金属板材成型性参数的预测方法
- 格式:pdf
- 大小:310.77 KB
- 文档页数:4
金属板材的n值和r值解析在冲压领域,我们需要关注金属板材的抗拉强度、屈服强度、延伸率、加工硬化指数、各向异性指数。
本文将详细解析加工硬化指数n和各项异性指数r。
一、加工硬化指数n加工硬化指数英文为hardening index,常用字母n指代。
该指数由真实应力和真实应变定义。
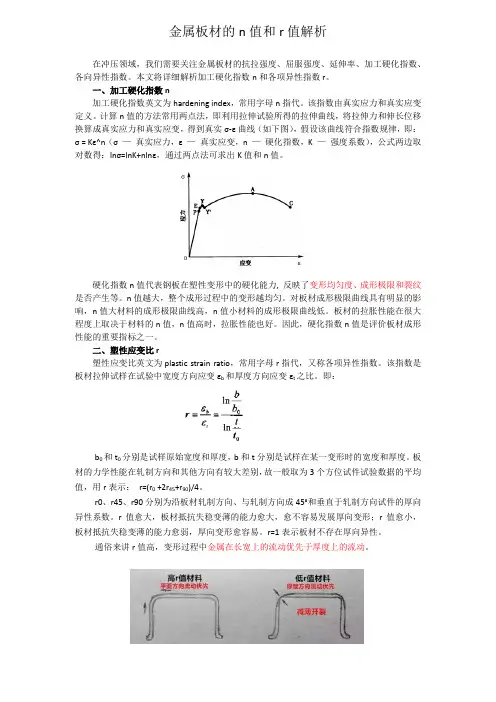
计算n值的方法常用两点法,即利用拉伸试验所得的拉伸曲线,将拉伸力和伸长位移换算成真实应力和真实应变,得到真实σ-ε曲线(如下图),假设该曲线符合指数规律,即:σ = Kε^n(σ—真实应力,ε—真实应变,n —硬化指数,K —强度系数),公式两边取对数得:lnσ=lnK+nlnε,通过两点法可求出K值和n值。
硬化指数n值代表钢板在塑性变形中的硬化能力, 反映了变形均匀度、成形极限和裂纹是否产生等。
n值越大,整个成形过程中的变形越均匀。
对板材成形极限曲线具有明显的影响,n值大材料的成形极限曲线高,n值小材料的成形极限曲线低。
板材的拉胀性能在很大程度上取决于材料的n值,n值高时,拉胀性能也好。
因此,硬化指数n值是评价板材成形性能的重要指标之一。
二、塑性应变比r塑性应变比英文为plastic strain ratio,常用字母r指代,又称各项异性指数。
该指数是板材拉伸试样在试验中宽度方向应变εb和厚度方向应变εt之比。
即:b0和t0分别是试样原始宽度和厚度,b和t分别是试样在某一变形时的宽度和厚度。
板材的力学性能在轧制方向和其他方向有较大差别,故一般取为3个方位试件试验数据的平均值,用r表示:r=(r0 +2r45+r90)/4。
r0、r45、r90分别为沿板材轧制方向、与轧制方向成45°和垂直于轧制方向试件的厚向异性系数。
r值愈大,板材抵抗失稳变薄的能力愈大,愈不容易发展厚向变形;r值愈小,板材抵抗失稳变薄的能力愈弱,厚向变形愈容易。
r=1表示板材不存在厚向异性。
通俗来讲r值高,变形过程中金属在长宽上的流动优先于厚度上的流动。
SPCC板材冲压成形过程的数值模拟SPCC板材是一种优质的低碳钢板材,常用于制作汽车钣金、电器外壳等产品。
其具有良好的加工性能,但冲压成形过程中容易出现变形和裂纹等问题。
为了提高产品质量和生产效率,数值模拟成为一种重要的工具,可以帮助设计者优化冲压工艺和工装结构。
数值模拟的基本原理是根据材料力学特性和变形规律,通过计算机模拟来预测材料在冲压成形过程中的变形、应力和应变等参数,从而评估产品的质量和可行性。
下面我们以SPCC板材的冲压成形为例,介绍其数值模拟的过程和方法。
一、建立模型数值模拟的第一步是建立三维几何模型,包括产品形状、工艺参数、材料性质等要素。
在SPCC板材的冲压成形中,常见的产品包括箱体、盖板、底板等,需要根据不同产品的尺寸、形状和工艺要求来建立几何模型。
同时,需要设置材料参数,如杨氏模量、泊松比、屈服强度等。
二、网格划分建立几何模型后,需要将其转化为数值网格模型,也称为离散化。
这一过程主要是将复杂的几何体划分成数个小体积或小面积,以便于数值计算和求解。
网格划分的密度和精度决定了数值模拟的精度和速度。
通常,高精度的模拟需要更密的网格划分,但也会增加模拟时间和计算量。
三、建立物理模型在网格划分后,需要建立材料的物理模型,包括材料的本构模型和材料的本构参数。
本构模型是描述材料变形和应力关系的数学模型,常见的本构模型包括各向同性模型、非各向同性模型和弹塑性模型等。
用来描述SPCC板材的本构模型可以使用各向同性的屈服准则或者分段屈服的本构模型。
四、施加载荷和边界条件载荷是指在冲压成形过程中施加在材料表面的力和压力,这些载荷包括空气压力、上下模压力和侧向引伸力等。
边界条件是在数值模拟中必须考虑的约束条件,它们可以限制材料在变形过程中的位移、速度和加速度等。
通常,边界条件包括定位销、卡位、滚动辅助和止口等。
五、数值计算和分析完成模型建立和载荷设置后,就可以进行数值计算和分析。
该过程一般采用有限元分析(FEA)软件来完成,例如ABAQUS、ANSYS等。
耦合温度和应变率的铝合金板成形极限预测方法一、研究背景随着现代工业的不断发展,铝合金板材在制造领域中得到了广泛应用。
铝合金板材在成形过程中,由于受到复杂的应力和温度影响,很容易出现裂纹、变形等问题,这对于生产效率和产品质量都会产生不利影响。
因此,预测铝合金板成形极限是制定合理的加工工艺和提高生产效率的重要手段。
二、研究目的本文旨在探讨耦合温度和应变率对铝合金板成形极限的影响,并提出一种可靠的预测方法。
三、实验方法1.材料准备选取常见的铝合金板材作为试验材料,并根据需要进行切割加工。
2.试验设备采用万能试验机进行拉伸试验,并配备相应温度控制装置。
3.试验步骤(1)将试样放入拉伸机夹具中。
(2)设置拉伸速度和温度控制参数。
(3)进行拉伸试验并记录数据。
(4)根据实验数据计算出应力-应变曲线,并绘制成图表。
(5)根据试验数据和图表,分析材料的力学性能和变形规律。
四、结果分析通过实验数据和图表的分析,可以得出以下结论:(1)随着温度的升高,铝合金板的成形极限逐渐降低。
(2)随着应变率的增加,铝合金板的成形极限逐渐降低。
