黑存在。
认定事故原因是由于减压器混用,可能使其内部存有油脂。
在测压时,高压氧气接触油脂造成燃烧及爆炸。
案例三:2016年11月2日上午,沈阳新民市某公司院里进行氧气瓶卸车作业时,气瓶爆炸。
现场卸车作业2人死亡,远处1人因气瓶爆炸受伤,运瓶汽车风挡玻璃及现场建筑物和厂房玻璃严重破碎。
爆炸气瓶呈碎片飞出,卸车地点留有少量残片。
一只气瓶被崩起后,砸在厂区一屋顶,后坠落屋内。
现场运瓶车上仍有四只待卸气瓶,地面有四只刚卸车的气瓶。
现场所有气瓶颜色和钢印标识均为氧气。
事故原因分析:由于事故现场人员均已死亡,无法对事故经过进行了解。
但从事故现场现象可以认定,事故过程中仅有卸车操作。
从气瓶残片形状,可以认定不属于化学性爆炸。
因此,推断此次事故为野蛮装卸,气瓶在剧烈碰撞中致使气瓶薄弱处或缺陷处破坏,造成气瓶的撕裂。
案例四:哈尔滨某公司焊工从仓库领取乙炔气瓶和氧气瓶并运至车间进行焊接作业,仅焊了一个压缩空气管道接头,约2分钟完成,然后将气瓶放于车间内。
氧气瓶爆炸事故案例分析一、事故经过 2003年9月16日上午9时许,非法经营户何××,在西塘翠南船厂氧气瓶仓库打电话通知位于陶庄镇陶庄村的天凝氧气充灌站陶庄新站的沈××,称其将派李××(死者,安徽人)来充装氧气。
9月16日12:00时多,非法运输户李××由沈××为其充装20瓶。
9月16日下午13:00时左右,李××将自备车(车号为安徽K48555)驶入位于原西汾公路北侧的西塘镇新胜村陆家浜铁场内的项××堆场。
当李××卸第一瓶氧气瓶时突然爆炸,李××被炸死亡。
当时周边幸无他人伤及。
二、事故原因1、直接原因 (1)在卸瓶作业过程中运输车左后轮胎爆裂,造成车辆左倾氧气瓶掉落与地面废钢材发生碰撞,瓶阀中间断裂且遇油渍引发化学爆炸。
(2)氧气瓶本身有缺陷。
据调查知,属何××产权的32只氧气瓶与其它瓶相比,明显黑不溜秋,七长八短,手轮等附件残缺不全。
据市质监局特种设备检测院现场勘察报告,爆炸的氧气瓶底部正中部位已被机械钻孔,直径为42mm,且该孔周围有明显电弧焊接痕迹(贴焊)。
属报废钢瓶。
2、间接原因氧气充灌及流转管理混乱是造成这次事故的间接原因。
(1)个体运输户李××未经交通部门批准,运输及装卸危险化学品,违反了国务院344号令《危险化学品安全管理条例》第三十七条规定,属严重安全生产违法行为。
(2)爆炸的氧气瓶产权属何××,而何××经营、运输氧气未经政府任何职能部门批准,违反了国务院344号令第二十七条及第二十九条规定。
(3)陶庄充灌新站在明知何××钢瓶有缺陷的情况下,仍多次为其充装,包括原来的天凝氧气充灌站,违反了《气瓶安全监察规定》第二十六条和第二十九条规定。
案例一2003年1月16日下午1时左右,江都市某工业气体充装站在氧气充装过程中发生一起氧气瓶爆炸事故,造成1死1伤。
现将有关事故调查分析情况介绍如下。
事故的基本情况2003年1月16日上午12时许,一位氧气代充客户到江都市某工业气体充装站充装气气,共6只氧气瓶。
充装工将氧气瓶卸下后,先将30只氧气瓶分两组各15只进行充装。
约在12点50分左右,其中一组充装结束,现场充装工关掉充装总阀,紧接着就开始卸充装夹具,当充装工卸下第3只气瓶夹具时,其中一只气瓶发生了爆炸,一名充装客户当场炸死在充装台上,一名操作人员受伤,该站共有6间充装间,每站站房长4m,宽6。
充装间设有30个充气头,气瓶爆炸后,后浪把主充装间的防火墙推倒,把充装间充装管线全部炸坏,窗子的玻璃被震碎,充装间屋面全部掀光。
爆炸气瓶被炸成3块,大块重29kg,中块得23.5kg,小块重3.5kg,气瓶爆炸后3.5kg的小块瓶片从屋内飞到充装站围墙外的麦田里,距爆炸点有35m。
