STD0509沙迪克打孔机操作说明书
- 格式:doc
- 大小:4.45 MB
- 文档页数:11
打孔机系统说明书燕山大学一、主体设备(1)打孔机设备(2)打孔机设备控制柜二、运行方式(1)打孔机自动工作方式;(2)打孔机手动工作方式。
三、生产线启停及运行操作(1)闭合位于打孔机控制柜右侧的开关,“电源指示灯”亮,“运行指示灯”亮。
触摸屏进入产品欢迎界面。
如图1所示:图1 产品欢迎界面(2)点击触摸屏,进入冲头针数界面选型界面。
如图2所示(1)、(2):(1)(2)图2 冲头针数设置界面(1)、(2)(1)界面可以对冲头针数进行设置。
按下针数设置后的输入数字键,触摸屏弹出界面(2)输入针数点后,按下ENT键。
返回界面(1),按下步长选择键,进入步长选择界面、进行后续操作。
(最大针数设置为100次)(ESC键为取消键、CLR为清除键、ENT为确定键)(3)步长选择界面如图3所示:图3 步长选择界面本界面提供步长为1.5mm-12.50mm的23种产品。
例如:如需要选择步长为3.5mm的产品。
则按下触摸屏中3.50按钮,按钮变亮则视为已经选择步距3.5的产品。
(注意:如已经选择一个型号产品,继续按下其他的产品按键则系统自动跳转到下一产品的步距。
)选择产品后,按生产界面按钮。
进入生产界面(5)生产界面如图4所示:图4 生产界面本界面可以设置打孔机的生产速度(单位次/分钟,最大速度500次/分钟)。
设有产品清零按键,同时可以显示目标产量和当前产量。
按下目标产量后面的数字键盘和生产速度后面的数字键盘弹出图5界面:图5 产品设置界面输入目标产量后、按ENT键。
输入速度后、按下ENT键、返回图4生产界面。
按下速度确认键。
按操作界面按钮,进入操作界面。
如需参量清零,则按下产量清零键。
(6)操作界面如图6所示:图6 操作界面1、操作界面能分别对打孔机进行回原点、手动回原点、连续打孔、连续引带、正向引带、反向引带。
2、若开关在自动位置,按下启动按钮。
冲孔机开始工作(步距为产品选择界面所选产品型号)按下停止按钮,冲孔机停止。
打孔机作业指导书一、任务概述本作业指导书旨在向操作人员提供打孔机的正确操作步骤,以确保操作人员能够安全、高效地使用打孔机进行工作。
本指导书包括打孔机的基本原理、操作前的准备工作、操作步骤、常见问题及解决方法等内容。
二、打孔机基本原理打孔机是一种用于在纸张、塑料、皮革等材料上进行打孔的机械设备。
其基本原理是通过电机驱动打孔刀具,将刀具上的尖锐部分插入材料中,形成孔洞。
打孔机通常由电机、传动装置、打孔刀具等部分组成。
三、操作前的准备工作1. 确保打孔机处于稳定的工作台面上,并连接好电源。
2. 检查打孔刀具是否安装正确,并确保刀具锋利。
3. 检查打孔机的传动装置是否正常运转,并添加润滑油。
4. 穿戴好个人防护装备,如手套、护目镜等。
四、操作步骤1. 打开打孔机的电源开关,确保电源正常通电。
2. 将待打孔的材料放置在打孔机工作台上,并将其固定好,以防止移动。
3. 调整打孔机的工作台高度,使其与材料对齐。
4. 根据需要选择合适的打孔刀具,并将其安装到打孔机上。
5. 调整打孔机的工作速度和深度,以适应不同材料的要求。
6. 将材料靠近打孔刀具,确保刀具与材料接触。
7. 按下打孔机的启动按钮,开始进行打孔操作。
8. 在打孔过程中,保持材料和打孔刀具的稳定,避免晃动或抖动。
9. 打孔完成后,松开启动按钮,停止打孔机的运转。
10. 将打好孔的材料取下,并进行下一步工作。
五、常见问题及解决方法1. 打孔机无法启动可能原因:电源故障、电机损坏等。
解决方法:检查电源连接是否正常,更换电机或维修电路。
2. 打孔刀具无法插入材料可能原因:刀具钝化、材料过厚等。