(3)在一定范围内,应变率对铝合金板成形极限的影响比温度更为显著。
五、预测方法根据以上结论,可以提出以下预测方法:(1)首先确定铝合金板材料的力学性能参数,并绘制出应力-应变曲线。
(2)在一定范围内设置不同温度和应变率下的拉伸试验条件,并记录试验数据。
(3)根据试验数据计算出不同条件下的成形极限值,并绘制成图表。
(4)通过对比不同条件下的成形极限值,确定最优加工工艺参数。
六、总结本文探讨了耦合温度和应变率对铝合金板成形极限的影响,并提出了一种可靠的预测方法。
该方法可以为铝合金板材料加工提供重要参考依据,提高生产效率和产品质量。
金属板料成形数值模拟的研究现状一、引言金属板料成形数值模拟是现代制造业中不可或缺的一环。
通过数值模拟可以预测金属板料在成形过程中的变形、应力分布等物理量,从而优化工艺参数,提高成形质量和效率。
本文将介绍金属板料成形数值模拟的研究现状。
二、数值模拟方法1. 有限元法有限元法是目前最为常用的数值模拟方法之一。
它将连续体划分为多个小单元,在每个小单元内近似求解其物理量,最后通过组合得到整体的物理量分布。
有限元法可以考虑材料非线性、边界条件复杂等因素,适用范围广泛。
2. 边界元法边界元法是另一种常用的数值模拟方法。
它将问题转化为求解边界上的物理量分布,避免了对整个区域进行离散化计算。
边界元法适用于具有对称性或者具有复杂几何形状的问题。
3. 网格无关法网格无关法是相对于传统有限元法而言的新兴方法。
它不需要事先确定网格大小和结构,可以自动适应物理量分布的变化。
网格无关法适用于具有较大变形或者复杂几何形状的问题。
三、数值模拟在金属板料成形中的应用1. 成形过程分析数值模拟可以对金属板料成形过程进行分析,预测变形、应力分布等物理量。
通过优化工艺参数,可以避免一些不必要的缺陷和失效。
2. 模具设计数值模拟可以为模具设计提供依据。
通过对成形过程中应力和变形的预测,可以确定合适的模具结构和尺寸,从而达到更好的成形效果。
3. 材料选择数值模拟还可以为材料选择提供参考。
通过预测不同材料在成形过程中的性能表现,可以选择最为适合的材料,提高生产效率和质量。
四、数值模拟存在的问题及发展趋势1. 计算精度问题目前数值模拟存在计算精度不高、计算时间长等问题。
需要进一步发展更加高效精确的数值模拟方法。
2. 跨尺度建模问题金属板料成形涉及到多个尺度,如宏观尺度、晶体尺度等。
如何将不同尺度的模型相结合,进行跨尺度建模是一个重要的研究方向。
3. 多物理场耦合问题金属板料成形涉及到多种物理场,如力学、热学、电磁学等。
如何将这些物理场相互耦合起来进行计算,是数值模拟发展的重要方向之一。
金属板材塑性成形的极限分析一、金属板材塑性成形的基本概念与重要性金属板材塑性成形是一种利用金属材料的塑性变形能力,通过外力作用使其发生形状变化的加工技术。
这种技术广泛应用于汽车、航空航天、家电制造等多个领域,对于提高材料利用率、降低成本、提升产品性能具有重要意义。
1.1 金属板材塑性成形的基本定义塑性成形是指在一定的温度和压力条件下,金属板材在塑性状态下发生形变,最终形成所需形状和尺寸的过程。
这一过程涉及到材料的力学行为、变形机理以及加工工艺等多个方面。
1.2 金属板材塑性成形的重要性金属板材塑性成形技术是现代制造业的基石之一。
它不仅能够提高材料的成形精度和生产效率,还能有效降低生产成本,满足现代工业对高性能、轻量化产品的需求。
二、金属板材塑性成形的关键技术与工艺金属板材塑性成形包含多种关键技术与工艺,这些技术与工艺直接影响成形质量、生产效率和成本。
2.1 金属板材的塑性变形机理金属板材的塑性变形机理是塑性成形的基础。
它涉及到材料内部的微观结构变化,如位错运动、晶粒变形等。
了解这些机理有助于优化成形工艺,提高成形质量。
2.2 塑性成形的主要工艺方法塑性成形的主要工艺方法包括轧制、拉伸、冲压、弯曲等。
每种方法都有其特定的应用场景和优势,选择合适的工艺方法对于保证成形效果至关重要。
2.3 塑性成形过程中的缺陷控制在塑性成形过程中,可能会出现裂纹、起皱、回弹等缺陷。
有效的缺陷控制技术可以显著提高成形件的质量和可靠性。
2.4 塑性成形工艺的数值模拟随着计算机技术的发展,数值模拟已成为塑性成形工艺设计的重要工具。
通过模拟可以预测成形过程中的应力、应变分布,优化工艺参数。
三、金属板材塑性成形的极限分析与应用极限分析是研究金属板材在塑性成形过程中达到极限状态的条件和行为,对于提高成形工艺的安全性和可靠性具有重要意义。
3.1 极限分析的理论基础极限分析的理论基础包括材料力学、塑性力学和断裂力学等。
这些理论为分析金属板材在成形过程中的应力、应变状态提供了科学依据。
