唐山三友化工股份有限公司氨碱废液与氯碱电石渣浆综合利用项目
- 格式:pdf
- 大小:1.37 MB
- 文档页数:24

231信息技术与机电化工对生产过程中产生的副产品或者是废气、废渣加以高效运用,对于环境的保护和打破原本生产过程中对产量的限制有很大的帮助和促进。
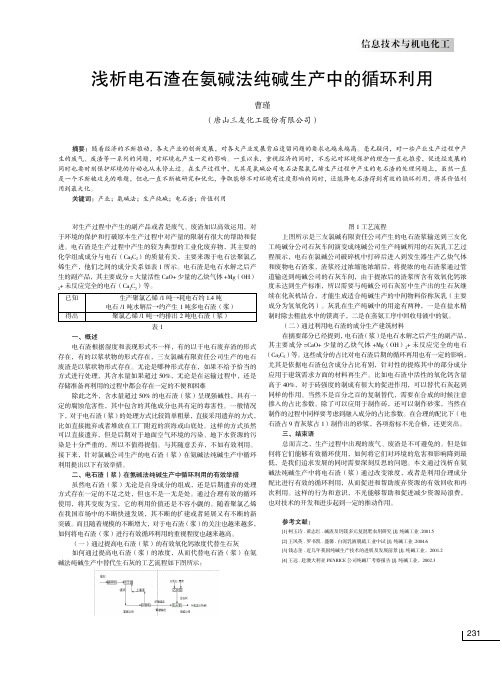
电石渣是生产过程中产生的较为典型的工业化废弃物,其主要的化学组成成分与电石(Ca 2C 2)的质量有关,主要来源于电石法聚氯乙烯生产,他们之间的成分关系如表1所示。
电石渣是电石水解之后产生的副产品,其主要成分=大量活性CaO+少量的乙炔气体+Mg(OH)2+未反应完全的电石(Ca 2C 2)等。
已知生产聚氯乙烯/1吨→耗电石约1.4吨电石/1吨水解后→约产生1吨多电石渣(浆)得出聚氯乙烯/1吨→约排出2吨电石渣(浆)表1一、概述电石渣根据湿度和表现形式不一样,有的以干电石废弃渣的形式存在,有的以浆状物的形式存在,三友氯碱有限责任公司生产的电石废渣是以浆状物形式存在。
无论是哪种形式存在,如果不给予恰当的方式进行处理,其含水量如果超过50%,无论是在运输过程中,还是存储准备再利用的过程中都会存在一定的不便和困难除此之外,含水量超过50%的电石渣(浆)呈现强碱性,具有一定的腐蚀危害性,其中包含的其他成分也具有定的毒害性。
一般情况下,对于电石渣(浆)的处理方式比较简单粗暴,直接采用遗弃的方式,比如直接抛弃或者堆放在工厂附近的滨海或山底处。
这样的方式虽然可以直接遗弃,但是后期对于地面空气环境的污染、地下水资源的污染是十分严重的,所以不值得提倡。
与其随意丢弃,不如有效利用。
接下来,针对氯碱公司生产的电石渣(浆)在氨碱法纯碱生产中循环利用提出以下有效举措。
二、电石渣(浆)在氨碱法纯碱生产中循环利用的有效举措虽然电石渣(浆)无论是自身成分的组成,还是后期遗弃的处理方式存在一定的不足之处,但也不是一无是处。
通过合理有效的循环使用,将其变废为宝,它的利用价值还是不容小觑的。
随着聚氯乙烯在我国市场中的不断快速发展,其不断的扩建或者延展又有不断的新突破。
而且随着规模的不断增大,对于电石渣(浆)的关注也越来越多,如何将电石渣(浆)进行有效循环利用的重视程度也越来越高。

氯乙烯合成过程中“三废”的综合利用吕彦玲;赵琳【摘要】介绍了氯乙烯合成过程中含汞废水与废酸处理、氯乙烯尾气回收以及电石渣浆回收利用等技术的应用.这些技术的应用实现了废弃物的循环利用和产品效益的最大化,最终实现清洁生产.【期刊名称】《聚氯乙烯》【年(卷),期】2017(045)004【总页数】4页(P37-40)【关键词】氯乙烯;含汞废水;废酸;电石渣浆【作者】吕彦玲;赵琳【作者单位】唐山三友氯碱有限责任公司,河北唐山063305;唐山三友氯碱有限责任公司,河北唐山063305【正文语种】中文【中图分类】TQ325.31.1 含汞废水的处理1.1.1 含汞废水来源唐山三友氯碱有限责任公司(以下简称唐山三友氯碱)氯乙烯生产工序产生的含汞废水主要为转化器更换氯化汞触媒时产生的含汞废水、碱洗塔废碱液以及盐酸脱吸的残留液。