事故原因分析一、直接原因从现场取证情况和查阅有关资料分析,意见如下:1.对该站储罐内剩余液氧,邀请了扬子石化西欧气体有限公司有关专家进行现场取样,并带回南京分析,结果确认该储罐内液氧合格,排除了气源不合格的因素;2.根据爆炸碎片上原有的气瓶制造和检验标记,从无缝气瓶检验站查阅该瓶检验报告,得知该瓶检验合格,并在检验有效期范围内,排除了过期瓶充装的因素;3.在爆炸现场,发现该瓶主体被炸成3块(后在清理过程中发现颈圈),经称重约为56kg,与检验报告上称重量相符,一块重约3.5kg的碎片飞离充装站围墙外,距爆炸点约为35m。
又从爆炸碎片中发现,瓶体内中下部一侧表面有一段400mm×150mm范围的金属烧熔痕迹,并留下了金属氧化物,这些情况都说明此次氧气瓶爆炸具有化学性爆炸的特征;4.通过查阅相关资料和充装记录,并对现场进行勘察,同有关人员进行了询问、笔录,了解到充装台上的安全阀、压力表均在有效期内,有校验报告,当时充装压力为11.0MPa。
事故案例/案例分析氧气瓶爆炸事故剖析与防范措施事故经过(1)2004年8月17日12时10分,某公司一制氧站在氧气充装过程中一氧气瓶突然发生爆炸,造成制氧站充装车间整个厂房倒塌,遭到严重破坏,生产被迫停止,幸未造成人员伤亡。
直接经济损失3万元。
事故原因(2)事故发生后,经过组织相关人员分析,事故原因如下:1.直接原因(1)该氧气瓶在使用过程中,留有的压力太低,致使杂质进入气瓶,违反了《气瓶安全监察规程》中的第九章第79条第10款瓶内气体不得用尽,必须留有剩余压力或重量,永久气体气瓶的压力应不小于0.05MPa;液化气体应留有不少于0.5%~1.0%规定充装量的剩余气体的规定,是事故发生的主要原因。
(2)气瓶在充装过程中,操作人员违反了《气瓶安全监察规程》中的第59条未能对气瓶逐只进行充装前的检查和第61条对瓶内无剩余压力;氧化或强氧化性气体气瓶沾有油脂的气瓶不得充装的规定,也是事故发生的主要原因。
(3)事故发生后,经过对气瓶的爆炸残片进行分析,得出气瓶本身也存在一定的缺陷,该气瓶已使用了29年,即将报废,是事故发生的次要原因。
2.间接原因(1)该制氧站安全管理不严,致使安全生产规章制度流于形式,员工违章作业现象时有发生,是事故发生的主要间接原因;(2)该制氧站在气瓶重要的充装岗位雇佣临时人员,而且人员安全素质差、人员流动性特别大,是导致事故发生的间接原因。
事故防范措施及教训(3)1.加强气瓶生产、运输、储存、使用等环节的安全管理,严格执行《气瓶安全监察规程》和公司自制的《岗位安全操作规程》,杜绝违章作业发生。
2.气瓶的生产单位要强化气瓶生产岗位人员的安全教育和培训工作,提高生产岗位人员对高危行业潜在危险性的认识,提高岗位操作人员安全知识水平,增强员工的安全意识和事故防范能力。
3.生产单位应加强生产岗位人员的和管理,对一些重要岗位、关键岗位应尽量安排文化素质高、安全知识水平高、安全意识强的人员进行操作,禁止雇佣一些临时人员,以确保能够严格执行安全生产规程,确保高危行业的安全生产。
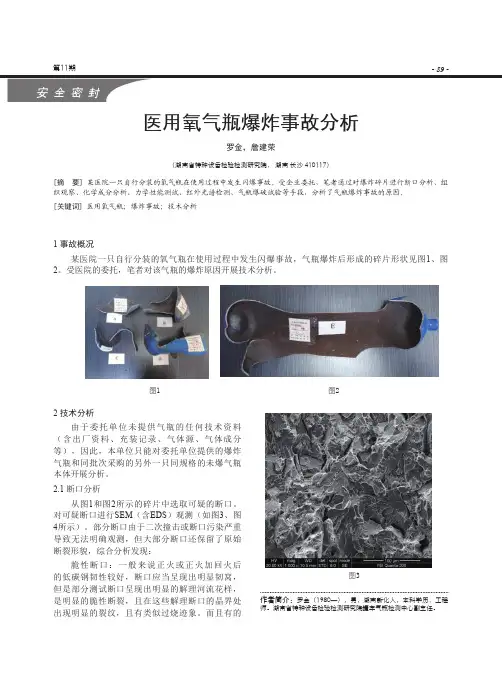
辽宁省本钢中兴气体公司氧气瓶爆炸事故
(一)事故概况
2003年11月3日,本溪石桥子开发区个体运输户滕某将21只空氧气瓶卸到本钢中兴气体直销店库房,并购买21瓶氧气。
18时50分,本钢中兴气体公司充装一车瓶氧(40瓶)停在直销站马路对面,司机朱某下车到直销办公司休息。
滕某与直销站商量在马路旁装车。
当滕某从气体公司车上将瓶往自己车上拖(滑)时,拖至第8瓶,气瓶发生爆炸。
事故造成1人重伤。
该气瓶公称工作压力15MPa,公称直径219mm,长度1200mm,筒体壁厚6mm,容积34.7L,材料不详。
该气瓶1973年9月制造,为高压无缝气瓶,瓶体下部距瓶体底部25mm处实施过挖补,焊接的钢板为60mm×120mm,厚度为5mm,材料不详。