金属板材渐进成形的数值模拟及破裂预测李军超;谢锋;赵泽;龚鹏程【摘要】针对板材渐进成形破裂预测对应变路径的过分依赖且无法实时预测的问题,首先,运用FORTRAN语言,通过ABAQUS有限元软件的材料子程序接口,将于忠奇破裂准则引入DC56D+Z钢板的VUMAT材料子程序中;其次,分别将于忠奇模型与ABAQUS自带Von Mises模型进行单向拉伸和渐进成形的模拟;最后,结合渐进成形实验与有限元模拟分析,以实验结果为标准,根据有限元模拟的结果,逆向寻找出于忠奇准则下渐进成形模型的临界破裂积分值I.研究结果表明:两种有限元模型的应力应变大小数量级相同,分布一致,从而说明了该子程序的有效性;渐进成形模拟过程中最大破裂积分值I出现的位置在零件的侧壁,与实验结果一致,积分值I=17可以作为预测渐进成形过程中板材是否破裂的有效条件.【期刊名称】《东北大学学报(自然科学版)》【年(卷),期】2019(040)004【总页数】7页(P488-494)【关键词】渐进成形;有限元分析;于忠奇破裂准则;临界破裂积分值;破裂预测【作者】李军超;谢锋;赵泽;龚鹏程【作者单位】重庆大学材料科学与工程学院,重庆 400044;重庆大学材料科学与工程学院,重庆 400044;重庆大学材料科学与工程学院,重庆 400044;重庆大学材料科学与工程学院,重庆 400044【正文语种】中文【中图分类】TG386金属板料数控渐进成形工艺是一种基于计算机、数控和塑性成形技术基础之上的先进柔性制造工艺.它的特点是引入快速原型制造技术“分层制造”的思想,将复杂的三维形状沿z轴方向离散化,实现了设计与制造一体化的柔性快速制造.这种对板料进行分层渐进成形的方法,无需模具,零件的形状和结构也不受约束[1].在小批量生产、产品定制、缩短研发周期和生产成本等方面具有优越性[2-3].目前,对于汽车和航空航天等制造业中要求产品多品种、小批量、快速更新以及其他领域中薄壳类新产品的开发具有巨大的应用价值[4].自渐进成形技术问世以来,板材减薄及预测一直是研究的重难点.周六如[5]通过实验,验证了渐进成形材料板厚变化符合正弦定律,Hussain等[6]基于正弦定律提出了一种测试板材减薄极限的新方法,并指出成形极限与零件特征和工艺参数有密切联系.Ambrogio等[7]用板材成形过程中的成形力的大小来预测板材是否断裂.Petek等[8]同样运用成形力的大小作为预测板材破裂发生的时间和位置的判断依据.但是在不同应力状态下,相同材料的极限应力也会不同,且只能通过破裂位置的极限应变间接得到极限应力,因此用该方法预测破裂十分困难.Hussain等[9]建立了渐近成形过程的经验成形极限图(FLD),并验证了当层间距和工具头直径在一定范围内时,所建FLD图的有效性.但由于渐近成形过程中弯曲和剪切变形的存在,FLD图只适用于特定零件,具有一定局限性.李磊等[10]运用Oyane破裂准则证明渐进成形的成形极限远高于传统板材成形工艺.于忠奇等[11]成功将韧性破裂准则引入到数值模拟中,并准确地预测了铝合金板材的成形极限.但该方法需要先输出易破裂区单元的历史应力应变信息,而后进行计算判断,且要求易破裂区位置容易估计,因而对板材的破裂预测具有一定的局限性.目前,用于渐进成形方面的破裂准则相关研究不够深入,可用于指导生产的相关破裂准则少之又少.因此,找到较为准确的预测渐进成形破裂情况的破裂准则并建立相关数值模型至关重要.本文基于ABAQUS平台,开发子程序并引入于忠奇韧性断裂准则,对板料渐进成形过程的破裂行为进行数值模拟分析;将渐进成形实验与有限元模拟相结合,运用逆向寻找的方法,确定临界韧性断裂积分值.1 材料本构模型实验所用的材料为DC56D+Z钢板,厚度为0.8 mm.由于该型钢板对应变速率及温度不敏感,根据文献[12]将其本构关系描述为(1)其中:为等效塑性应力;为等效塑性应变;a,b,c为待求材料常数.本文通过单向拉伸实验来确定式(1)中的常数以及DC56D+Z钢板的力学性能.实验过程中,为确保测量材料性能参数的准确性,将板料按与轧制方向成0,45°,90°三个方向取样,每组3个试样,分别进行室温单向拉伸实验.试样尺寸如图1所示.图1 单向拉伸实验试样尺寸(mm)Fig.1 Test sample size for a uniaxial tensile test依据实验得到的各项结果,并通过得到的真实应力-应变曲线拟合得到其本构模型中的相关参数.得到的DC56D+Z的本构模型如式(2)所示:(2)根据计算,DC56D+Z材料模型的其他性能参数如表1所示.表1 材料DC56D+Z相关力学性能参数Table 1 Mechanical parameters of DC56D+Z steel sheet弹性模量GPa屈服强度MPa密度kg·m-3硬化指数泊松比207136.1978500.240.282 于忠奇韧性断裂准则于忠奇韧性断裂准则[13]如式(3)所示:(3)式中:分别为平均应力和等效应力;分别为等效应变和断裂产生处等效应变; p,C为材料常数.在应用韧性断裂准则预测金属板材在成形过程中的破裂时,必须先确定材料常数p,C,对于不同的材料、不同的加载条件,准则中的材料常数也不尽相同.为减小误差,本文采用单向拉伸和平面应变拉伸实验所得的破裂时的极限应变,再结合适合各向异性的Hill屈服准则求解出于忠奇韧性断裂准则中的材料常数p,C.平面应变拉伸实验选用厚度为0.8 mm的DC56D+Z钢板为研究对象,实验设备及条件均与上文单向拉伸实验一致,且同单向拉伸实验一样将板材取样方向按与轧制方向0,45°,90°三个方向取样,每组3个试样.平面应变拉伸试样尺寸如图2所示. 图2 平面应变拉伸试样(mm)Fig.2 Plane strain tensile specimen根据实验的结果,取真实应力最大时刻的应变为破裂时的极限应变,并对3组试样结果取平均值作为最终结果.实验得到单向拉伸时的极限应变为0.217,平面应变拉伸时的极限应变为0.428.获得破裂时的极限应变后,继而解决式(3)中的项的求解.