解决方法:更换锋利的刀具,调整打孔机的工作深度。
3. 打孔孔洞不规则可能原因:打孔刀具不稳定、材料不平整等。
解决方法:调整打孔机的工作速度和深度,保持材料平整。
4. 打孔机工作噪音大可能原因:传动装置故障、未添加润滑油等。
解决方法:检查传动装置是否正常,添加润滑油进行维护。
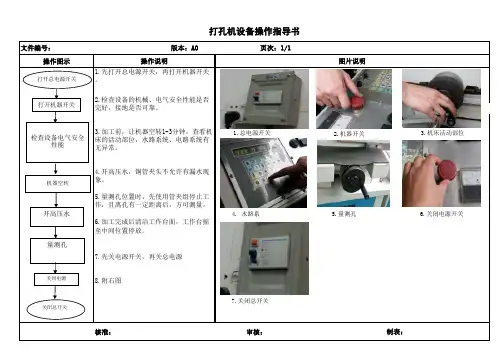
操作图示核准:审核:打孔机设备操作指导书文件编号:版本:A0页次:1/1操作说明图片说明1.先打开总电源开关,再打开机器开关。
2.检查设备的机械、电气安全性能是否完好,接地是否可靠。
3.加工前,让机器空转1-3分钟,查看机床的活动部位,水路系统、电路系统有
无异常。
4.开高压水,铜管夹头不允许有漏水现象。
5.量测孔位置时,先使用管夹组停止工作,且离孔有一定距离后,方可测量。
制表:7.先关电源开关,再关总电源
6.加工完成后清洁工作台面,工作台摇至中间位置停放。
8.附右图
检查设备电气安全
性能打开总电源开关打开机器开关
机器空转量测孔
关闭电源关闭总开关
开高压水
2.机器开关4.水路系 5.量测孔
3.机床活动部位
1.总电源开关 6.关闭电源开关7.关闭总开关。
沙迪克操机基本流程A.按下 [source ON]→ [POWER ON]→限位移动→机床检查(包括:①电极丝残量充足;②加工液量充足;③过滤器压力适当;④电极丝张力要适当;⑤导电块40 小时换一次;⑥下眼模不能松动;⑦眼模开关要灵活;⑧工作台里无废弃物;⑨开机后UV要回到零。
B.一件工件完整的加工流程:关机后开机校正机台垂直→安装工件→校平行→定机高(A-7 )→校垂直→碰数→定位→程序调入→干加工检查极限,压板是否会撞机→程序保存→开始加工(A-4=UV 清零, A-5= 回机械垂直, A-7=锁机高)【 1】怎样看图纸,a确认第一视角还是第三视角b单位公差 , 已标注公差和未标注公差c哪些要线割的 ,d线割处的厚度e能不能贴面加工f基准在哪里 , 零点在哪里 , 是要分中还是要碰单边取数g想好怎样装夹和取数 , 装夹时还需要哪些工具h如果是孔 , 是否要配孔 , 用什么配孔 ?用已加工好的冲子配还是用块规配, 还是用针规配 , 如果是公差是+以上 , 根本经验不需要配也能割准.【 2】怎样装夹工件,a 装夹前先检查工件, 如果要割孔 , 看看孔打了没有, 有没有打穿b装夹工件时压板尽量保持水平,防止螺纹孔滑丝;螺钉长度足够,防止螺纹孔崩裂;防止工件掉进工作箱,损坏陶瓷台或砸坏导电线。
c工件和夹具不要低于床台面d上面的压板前面不要超过下面的床台或拖板e小心操作,避免上机头与工件或夹具碰撞,造成零部件损坏。
f当工件表面不平时不能用贴面加工,喷嘴与工件的间隙必须保证在任何位置都超过。
【 3】校表:①校边平行表针成 30 度以内靠近工件要校的边,按住 X+X-Y+Y-移动表,表顺时针转,说明所移动的方向高了,用铜棒敲下去;表顺逆针转,说明所移动的方向低了,用铜棒敲平,来回移动轴一直到表针不动为止。
②校平面平面在 2 丝以内,一般情况下,是容许的。
如果多了,就要用铜棒或压板调节,或者垫纸,最终校平为止。
沙迪克操机基本流程A. 按下[source ON] [POWER ON]宀限位移动宀机床检查(包括:①电极丝残量充足;②加工液量充足;③过滤器压力适当;④电极丝张力要适当;⑤导电块40小时换一次;⑥下眼模不能松动;⑦眼模开关要灵活;⑧工作台里无废弃物;⑨开机后UV 要回到零。