1.1.2 含汞废水处理工艺目前,常用的汞处理技术有硫化物沉淀法、混凝法、活性炭吸附法、离子交换法、还原过滤法、微生物浓集法和羊毛吸附法等[1]。
笔者针对氯碱行业电石法生产PVC过程中氯乙烯工序产生的含汞废水,选用硫化物沉淀法,达到最终出水含汞质量分数小于5×10-9的效果。
处理工艺流程为:含汞废水从车间收集到集水井,由泵送至均质池,用NaOH或HCl溶液调节含汞溶液的pH值至弱碱性(7~9),经均质池中和反应的出水打至汞转型分离器,并加入一定量的Na2S、FeSO4、PAM(聚丙烯酰胺)溶液。
进入的废水与除汞剂反应,使汞转入固相,在分离区进行固液分离,大部分的汞在此处去除,除汞剂在分离器中自循环使用,上清液自流到氧化还原池。
废水在氧化还原池中经氧化还原反应,除去水中的汞及其他污染物组分。
氧化还原反应器出水经泵提升依次送入砂滤器、膜分离器,最终出水排入清水池。
清水池的储水作为砂滤器及膜分离器反冲洗水,由反冲洗泵送入砂滤器及膜分离器,反洗出水排入反冲洗废水池,再由反冲洗池提升泵送至均质池进行再次处理。

唐山三友氯碱精益求精打造发展新动能
佚名
【期刊名称】《聚氯乙烯》
【年(卷),期】2017(45)8
【摘要】唐山三友氯碱有限责任公司坚持循环经济发展模式,大幅提升设备自动化水平,加大科技研发力度和投入,准确把握市场节奏变化,在项目管理、技改技措、技术创新、装备技术升级等方面佳绩频传。
烧碱、PVC、专用树脂同比增产迅速,主产品产量创历史新高。
(1)强化“三新”,设备自动化水平大幅提升。
大力推进设备更新和自动化升级,自主研发“特种树脂聚合釜温度控制”,改进聚合釜反应的稳定性。
加强环境保护,在行业内首创PVC散装罐车自动充装系统,由PLC控制,实现“一体化”充装。
对厂区DCS控制系统进行重新布局,通过重新规划路径,减少电缆长度,传输路径分路布局,提高电缆阻燃防火、耐压等级,采用新型材质等方式,进一步提升系统抗风险能力,根除电仪系统隐患。
【总页数】1页(P6-6)
【关键词】氯碱;唐山;自动化水平;DCS控制系统;动能;求精;经济发展模式;充装系统【正文语种】中文
【中图分类】TQ114
【相关文献】
1.唐山三友氯碱多角度实现生产经营全面发力 [J], ;
2.唐山三友氯碱多角度实现生产经营全面发力 [J], ;
3.唐山三友氯碱单体车间提高压缩机自动化水平 [J],
4.践行节能减排打造低碳三友——记唐山三友集团有限公司 [J],
5.唐山三友氯碱第1季度盈利再创新纪录 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。


循环利用理论在氯碱行业的实践应用摘要:本文通过对唐山氯碱有限责任公司“三废”的综合治理及废物循环再利用的阐述,说明了循环经济的理论在氯碱行业是如何得到实践应用的。
关键词:循环经济;理论;实践;应用中图分类号x70 文献标识码a 文章编号1674-6708(2010)29-0041-020、引言所谓循环经济是指对物质闭环流动型经济的简称,它要求以“减量化、再利用、再循环”为行为的准则,组织成一个“资源一产品一再生资源”的反馈式流程,所有物质和能源在这个不断进行的经济循环中得到合理和持久的利用。