根据Hill屈服准则,在不考虑平面各向异性差别的情况下,应力三轴度和等效应变与单向拉伸第一主应变的比值可分别简化为式(4)和式(5).单向拉伸状态时:(4)平面拉伸状态时:(5)式(4)与式(5)中的r为塑性应变比,其值可由式(6)求得.(6)式中:b0,b分别代表试样变形前后的宽度;t0,t分别代表试样变形前后的厚度.结合式(3)~式(5),计算得到于忠奇韧性断裂准则厚度为0.8 mm的DC56D+Z板材的材料常数C=0.2,p=0.006.3 于忠奇韧性断裂准则子程序模型的建立与验证3.1 于忠奇韧性断裂准则子程序模型的建立本文利用ABAQUS软件进行渐近成形过程模拟.为了使用于忠奇韧性断裂准则实时准确地预测渐近成形过程的破裂情况,并实现板材破裂的可视化,本文通过ABAQUS 的VUMAT接口编写于忠奇韧性断裂准则材料模型,进而实现该软件的二次开发. 将式(3)的于忠奇韧性断裂准则变为式(7)的形式:(7)式中,I为准则的积分值,当该值大于某一临界值时,材料将发生破裂.由于有限元软件可以得到变形单元每步对应的应力应变值,故考虑采用梯形法计算式(8)的积分值.梯形法的计算原理如下:(8)对应于忠奇准则,式(8)中f(x)即为将式(7)的于忠奇准则写成梯形法的形式,如式(9)所示:接下来便可用Fortran语言将式(9)编入子程序中完成于忠奇准则的编写.设置积分值I为子程序中判定材料是否破裂的标准.为了实现材料破裂的可视化,在子程序中指定控制单元删除标志的状态变量,当该变量值为1时,材料点为激活状态;若某单元的破裂积分值大于临界值时,赋值该状态变量为0,材料点便被删除,从而实现板料破裂的可视化.3.2 子程序模型的验证为了验证开发的VUMAT子程序的正确性,利用ABAQUS软件对板料进行单向拉伸实验模拟.模拟分为两组进行.第一组模拟调用含有于忠奇准则的VUMAT用户子程序.为了与实际情况相符,将程序中判断板料破裂的临界积分值I设为1[10].第二组采用软件自带的Mises模型.通过对比两组模型拉伸模拟发生缩颈时的应力应变,验证于忠奇模型的有效性.图3为模拟后的应力分布云图.可见,Mises模型模拟后的应力区间为138.7~485.6 MPa,于忠奇准则模拟后的应力区间为138.1~493.8 MPa.同样的,在图4中,Mises模型的应变区间为0 ~0.525 4,于忠奇准则的应变区间为0.006 478~0.520 6.可见两种模型的应变大小数量级相同,分布一致,这说明该子程序编写的VUMAT子程序能够有效地分析DC56D+Z钢板的变形规律.图3 单向拉伸模拟应力分布云图Fig.3 Simulated stress contour of the sample in uniaxial tensile test(a)—Mises模型结果; (b)—于忠奇准则模型结果.图4 单向拉伸模拟应变分布云图Fig.4 Simulated strain contour of the sample in uniaxial tensile test(a)—Mises模型结果; (b)—于忠奇准则模型结果.观察图3与图4,两组模拟的应力应变分布规律相同,最大值均出现在板料的中间发生颈缩处,与实际相吻合.总体来说,于忠奇准则模型子程序对单向拉伸实验模拟结果与ABAQUS自带Mises准则模拟结果一致,同时二者与实际实验结果相差微小,由此可证明编写的于忠奇模型子程序是有效的.3.3 子程序模型在渐进成形过程中的验证验证子程序有效后,应进一步在渐近成形过程中去验证其有效性,本文采用尺寸为160 mm×140 mm×0.8 mm的DC56D+Z钢板作为成形坯料,成形如图5所示的圆锥制件.设置的工艺参数如下:工具头半径2.5 mm,层间距1 mm,上下压边圈的压边力为2 000 N,工具头加工速度为2 500 mm/s,板料与工具头之间的摩擦系数为0.05,板料与其他部件间的摩擦系数为0.25.此外,设置模拟的放大系数为1 500.渐进成形模拟的模型装配图如图6所示.图5 需成形制件尺寸(mm)Fig.5 Size of the target workpieceMises模型与于忠奇准则及程序模型模拟结果如图7,图8所示.由图7可见,Mises 模型计算出的应力大小区间分布为13.81~661.9 MPa;于忠奇准则模型计算出的应力分布区间为11.27~691.2 MPa.两组模拟的应力结果数量级相同,大小相近.同时,两组模拟结果的应力分布结果大致相同.图6 板材数控渐进成形CAE模型Fig.6 CAE model for NC incremental sheet forming for metals图7 渐进成形模拟应力分布云图Fig.7 Calculated stress contour in incremental sheet metal forming simulation(a)—Mises模型结果; (b)—于忠奇准则模型结果.两组模拟的应变结果如图8所示.Mises模型所得最大应变为2.155,于忠奇准则模型所得最大应变为2.436.二者的差距在可接受的范围之内.此外,与应力分布相同的,二者的应变分布结果也一致.成形后的板料顶部与法兰部分未参与变形,应变均为0,与实际相符.