B. —件工件完整的加工流程:关机后开机校正机台垂直T安装工件T校平行T定机高(A-7 校垂直T碰数T定位T程序调入T干加工检查极限,压板是否会撞机T程序保存T开始加工(A-4=UV清零,A-5=回机械垂直,A-7=锁机高)【1】怎样看图纸,a 确认第一视角还是第三视角b 单位公差, 已标注公差和未标注公差c 哪些要线割的,d 线割处的厚度e 能不能贴面加工f 基准在哪里,零点在哪里, 是要分中还是要碰单边取数g 想好怎样装夹和取数, 装夹时还需要哪些工具h 如果是孔,是否要配孔,用什么配孔?用已加工好的冲子配还是用块规配,还是用针规配, 如果是公差是+以上,根本经验不需要配也能割准.【2】怎样装夹工件,a装夹前先检查工件,如果要割孔,看看孔打了没有,有没有打穿b 装夹工件时压板尽量保持水平,防止螺纹孔滑丝;螺钉长度足够,防止螺纹孔崩裂;防止工件掉进工作箱,损坏陶瓷台或砸坏导电线。
c 工件和夹具不要低于床台面d 上面的压板前面不要超过下面的床台或拖板e 小心操作,避免上机头与工件或夹具碰撞,造成零部件损坏。
f 当工件表面不平时不能用贴面加工,喷嘴与工件的间隙必须保证在任何位置都超过。
【3】校表:①校边平行表针成30度以内靠近工件要校的边,按住X+X-Y+Y-移动表,表顺时针转,说明所移动的方向高了,用铜棒敲下去;表顺逆针转,说明所移动的方向低了,用铜棒敲平,来回移动轴一直到表针不动为止。
②校平面平面在 2 丝以内,一般情况下,是容许的。
如果多了,就要用铜棒或压板调节,或者垫纸,最终校平为止。
用手少力涅住工件,感觉会不会动,感觉冲水不会动,就校好平面了平面校好后,要重新再校一下边,看下有没有变化,如果有变化,要再校平,再看平面,如果有变化,继续校好,如果平面很平了,不用校了。
打孔机作业指导书一、背景介绍打孔机是一种常见的办公设备,主要用于打孔文件、文件夹等办公材料。
为了确保打孔机的正常使用和操作安全,本作业指导书旨在提供详细的操作步骤和注意事项,以帮助操作人员正确使用打孔机。
二、操作步骤1. 准备工作a. 确保打孔机处于稳定的工作台面上,避免在不稳定的环境下使用。
b. 检查打孔机的电源线是否牢固连接,并确保插头与电源插座相匹配。
c. 检查打孔机的刀片是否锋利,如有需要,请更换刀片。
2. 调整打孔机a. 打开打孔机的侧面盖板,将需要打孔的文件夹或文件放置在打孔机的工作台上。
b. 根据文件夹或文件的尺寸,调整打孔机的纸张导向器,使其与文件夹或文件的边缘对齐。
c. 根据需要,调整打孔机的孔距,以满足不同文件夹或文件的要求。
3. 进行打孔操作a. 双手握住打孔机的手柄,将文件夹或文件顶住纸张导向器,使其稳固地固定在打孔机的工作台上。
b. 用适当的力量向下按压手柄,使打孔机的刀片穿透文件夹或文件,完成打孔操作。
c. 松开手柄,将打孔好的文件夹或文件取出。
4. 清理和维护a. 使用刷子或干净的布清理打孔机的工作台和刀片,确保无残留物影响下次使用。
b. 定期检查打孔机的机械部件是否松动或磨损,如有需要,请及时维修或更换零部件。
三、注意事项1. 在使用打孔机之前,请仔细阅读并理解本操作指导书的内容,确保操作人员了解正确的使用方法和安全注意事项。
2. 在操作打孔机时,应保持专注并集中注意力,避免分心或急躁,以免发生意外事故。
3. 在使用打孔机时,应确保周围没有其他人员或障碍物,以免发生伤害或设备损坏。
4. 打孔机的刀片锋利,请勿将手指或其他物体靠近刀片,以免造成伤害。
5. 在清理和维护打孔机时,务必先断开电源,并等待打孔机完全停止运转后再进行操作,以确保安全。
四、常见问题解答1. 打孔机打孔不准确怎么办?答:首先,请检查打孔机的刀片是否锋利,如需要更换,请替换为新的刀片。
其次,请确认文件夹或文件是否正确放置在打孔机的工作台上,并调整纸张导向器和孔距,确保与文件夹或文件的边缘对齐。