唐山氯碱有限责任公司是新型化工企业,成立于2005年1月11日,采用离子膜制碱技术及电石乙炔法生产聚氯乙烯。
公司从设计高站位、筹建高起点到投产后顺利达产达效,无不体现了现代化大工厂的优越态势。
在五年多的时间里,从双10万t到双20万t再到双30万t的生产规模,以循环经济理论为指导,按照规定地科学实施,这鄣显了唐山氯碱有限责任公司在注重经济效益的同时,把节能降耗、减污治污、循环利用作为第一要务。
公司主要产品为烧碱、聚氯乙烯、盐酸及液氯。
生产过程产生的废物主要有废水、废气、废渣,公司为了减少此”三废”对环境的污染,投人大量人力物力,加大对污染的治理力度;为了追求更高的经济效益及环境效益,公司力求实现最大限度地对废弃物进行循环利用。
本文就该公司“三废”治理及废物的回收利用用情况分别加以说明。
1、废水的治理及循环利用1)离子膜烧碱装置中,一次盐水工序hvm盐水过滤器再生冲洗废水回收用于一次盐水的制备,不外排;盐水精制工段鳌和树脂再生废液部分去一次盐水工段化盐,部分回到集团内部化工股份有限公司回用,不外排;电解工段钛管冷却器冷凝氯水、水雾捕集器捕集的氯水送淡盐水脱氯工序一起脱氮后送化盐工段回用,氢气喷淋冷却塔洗涤水和冷凝水也回收去化盐工段,均不外排;2)聚氯乙烯生产装置乙炔站内电石渣浆上层的澄清水回收用于乙炔发生装置,剩余的水随电石渣浆一起送集团内部化工股份有限公司化灰工序,不外排;乙炔站的清净废水、氯乙烯碱洗塔排放的碱洗废水均回用于乙炔发生装置,不外排。


理论研究 商业2.0285碱渣资源化再利用基础性试验研究赵 海(唐山三友化工股份有限公司 河北唐山 063305)摘要: 该文通过碱渣废液理化性能指标以及资源化利用受限因素分析,基于碱渣粒度分析验证,建立稠厚液粒径分布数理模型,探索蒸氨碱渣废液分级处理新工艺,实现不同品级碱渣分离制备、降氯、脱水处理,进而开展碱渣资源化再利用研究,为氨碱企业碱渣治理提供新的思路。
关键词:碱渣;分离;资源化;利用1、引言纯碱公司蒸氨工艺副产大量碱渣废液,碱渣废液中含有约3-3.5%的碱渣固形物,若按年产230万吨纯碱计算,每年将产生干基碱渣70-80万吨左右。
基于蒸氨工艺副产的碱渣废液,现已成功开发碱渣液体脱硫剂,但受限成本、运输、市场等因素影响,产品无法实现大范围产业化推广应用,未能根本解决碱渣治理难题。
随着国家环保政策的日趋严厉,氨碱废渣液排放标准不断提高,碱渣处理问题势在必行。
2、蒸氨废液固渣全成分分析蒸馏废液呈白泥状,具有粒度较小、粒子带负电荷、空隙较大、溶胶性质等特点。
经卧螺离心设备脱水处理后,含水在50%左右,后经烘干处理,取样溶解滴定测定干基成分含量。
根据测定数据可知,蒸馏废液含氯较高,碳酸钙、氢氧化镁等成分具有很高的附加值,经脱氯、脱水处理后,可实现资源高效利用。
3、蒸氨废液粒径分布分析一级泵站前池各蒸馏塔排液总管处蒸馏废液取样,使用0.15mm、0.25mm、0.5mm 与1.0mm 筛子模拟捞砂除砂工艺进行筛分,静置30min 测定沉降率,筛上物在150℃下烘干4h 以上测定干基固含量。