图8 渐进成形模拟应变分布云图Fig.8 Calculated strain contour in incremental sheet metal forming simulation(a)—Mises模型结果; (b)—于忠奇准则模型结果.4 于忠奇韧性断裂准则对渐进成形过程破裂的预测本文采用渐进成形实验测定出破裂时的成形高度,根据有限元模拟出破裂高度所在位置处的应变,应变值逆向求解得出破裂时的临界积分值I.4.1 实验参数为了寻找破裂积分值I,本文设计了3组模拟,并有3组工艺参数相同的实验与之对应.每组的工艺参数如表2所示.表2 工艺参数Table 2 Parameters in processing方案层间距p/mm工具头半径r/mm成形角α/(°)加工速度v/(mm·s-1)18020.54852000390实验目标制件形状及尺寸,除成形角外,与上节模拟目标圆锥制件一致.本文实验设备为重庆大学NH3532三轴数控渐进成形机.4.2 实验和模拟结果分析与讨论实际所得制件和相同参数下的3组模拟如图9所示.可见,每个模拟的结果有一个共同点,破裂积分值I从上至下大体呈现先增大后减小的趋势,这与渐进成形过程中板料厚度减薄率的变化情况相同[14].图9 实验和有限元模拟结果对比Fig.9 Comparison between experimental and finite element simulation results(a)—成形角=80°; (b)—成形角α=85°; (c)—成形角α=90°.各个模拟的最大破裂积分值I所在单元对应的Z向坐标值及同参数下加工制件破裂位置对应加工高度如表3所示.由表中数据模拟所得最大破裂积分值I对应坐标与实际发生破裂的位置基本相符.说明模拟结果是符合实际的,模拟所得的最大破裂积分值即为临界破裂积分值.分析各组模拟所得最大I,判断临界破裂积分值在17左右.考虑到实际破裂位置为制件破裂后一段时间所测得,并且数值模拟所得值为单元瞬时值,故模拟值应略高于实际值,从而确定临界破裂积分值I=17能作为有效地预测渐进成形过程中板材破裂是否发生的判据.表3 模拟结果与实验制件破裂位置相关数据比较Table 3 Comparison of the correlation data between the simulation results and the fracture position from the experiment变量80°85°90°实际加工高度/mm87.56数值模拟Imax 出现位置/mm7.947.676.23最大破裂积分值16.3016.9218.445 结论1) 结合单向拉伸实验和平面应变拉伸实验确定了于忠奇韧性破裂准则中的材料常数值为:C=0.2,p=0.006.2) 基于ABAQUS平台建立了于忠奇模型子程序,并通过采用该子程序模型和软件自带的Von Mises模型模拟单向拉伸的变形过程,对比模拟结果与实验所得数据,验证了子程序的有效性.3) 通过模拟板材渐进成形过程,发现两种模型计算出的应力应变一致,且发现其他参数一定的情况下,随着成形深度的增加,破裂积分值I先增加后减小,与实际相符,进而证明了于忠奇模型子程序在模拟渐进成形过程中的有效性.4) 通过多组实验和模拟分析发现:渐进成形过程中的最大破裂积分值I出现在零件侧壁,且破裂位置对应的最大破裂积分值I均与17接近,故可认为I=17为判断板材渐进成形过程中是否破裂的临界条件.参考文献:【相关文献】[1] 莫健华,叶春生,黄树槐.金属板料数控无模成形及快速制模[J].电加工与模具,2002(1):15-18. (Mo Jian-hua,Ye Chun-sheng,Huang Shu-huai.Numerical control die forming and rapid die making of metal sheet[J].Electromachining & Mould,2002(1):15-18.)[2] Martins P A F,Bay N,Skjoedt M,et al.Theory of single point incremental forming [J].CIRP Annals-Manufacturing Technology,2008,57(1):247-252.[3] Nimbalkar D H,Nandedkar V M.Review of incremental forming of sheet metal components [J].International Journal of Engineering Research &Applications,2013,3(5):23-28.[4] 李燕乐,陈晓晓,李方义,等.金属板材数控渐进成形工艺的研究进展[J].精密工程,2017(1):1-9. (Li Yan-le,Chen Xiao-xiao,Li Fang-yi,et al.Research progress of numerical control incremental forming of sheet metal[J].Precision Engineering,2017(1):1-9.)[5] 周六如.板料数控渐进成形变形区厚度变化规律研究[J].机械工程学报,2011,47(18):50-54. (Zhou Liu-ru.Study on variation of thickness of asymmetrical deformation zone of sheet metal[J].Chinese Journal of Mechanical Engineering,2011,47(18):50-54.)