精心整理沙迪克操机基本流程A.按下[sourceON]→[POWERON]→限位移动→机床检查(包括:①电极丝残量充足;②加工液量充足;③过滤器压力适当;④电极丝张力要适当;⑤导电块40小时换一次;⑥下眼模不能松动;⑦眼模开关要灵活;⑧工作台里无废弃物;⑨开机后UV要回到零。
B.一件工件完整的加工流程:关机后开机校正机台垂直→安装工件→校平行→定机高(A-7)→校垂直→碰数→定位→程序调入→干加工检查极限,压板是否会撞机→程序保存→开始加工(A-4=UV清零,A-5=回机械垂直,A-7=锁机高)【1】怎样看图纸,abcdefgh是+-0.02【2abcdef。
【3如果平面很平了,不用校了。
进行下一步。
③打旋转什么情况下打旋转:一般圆棒和圆锥或者不便于用表去校的工件,可以打旋转,如果是打表校正时间很长,用打旋转可以节约时间,也可以用打旋转校边平行打旋转的方法:先在左边碰一点→G92XY→移到右边同一个直线的地方碰一点→MDI里面输入KX*.*KY*.*回车下一行输入G126(*.*中的数为当前XY座标中显示的数)→-按绿色键ENT执行→然后再在这条直线上碰两点,验正这条边是不是打旋转正确了,也就是水平了打旋转后哪些操作功能不要使用:不要用G97不要校垂直(校工件火花垂直最好在打旋转之前做好)不要用无代码中的垂直校火花【4】有锥度工件怎样设置TP值床台面到编程面的距离=TP值流程:用表在床台上点一点数,指针指到某一格,心里记住→MDI中输入G92Z,执行→抬机头,在所要取编程面的地方点一点数,表针要移到刚才心里记住的那一格→记下Z轴数,写入到程式中【5】怎样定机高定机高流程:按XY将机头移至工件上方位置→按Z-,将机头降下一点→机头降到快接近工件时,把档位按到2档→慢慢按Z-将机头降下来→用铜片在机头和工件间前后左右移动,直到铜片移动有点阻力的感觉→按A-7锁机高什么情况下要校自动穿线的水花?为了让自动穿线成功率高。
打孔机作业指导书一、背景介绍打孔机是一种常用的办公设备,用于对纸张、文件等材料进行打孔,以方便整理和存档。
为了正确、高效地操作打孔机,本指导书将详细介绍打孔机的使用方法和注意事项。
二、打孔机的基本结构1. 打孔机主体:包括底座、手柄、导杆等部件,用于固定和操作打孔机。
2. 打孔刀:位于打孔机底座上的金属刀片,用于实现打孔功能。
3. 打孔板:位于打孔机底座上的金属板,用于支撑要打孔的纸张。
三、打孔机的使用方法1. 准备工作a. 将打孔机放置在平稳的桌面上,确保打孔机底座稳固。
b. 确保打孔机底座上没有杂物,以免影响打孔效果。
c. 检查打孔刀的锋利度,如发现钝锐或者损坏,应及时更换。
2. 打孔操作a. 将要打孔的纸张放置在打孔板上,对齐好位置。
b. 双手握住打孔机手柄,使导杆对准要打孔的位置。
c. 用适当的力度向下按压手柄,使打孔刀刺入纸张并穿透。
d. 松开手柄,将已打孔的纸张取下。
四、注意事项1. 安全使用:在操作打孔机时,应注意手指和手部的安全,避免受伤。
2. 打孔位置:根据实际需求,合理选择打孔位置,以便于整理和存档。
3. 打孔数量:每次打孔的纸张数量应根据打孔机的规格和要求来确定,不要超过其承载能力。
4. 打孔效果:打孔刀的锋利度对打孔效果有直接影响,应定期检查并更换。
5. 维护保养:定期清理打孔机底座上的杂物,保持其清洁和正常运转。
五、常见问题及解决方法1. 打孔不许确:可能是打孔刀钝锐或者打孔位置选择不当,应更换打孔刀或者调整打孔位置。
2. 纸张卡住:可能是纸张过多或者打孔刀损坏,应适量减少纸张数量或者更换打孔刀。
3. 打孔刀生锈:长期未使用可能导致打孔刀生锈,应使用防锈剂进行清洗和保养。
六、总结本指导书详细介绍了打孔机的使用方法和注意事项,希翼能匡助用户正确操作打孔机,提高工作效率。
在使用过程中,如遇到问题或者需要更多匡助,请及时咨询相关人员。