根据实验数据测试结果显示,0.15mm 以上的碱渣(后文统称为毫米级碱渣),可通过重力沉降加之捞砂机除砂工序进行固渣分离。
取样过筛后的除砂稠厚液,静置分层取样,基于激光粒度分布检测仪进行粒度分布测定,根据测试结果可知,除砂后的碱渣稠厚液中碱渣粒径分布在0.5μm-150μm 范围(后文统称为微米级碱渣),且呈均匀分布状态。

唐山三友化工股份有限公司纯碱分公司节能减排实践案例唐山三友化工股份有限公司纯碱分公司是一家传统的氨碱法生产的大型国营企业,“七五”期间建成投产,通过不断的扩建、技术改进,产能已经由当初设计的60万吨增加到现在的230万吨,公司能源种类主要有焦炭、蒸汽、电三类,分别占20%、75%、5%,能源成本占总成本的31%,公司严格遵守《节约能源法》和相关的法律法规,将推进节能降耗工作作为贯彻落实科学发展观的重要抓手,以管理节能为保障,以技术节能为支撑,狠抓节能目标责任制和重点节能项目实施,取得了突出成绩和丰富经验,逐步发展壮大为行业领军企业,截止目前,轻灰综合能耗317.53kgce/t碱、重灰综合能耗345.83kgce/t碱,在国内同行业处于绝对领先水平,为纯碱行业的节能减排及能源管理树立了良好示范,自2012年行业实行“能效领跑者”评选以来,公司连续5年荣获纯碱行业能效领跑者标杆企业,并获“十二五”全国石油和化工行业节能先进单位。
1、强化节能管理公司高度重视节能管理工作,以总经理为组长,设立专门的能源管理机构,主管副总全面负责节能工作,生产技术部作为专门能源管理的职能部室负责日常管理工作。
公司认真执行国家有关的节能法律法规、政策,按照生产环节制定操作规程,定期对相关人员进行能源技术培训,定期组织公司各单位学习国家节能政策和相关文件,定期对公司的能源消耗进行统计和考核。
同时公司根据《加强能源计量工作的意见》和《用能单位能源计量器具配备和管理通则》等相关要求,设立专门的能源计量管理机构即设备部计量科,负责全公司的计量器具的配备、管理、校检等工作。
2、依靠技术进步,打造科技支撑公司针对纯碱行业发展特点和现有的工艺装置技术水平,在资源化、减量化、再利用上谋求实效,积极淘汰落后产能和设备,采用新技术新工艺,实施节能技术改造,提高生产系统科技含量,取得了显著的节能效果。
(1)浓海水综合利用技术浓海水综合利用技术,将曹妃甸工业区海水淡化产生的废浓海水应用于纯碱生产中,降低了氨碱法纯碱生产中原盐及水的消耗,该项目在降低生产成本的同时,更有效解决了海水淡化工程排放废浓海水对环境污染的问题。

第49卷第5期2021年5月聚氯乙烯Polyvinyl ChlorideVol.49, No.5May, 2021【来稿摘登】电石法氯乙烯生产过程中“三废”综合利用王欣欣,唐志军*(唐山三友氯碱有限责任公司,河北唐山〇633〇5)1副产盐酸的综合利用1.1 来源氯乙烯生产过程中副产盐酸来源有3个:①烧碱车间冷凝酸;②转化工序混合脱水过程中产生的冷凝酸;③合成氯乙烯过程中过量氯化氢被水吸收生产的盐酸。
第3个来源副产的盐酸数量大,并且含有升华的汞。