[6] Hussain G,Gao L.A novel method to test the thinning limits of sheet metals in negative incremental forming[J].International Journal of Machine Tools andManufacture,2009,47(3/4):419-435.[7] Ambrogio G,Filice L,Micari F.A force measuring based strategy for failure prevention in incremental forming[J].Journal of Materials Processing Technology,2006,177(1/2/3):413-416.[8] Petek A,Kuzman K,Suhac B.Autonomous online system for fracture identification at incremental sheet forming[J].CIRP Annals-Manufacturing Technology,2011,60(1):283-286.[9] Hussain G,Gao L,Hayat N,et al.A new formability indicator in single point incremental forming[J].Journal of Materials Processing Technology,2009,209:4237-4242.[10] 李磊,周晚林,Hussain G.金属板料单点渐进成形极限的数值模拟预测[J].机械工程学报,2010,46(18):102-107.(Li Lei,Zhou Wan-lin,Hussain G.Numerical simulation of single point incremental forming limit of sheet metal [J].Journal of Mechanical Engineering,2010,46(18):102-107.)[11] 于忠奇,杨玉英,王永志,等.基于韧性断裂准则的铝合金板材成形极限预测[J].中国有色金属学报,2003,13(5):1223-1226.(Yu Zhong-qi,Yang Yu-ying,Wang Yong-zhi,et al.Prediction of forming limit of aluminum alloy sheet based on ductile fracture criterion[J].The Chinese Journal of Nonferrous Metals,2003,13(5):1223-1226.)[12] 刘春达,张旭,刘健.板材数控渐进成形过程数值分析与实验研究[J].锻压技术,2012,37(5):35-39. (Liu Chun-da,Zhang Xu,Liu Jian.Numerical analysis and experimental study on numerical control progressive forming process of sheet metal[J].Forging & Stamping Technology,2012,37(5):35-39.)[13] 于忠奇.基于Lemaitre损伤理论的韧性断裂准则建立及板料成形极限预测[D].哈尔滨:哈尔滨工业大学,2003:21-28.(Yu Zhong-qi.Establishment of ductile fracture criterion based on Lemaitre damage theoryand prediction of sheet metal forming limit [D].Harbin:Harbin Institute of Technology,2003:21-28.)[14] 陶龙,王进,姜虎森.单点渐进成形时工艺参数对成形能力的影响[J].锻压技术,2012,37(3):19-22. (Tao Long,Wang Jin,Jiang Hu-shen.Influence of process parameters on forming ability in single point progressive forming[J].Forging & Stamping Technology,2012,37(3):19-22.)。
金属薄板成形性能试验1. 简介成形性能是指薄板对各种冲压成形的适应能力,即薄板在指定加工过程中产生塑性变形而不失效的能力。
成形性能研究的重点是成形极限的大小,也就是薄板发生破裂前能够获得的最大变形程度。
1.1 模拟成形性能指标选择或评定金属薄板冲压成形品级时,可对模拟成形性能指标提出要求。
设计或分析冲压成形工艺过程,以及设计冲压成形模具时,经常需要参考模拟成形性能指标的数据。