爆炸后的气瓶形成3块(肩部、筒体、底部),除肩部和底部基本未变形外,筒体已展平。
爆破口位于瓶体下部挖补处,报废。
(二)事故原因分析
1.直接原因
(1)该气瓶已报废,违规将报废气瓶投入使用。
(2)违反“严禁对气瓶瓶体进行挖补,焊接修理”的规定,对报废气瓶进行补焊,特别是高压无缝气瓶,其材料是非可焊材料。
(3)滕某违章从高车上向低车上拖(滑)瓶装车,导致筒体挖补处受到强烈冲击,造成气瓶爆炸。
氧气瓶爆炸事故案例分析
本文来自:互联网浏览次数:时间:2009-12-25 14:03:40 [打
印] 【字体:大中小】 [关闭]
一、事故情况概述
1998年10月8日10时40分左右,哈尔滨某化工厂四车间成品库发生氧气瓶爆炸事故。
导致现场的2名装卸工(临时工)1死1伤。
事故发生前四车间充灌岗,操作压力为12MPa,操作温度为20度,成品库房有氧气瓶45只。
二、事故破坏情况
经现场勘察,共3只气瓶爆炸,其中1只气瓶外表为绿色油漆,检验期为1989—1994年,公称压力15.0MPa,容积为40.4L,这只气瓶爆破成十几块碎片。
碎片内壁呈黑色,断口呈“人”字纹,无明显的塑性变形,全部为脆性断裂。
其角阀为氩气阀。
爆炸的另2只气瓶颜色为淡酞兰,呈撕裂状,断口有明显的被打击的痕迹,被打击处向内凹陷,并有高温氧化的痕迹。
另外3只被击穿的气瓶,均留有不规则孔洞,其中1只在气瓶上方,直径各约5cm,另外2只在气瓶下方,直径约8cm和30cm,破口向内凹陷,并有高温氧化的痕迹。
面积为70m2的氧气瓶成品库天棚和西侧墙被炸塌,山墙严重变形,铁皮包的门被爆炸碎片穿出一个直径20cm的洞,附近2处厂房玻璃被震碎。
死者身体被炸成多块碎片,伤者被炸成终生残疾。
三、事故原因分桥及结论
从爆炸碎片的内外表面颜色看,其中1只气瓶的碎片外表为绿色漆,内表面呈黑色,角阀为氩气瓶阀,说明这只气瓶为氢气瓶。
被检回的内壁呈黑色的碎片共有十多片,其断口形貌没有明显的塑性变形,断口呈“人”字纹,均为脆性断裂。
分析认为这只氢气瓶内残余有氢气。
充装氧气(氢气在空气中的爆炸极限为4.1%—74.1%),形成了可爆性混合气体,在转动角阀时,产生静电引发了氢氧混合气体的化学爆炸。
另外2只被撕裂的气瓶内壁只有锈蚀,无黑色油脂,断口呈脆性断裂形貌,断口局部有明显的被击打的痕迹,内凹并有高温氧化痕迹,说明这2只气瓶距爆炸点很近,被爆炸碎片的冲击波打击超过其呈受力,失稳破裂,属物理爆炸。
[NewPage] 直接原因:装卸工在装运氢气瓶(错充氧气)前试压转动角阀时产生静电,引发瓶内的氢氧混合气体爆炸,是导致这起事故的直接原因。
主要原因:(1)气瓶充装前检查员在检瓶过程中,由于被检查气瓶油漆脱落严重,且污物多,末认真辨认,错将氢气瓶当成氧气瓶,送充装岗充装,充装人员也未及时发现,是导致这起事故的主要原因。
(2)车间、工厂领导在贯彻执行国家标准规程中,贯彻执行不认真,对工人的工作质量要求不严,充装前后的检查出现纰漏,检查不够,存在问题未能及时发现,是导致这起事故的间接原因。
四、预防事故发生的措施
1.责令工厂立即停止氧气瓶的充装和检验业务,待劳动部门重新进行审查合格后,方可从事上述业务工作。
2.今后在气瓶充装验收过程中,严格执行国家《气瓶安全监察规程》和《永久气体充装规定》及工厂车间有关操作规程、安全规定。
3.储存、装卸运输过程中,严格执行《关于气瓶充装运输、储存使用安全管理规定》。
4.建立健全并严格执行充装前、后的检查制度,在空瓶验收工作中,对超期气瓶、漆色严重脱落,辨认不清的气瓶,严禁充装,对充装后有异常或发现漆色不对等情况时要做好记录,并报有关领导妥善处理。
5.在气瓶出厂前应由专人负责试压工作,严禁装卸人员进行试压。
6.工厂主管安全的领导要定期对氧气充装车间进行检查,发现问题及时处理,并做好检查和处理的记录。