含汞盐酸属于危险品废物,国家禁止外售,治理副产盐酸成为制约公司生产的瓶1.2综合利用将副产的盐酸收集至浓盐酸储罐,经过盐酸常规脱吸装置、盐酸深脱吸装置将盐酸解吸出高纯度的氯化氢气体,用作原料气循环使用,解吸后的废水用于组合塔加水循环吸收氯化氢气体。
(1) 盐酸常规脱吸。
用0.3 M P a蒸汽将质量分数为32%的浓盐酸解吸出氯化氢气体,生成质量分数为21%的稀盐酸。
(2) 盐酸深脱吸。
用金属氯化物打破氯化氢与水的气液平衡,生产中采用质量分数为50%的氯化钙溶液与质量分数为21%的稀盐酸混合,用0.8 1^?3蒸汽将氯化氢解吸出来,生成质量分数为1%的盐酸废水,回用组合塔。
1.3盐酸脱吸装置蒸汽冷凝水回收利用盐酸常规脱吸和盐酸深脱吸均采用蒸汽进行加热盐酸,产生的蒸汽冷凝水统一回收至热水闪蒸罐进行闪蒸,闪蒸蒸汽回收到聚合车间供生产使用,冷凝的热水经过提升泵送至烧碱车间回用生产。
2废气的综合利用2.1 来源(1) 氯乙烯精馏尾气。
(2) 转化器取样分析及检测转化器泄漏操作的外排气体。
氯乙烯转化合成过程中,须在总管处定期取样分析气体组分,取样前在取样点位置须置换盲区,生产系统内的气体需要外排。
转化器列管内是氯化氢和乙炔气体的混合气在氯化汞触媒的作用下进行反应生成氯乙烯,反应温度为<170列管外使用循环热水移走反应热,若列管出现腐蚀泄漏,氯 化氢气体就会与循环热水生成盐酸。

8电石水解反应的过程中,会得到副产物电石渣,国内电石极大的消耗量决定了电石渣极大的产量。
为了避免过多的资源浪费,国内部分学者与化工企业对于电石渣的回收再处理,提出了很多有建设性的处理方法。
目前,国内电石渣的综合利用率已经可以达到100%,可用于建材、化工、环境治理以及其他的建设中。
一、我国化工企业生产电石渣状况电石渣的主要组成成分是氢氧化钙[Ca(OH)2],氢氧化钙有溶解度随温度的上升而降低的物理性质。
一般来说,电石渣含有90.1%的氢氧化钙、3.5%的二氧化硅、2.5%的氧化铝以及少量的碳酸钙、三氧化二铁、碳渣等杂质。
电石渣一般具有强碱性、高悬浮物等特点。
若电石渣浆废水不经过处理直接排放,将对排放周围的土壤、排放河流、排放管道产生不良影响,国内对电石渣的排放有严格的标准进行控制。
电石渣虽然是电石水解反应的副产物,并且对环境具有不良影响,但是若对电石渣进行回收再利用,可以达到循环经济、节约资源的目的。
因此,国内对于电石渣的回收再利用的研究十分广泛,涉及很多领域,而化工领域是其中最重要的领域之一。
二、电石渣回收利用的益处1.实现循环经济。
电石渣本身是电石水解的副产物,在传统的生产工艺中是无用、可丢弃的。
但是电石渣中含有的物质、元素,经过一系列专门的处理,可以回收利用,并且进入新的生产过程中,制备新的化工产品。
2.提高产品的经济效益。
电石渣的循环利用,不仅在环保方面有很大贡献,同时也一定程度上减少了某些化工产品的生产成本,提高了化工产品的经济效益,提高产品的性价比。
三、电石渣生产化工产品策略1.电石渣生产水泥。
理论上,在电石渣中加入某些特定物质,给予高温的反应条件,可以生产出水泥。
利用电石渣进行水泥的生产工艺,有很多的优势。