薄板常用模拟成形性能指标有:1、胀形性能指标:杯突值IE;2、拉深性能指标:极限拉深比LDR或载荷极限拉深比LDR(T);3、扩孔(内孔外翻)性能指标:极限扩孔率(平均极限扩孔率)λ(λ);4、弯曲性能指标:最小相对弯曲半径R min/t;5、“拉深+胀形”复合成形性能指标:锥杯值CCV;6、面内变形均匀性指标:凸耳率Z e;7、贴模(抗皱)性指标:方板对角拉伸试验皱高;8、定形性指标:张拉弯曲回弹值。
1.2 特定成形性能指标选择或评定金属薄板冲压成形品级、协议金属薄板的订货供货、设计或分析冲压成形工艺过程时,可对金属薄板的材料特性指标或工艺性能指标提出要求,或参考它们的数据,它们统称为特定成形性能指标:1、塑性应变比(r值)或平均塑性应变比(r);2、应变硬化指数(n值);3、塑性应变比平面各向异性度(r∆)。
1.3 局部成形极限评定、估测金属薄板的局部成形性能,或分析解决冲压成形破裂问题时,可使用金属薄板的成形极限图或成形极限曲线。
1.4 其他以上所列举的各种成型性能试验方法均为我国冲压生产和冶金制造行业已经使用或比较熟悉的模拟成型性能试验方法,而且也属于国际上的主流成形性能试验范畴。
除这些方法外,国际上还流行其他一些模拟成形性能试验,见图1。
图1 模拟成形性能试验方法注:整体成形极限指金属薄板在冲压过程中发生颈缩、破裂、皱曲等成形缺陷之前,某种特定的整体几何尺寸或某种几何特征的整体尺寸可以达到的极限变形程度。
局部成形极限指金属薄板在冲压过程中发生颈缩、破裂、皱曲等成形缺陷之前,局部点位或局部变形区域可以达到的极限变形程度。
(3)该技术是对板材局部加压,变形连续积累而达到整体成形,具有变形工艺力小,设备小,投资少;近似于静压力、振动小、噪音低,可以成形其他技术无法成形的零件。
(4)易于实现自动化,三维造型,工艺规划,成形过程模拟、成形过程控制等过程全部采用计算机技术,实现CAD/CAM/CAE一体化生产,是一项很有发展前途的先进制造技术。
但到目前为止该技术还限于实验室研究阶段,而且大多数仅限于研究轴对称零件,零件形状简单,有关基础理论的研究还没有展开。
日本的AMINO公司制造出样机,但缺乏相应的成形基础研究,缺乏基于成形理论的控制软件。
除了同本(和我国华中科技大学)有少量报道[”】,国内外还没有作广泛研究。
图1.2日本AMINo公司所开发的一种样机圈1.3数字化无模渐进成形加工的薄壳类样件目前国内华中科技大学快速成形中心也已经开发出样机,如图1.4所示,1.4板材单点渐进成形样机图1.5成形的样梓ANSYS/L¥_DYNA是全缴界范围连最知名的有限元显式求解程序。
程序翼:发的最初稿的是为北约组级的武器结构设计、防护结构服务,是该组织的PublicDomain程序,后来巍驶化后广泛传揆剔世爨各地的研究机构和大学。
从理论肇口算法蕊言,LSDYNA怒嗣前所有的显式求解程序的弊租和理论基础。
经过多年豹发展,LSDYNA已经成为功能最丰寓、应用领域最广、全球用户最多的有限元显式求勰程序。
ANSYS/L¥DYNAt271128]f29】的应用领域是:各种爆炸过程仿真、高速弹丸对板靶的穿翠模拟、离速碰潼模拟(如飞机、汽车、火车、船舶碰撞事故簪}起的结构动力响应和破坏)、乘客的安全性分析(保护气囊与假人的相互作用,安全惜的可靠性分析)、零件制造(冲逶、锻压、铸造、挤压、礼制、越塑性成形等)、机械部件的运动分析、建筑物的地震设计、罐状容器的设计、生物医学工程等这些高度非线性复杂瞬态动力学闯题。
·高发非线性瞬态动力分析高速大整碰撞分辑·复杂运动学分析爨1。
金属合金的性能预测和设计金属合金是由两种或两种以上金属混合而成的一种材料,具有优异的物理、化学和力学性能,在工业生产和科学研究中都有广泛的应用。
然而,如何预测和设计金属合金的性能是一个具有挑战性的问题,在材料科学领域得到了广泛的关注。
一、金属合金的性能预测金属合金的性能预测是指利用理论计算或实验方法预测材料的力学性能、热力学性能和物理性能等指标。
目前,常用的方法有以下几种。
1.理论计算方法理论计算方法是一种基于物理和数学基础的方法,可对材料的微观结构和性质进行详细分析和计算。
其中,第一性原理计算方法是比较常用的方法之一。
该方法基于量子力学理论,通过计算材料中原子或离子的能量和波函数来预测材料的性质,能够提供准确的电子结构信息和物理性质参数,例如材料的结构、能带结构、电子密度、磁性等。
此外,分子动力学模拟和晶体学分析也是理论计算方法的重要分支,可预测材料的力学和热力学性能。
2.实验方法实验方法是通过对金属合金进行实验测试来预测材料的性能指标。
常用的实验方法有拉伸试验、压缩试验、硬度试验、断裂韧度试验等。
通过对实验结果的分析和处理,可以获得材料的弹性性能、变形行为、断裂特性等信息。
3.半经验方法半经验方法是基于经验规律和半定量模型的方法,其适用范围广,但准确度相对较低。
例如,多种材料参数模型能够基于经验定律预测热力学性能、硬度以及其他宏观力学性质。
二、金属合金的性能设计金属合金的性能设计是指通过材料组成、微观结构和加工工艺等控制因素来实现材料性能的目标。
金属合金的性能设计通常包括以下三个方面内容。
1.组成设计金属合金的组成是其性能的基础。
因此,对金属合金的组成进行设计是实现性能设计的第一步。
根据不同的应用要求,需要确定各元素的种类和含量,以及相互之间的比例和配比。