使用打孔机时应注意安全,定期维护保养,以延长其使用寿命。
打孔机作业指导书一、任务背景打孔机是一种常见的办公设备,用于在纸张、文件等材料上进行打孔操作。
为了提高员工对打孔机的正确使用和维护的能力,制定本作业指导书,以确保打孔机的正常运行和延长使用寿命。
二、操作准备1. 确保工作环境安全整洁,无杂物堆放。
2. 检查打孔机的电源插头是否牢固连接。
3. 检查打孔机的刀片是否锋利,如有需要,及时更换。
4. 准备好需要打孔的文件或纸张。
三、操作步骤1. 打开打孔机的电源开关,并确认指示灯亮起。
2. 将需要打孔的文件或纸张放置在打孔机的工作台上,对齐边缘。
3. 调整打孔机的侧边导向器,使文件或纸张对准打孔位置。
4. 使用手指或手掌轻按文件或纸张,确保其稳定不移动。
5. 使用另一只手将打孔机的手柄握住,向下施加适当的压力,完成打孔操作。
6. 松开手柄,将已打孔的文件或纸张取下。
四、注意事项1. 打孔机只能用于打孔纸张和文件,不得用于其他物品。
2. 在打孔过程中,要保持手指和手掌远离刀片,以免发生意外伤害。
3. 如遇到打孔机卡纸或打孔不顺畅的情况,应立即停止操作,并联系维修人员进行检修。
4. 打孔机在长时间使用后可能会发热,避免触摸机身以免烫伤。
5. 定期清理打孔机的废纸渣,保持机器的干净和正常运行。
6. 如需移动打孔机,应先关闭电源,并小心轻放,避免碰撞和损坏。
五、维护保养1. 定期检查打孔机的电源线和插头是否损坏,如有问题及时更换。
2. 定期清洁打孔机的刀片和工作台,以保持其良好的工作状态。
3. 如发现打孔机有异常噪音、卡纸等情况,应及时联系维修人员进行检修。
4. 定期涂抹打孔机的润滑油,以保持机器的灵活性和正常运转。
六、常见故障及处理方法1. 打孔不齐或打孔孔径不一致:检查刀片是否锋利,如有需要,更换刀片。
2. 打孔机卡纸或打孔不顺畅:停止操作,检查是否有纸屑卡住刀片,清理后重新操作。
3. 打孔机无法正常启动:检查电源插头是否牢固连接,确认电源是否正常,如有需要,联系维修人员进行检修。
沙迪克操作手册沙迪克操机基本流程A.按下[source ON]→[POWER ON]→限位移动→机床检查(包括:①电极丝残量充足;②加工液量充足;③过滤器压力适当;④电极丝张力要适当;⑤导电块40小时换一次;⑥下眼模不能松动;⑦眼模开关要灵活;⑧工作台里无废弃物;⑨开机后UV要回到零。
B.一件工件完整的加工流程:关机后开机校正机台垂直→安装工件→校平行→定机高(A-7)→校垂直→碰数→定位→程序调入→干加工检查极限,压板是否会撞机→程序保存→开始加工(A-4=UV清零,A-5=回机械垂直,A-7=锁机高)【1】怎样看图纸,a确认第一视角还是第三视角b单位公差,已标注公差和未标注公差c哪些要线割的,d线割处的厚度e能不能贴面加工f基准在哪里,零点在哪里,是要分中还是要碰单边取数g想好怎样装夹和取数,装夹时还需要哪些工具h如果是孔,是否要配孔,用什么配孔?用已加工好的冲子配还是用块规配,还是用针规配,如果是公差是+-0.02以上,根本经验不需要配也能割准.【2】怎样装夹工件,a装夹前先检查工件,如果要割孔,看看孔打了没有,有没有打穿b装夹工件时压板尽量保持水平,防止螺纹孔滑丝;螺钉长度足够,防止螺纹孔崩裂;防止工件掉进工作箱,损坏陶瓷台或砸坏导电线。
c工件和夹具不要低于床台面d上面的压板前面不要超过下面的床台或拖板e小心操作,避免上机头与工件或夹具碰撞,造成零部件损坏。
f当工件表面不平时不能用贴面加工,喷嘴与工件的间隙必须保证在任何位置都超过0.1mm。
【3】校表:①校边平行表针成30度以内靠近工件要校的边,按住X+X-Y+Y-移动表,表顺时针转,说明所移动的方向高了,用铜棒敲下去;表顺逆针转,说明所移动的方向低了,用铜棒敲平,来回移动轴一直到表针不动为止。