首先,电石渣大量代替石灰石与材料,不仅节约了资源,同时也减少了二氧化碳的排放,提高生态效益;其次,利用电石水解反应的副产物可以有效降低水泥生产的成本,提高经济效益;最后,利用电石渣生产水泥,对我国的化工企业的理论知识与实践经验也有很大的考验,有利于提升这两方面的知识与经验水平。


渣浆液用于电厂脱硫研究进展齐文玲(唐山三友化工股份有限公司, 河北 唐山 063305)摘要:受海域使用权管理制约,以及即将实施的新环保税法,严重制约了氨减法纯碱的可持续发展,同时随着国家环保措施日益趋严,京津冀地区超低硫化物排放已成行业难题。
本文将碱渣液制成液态脱硫剂用于电厂脱硫,极好的将两者有机结合在一起,实现了资源再利用,达到了废渣液治理废气的目的,具有较好的推广价值。
关键词:渣浆液;资源再利用;液态脱硫剂1 燃煤电厂现状我国能源结构为“煤多油少”,煤炭资源丰富,截至2015年煤炭资源储量约15663亿吨,煤炭约占国家能源消费比例的70%[1]。
但燃煤会产生含氮、硫废气,电厂消耗一吨标煤会产生0.014吨含硫废气,2015年燃煤产生约4732万吨二氧化硫废气,环境污染严重。
环保部以出台《火电厂大气污染物排放标准》(GB13223-2011)特别排放限值的要求进行设计和改造,2015年京津冀地区燃煤电企将全部执行特别排放限值,SO2≤50mg/m3,同时根据河北省要求SO2排放要控制在35mg/m3以下。
因此寻求低成本、高效率、资源节约型技术,降低电厂环保成本负担,控制甚至消除燃煤发电SO2气体的排放,已成为行业难题。
2 碱渣废液现状在氨碱法生产碳酸钠工艺过程中会产生碱渣废液,一吨产品副产9m³渣浆废液,已有的处理工艺为外排渣场沉降,上清液中和排海,固体沉淀堆存。
但随着时间推移,碱渣越来越多,渣场库容越来越小,而受制于海域使用权的制约,不能在利用滩涂堆存碱渣,同时2018年1月即将实施的《中华人民共和国环境保护税法》规定,排放碱渣还将征收25元/吨环保税,已严重影响了纯碱行业可持续发展。
3 碱渣废液脱硫反应原理目前的燃煤电厂一般采用湿法脱硫,外购粉状脱硫剂在加水搅拌后打入脱硫塔,成本较高。
我公司因地制宜,结合纯碱厂和电厂,开发碱渣浆湿法脱硫项目,实现废物资源再利用。
市场上脱硫剂是石灰石研磨成粉,其粒径约100μm,其有效成份为遇水后的碱性物质。


作者: 赵海
作者机构: 唐山三友化工股份有限公司,河北唐山063300
出版物刊名: 化工管理
页码: 181-181页
年卷期: 2015年 第8期
主题词: 氨碱法纯碱;废液碱渣;应用
摘要:随着我国经济的发展,各行业经济有了较大增长,特别是工业企业在我国经济发展中起到了很大的作用,其中氨碱法纯碱的制作和生产速度比较快。
我国对于纯碱的生产技术相对比较成熟,生产达到8000 kt Pa,在这些纯碱中采用氨碱法进行制作的有5 000 kt Pa。
我国纯碱生产力在合成碱生产方面占据世界第一的位置。
对于纯碱生产的过程中产生的废弃物应当进行有效利用,这不但能够降低大自然的污染程度,而且一个好的自然环境在很大程度上能够给企业带来良好的生产环境。
本文主要阐述了纯碱生产过程中废液和碱渣的应用。