此外,需要考虑元素之间的互作用、晶格扭曲、非平衡相和微观缺陷对性能的影响,从而保证合金的性能符合设计要求。
2.多尺度结构设计金属合金的性能不仅受材料组成影响,同时也受材料的微观结构影响。
金属材料成型工艺中的数值模拟方法与分析金属材料的成型工艺在制造业中具有重要的地位,它能够将金属材料通过塑性变形、热压等方式加工成所需的形状和尺寸。
然而,传统的试验方法对于成型工艺的研究和优化存在时间长、成本高、试错率高等问题,因此,数值模拟方法成为了预测和分析金属材料成型工艺的重要手段。
数值模拟方法在金属材料成型工艺中的应用主要包括有限元方法、计算流体力学方法和细观模拟方法等。
其中,有限元方法是最常用的一种数值模拟方法。
有限元方法通过将材料划分成很多个小单元,通过求解场方程和边界条件,可以获得材料的应力、应变、温度等信息。
有限元方法适用于各种类型的金属材料成型工艺,例如拉伸、压缩、弯曲、挤压等。
通过有限元模拟,可以预测金属材料在不同载荷下的变形情况、应力分布和应力集中等。
计算流体力学方法在金属材料成型工艺中的应用相对较少,主要用于模拟金属的液态成型过程,例如压铸、浇铸等。
计算流体力学方法通过求解连续介质的流体动力学方程,可以获得金属液态成型过程中的流动状态、温度分布和应力情况。
这对于优化金属液态成型工艺的参数和工艺条件具有重要的指导意义。
细观模拟方法是一种基于金属材料微观结构的数值模拟方法。
通过对金属材料微观结构的建模和仿真,可以预测金属材料在成型过程中的细观组织演化、相变行为和力学性能等。
细观模拟方法在金属材料成型工艺中的应用越来越广泛,可以用于研究金属材料的晶粒长大、析出相的形成和变化、位错运动等过程,以及金属材料在成型过程中的塑性行为和损伤行为等。
数值模拟方法在金属材料成型工艺中的应用有以下几个优点。
首先,数值模拟方法可以提供一种经济高效的预测和分析手段。
通过数值模拟,可以在工艺实施前对成型工艺进行优化,减少试错次数和成本。
其次,数值模拟方法可以提供一种可重复性强的研究手段。
通过改变模拟条件和参数,可以对成型工艺进行多种不同的预测和分析,帮助研究人员深入了解金属材料的成型机理和行为。
最后,数值模拟方法可以提供一种非常准确的预测和分析结果。
金属板材不同变形方式下冲压成形极限减薄率测试及评价方法金属板材不同变形方式下冲压成形极限减薄率测试及评价方法1适用范围本规范规定了金属板材不同变形方式下成形极限减薄率测试的相关术语和定义、试验原理、参数定义、符号和说明、试验方法、试验环境、试验装备、试验过程、数据处理和试验报告要求等。
适用于金属板材,包括金属钢板、铝合金、镁合金等冲压用板材的成形极限减薄率评价,适用金属板材厚度区间0.35-3.0mm。
2规范性引用文件下列文件对于本技术规范的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有修改单)适用于本文件。
1)GB/T 1.1 规范化工作导则第1部分:规范的结构和编写;2)GBT 15825.1-2008 金属薄板成形性能与试验方法第1部分:成形性能和指标;3)GBT 15825.2-2008 金属薄板成形性能与试验方法第2部分:通用试验规程;4)GBT 15825.3-2008 金属薄板成形性能与试验方法第3部分:拉深与拉深载荷试验;5)GBT 24524-2009 金属材料薄板和薄带扩孔试验方法;6)GBT 232-2010 金属材料弯曲试验方法(2011-6-1实施);7)GBT 24171.1-2009 金属材料薄板和薄带成形极限曲线的测定第1部分:冲压车间成形极限图的测量及应用;8)GBT 24171.2-2009 金属材料薄板和薄带成形极限曲线的测定第2部分:实验室成形极限曲线的测定;9)GBT 228-2008 金属材料拉伸试验方法;注:执行引用标准的最新版本,当引用标准与本标准发生不一致值,需要对本标准进行更新。
3参数定义,符号和说明1)21εε,:主真实应变(Major strain )、次真实应变(Minor strain ),单位:-。
2)lim -t e :极限减薄率(limit thinning rate ),单位:-。
金属板材成型性参数的预测方法
王超群
【期刊名称】《中国有色金属学报》
【年(卷),期】1997(007)001
【摘要】在材料织构定量分析的基础上,由织构级数展开系数计算金属板材的成型性参数,如塑性应变比R值与泰勒因子M等。
通过物理数学模型的选择,提出了改进的简化数模,采用Bunge符号系统与晶体学处理方法,建立了测算织构金属材料的成型性参数的新方法,理论预测与力学性能测试的结晶一致,证实了该法的准确性和可靠性。
【总页数】4页(P84-87)
【作者】王超群
【作者单位】北京有色金属研究总院
【正文语种】中文
【中图分类】TG113.253
【相关文献】
1.选区激光熔化工艺参数对Ti6Al4V粉末成型性的影响 [J], 李婧;白培康;王建宏;张格
2.工艺参数对聚丙烯单丝经编疝气修补网片三维成型性能的影响 [J], 杨曈;马丕波
3.工艺参数对用陶瓷可塑料制成的管状制品成型性能的影响 [J], 李连洲
4.药型罩结构参数对定向多爆炸成型弹丸成型性能的影响 [J], 牛文煜;王芳;周末;
纪刘奇
5.浅谈木塑复合材料挤出加工工艺参数对成型性能的影响 [J], 赵忠玉
因版权原因,仅展示原文概要,查看原文内容请购买。