②校平面平面在2丝以内,一般情况下,是容许的。
如果多了,就要用铜棒或压板调节,或者垫纸,最终校平为止。
用手少力涅住工件,感觉会不会动,感觉冲水不会动,就校好平面了平面校好后,要重新再校一下边,看下有没有变化,如果有变化,要再校平,再看平面,如果有变化,继续校好,如果平面很平了,不用校了。
打孔机作业指导书一、任务描述本文档旨在提供打孔机的作业指导,包括机器的基本操作、安全注意事项以及故障排除方法。
通过阅读本指导书,操作人员能够正确、安全地使用打孔机进行作业。
二、机器基本操作1. 打开机器电源:将电源插头插入电源插座,确保电源线连接良好,然后按下电源开关,打开打孔机的电源。
2. 调整打孔模式:根据需要选择合适的打孔模式,可以是单孔模式、多孔模式或者特殊孔模式。
根据机器型号,操作方式可能有所不同,请参考机器说明书。
3. 调整孔距和孔径:根据需要,使用机器上的调节按钮或者旋钮,调整打孔机的孔距和孔径。
确保调整到所需的尺寸。
4. 放置打孔材料:将需要打孔的材料放置在打孔机的工作台上,并确保材料稳固不会滑动。
5. 开始打孔:按下打孔按钮或者踏板,启动打孔机开始作业。
注意观察打孔过程,确保操作安全。
三、安全注意事项1. 佩戴个人防护装备:在操作打孔机之前,操作人员应佩戴适当的个人防护装备,包括安全眼镜、手套和耳塞等。
2. 注意机器周围清洁:保持打孔机周围的工作区域清洁整齐,避免杂物堆积,以防危(wei)险发生。
3. 熟悉机器功能:在操作打孔机之前,操作人员应详细阅读机器说明书,熟悉机器的各项功能和操作要点。
4. 避免触碰机器运动部件:在打孔机运行期间,切勿触碰机器的运动部件,以免造成伤害。
5. 注意电源安全:在操作打孔机之前,确保电源线连接坚固,避免电源线被拉扯或者绊倒。
四、故障排除方法1. 机器无法启动:检查电源插头是否插紧,电源线是否连接良好,电源是否正常供电。
如果问题仍然存在,联系维修人员进行检修。
2. 打孔效果不理想:检查打孔模式、孔距和孔径是否正确调整,确认打孔材料是否正确放置,以及刀具是否需要更换或者磨削。
3. 打孔机运行异常嘈杂:检查机器是否有杂物堆积,清理机器内部的灰尘和碎屑,以及润滑部件是否需要加油。
4. 其他故障:如果遇到其他故障或者问题,请联系维修人员进行检修,切勿私自拆卸或者修理机器。
打孔机作业指导书一、引言打孔机是一种常用的办公设备,用于在纸张、文件等材料上打孔。
本作业指导书旨在提供详细的操作步骤和注意事项,以确保操作人员能够正确、安全地使用打孔机进行工作。
二、安全注意事项1. 在使用打孔机之前,务必熟悉设备的操作说明和安全警示标识。
2. 在操作打孔机时,应保持手部干燥,以防止滑动或者电击事故发生。
3. 确保打孔机的工作区域通风良好,以防止烟雾或者有害气体积聚。
4. 在打孔机工作时,不要将手指、衣物或者其他物体挨近打孔区域,以免发生意外伤害。
5. 在更换打孔机刀片或者维修设备时,务必断开电源并遵循创造商的操作指南。
三、设备准备1. 检查打孔机是否处于稳定的工作状态,并确保其与电源插座连接良好。
2. 确保打孔机上的刀片锋利且清洁,以保证打孔效果。
3. 检查打孔机的供电电压是否与电源匹配,并确保电源开关处于关闭状态。
四、操作步骤1. 将需要打孔的文件整理好,确保其处于整齐的堆叠状态。
2. 将文件放置在打孔机的工作台上,调整文件的位置,使其与打孔机的刀片对齐。
3. 调整打孔机的侧边规,以确保文件的边缘与规矩对齐。
4. 确保您的手指远离打孔区域,并按下打孔机的操作按钮,使刀片穿过文件。
5. 根据需要,重复上述步骤,直到完成所有文件的打孔工作。
6. 打孔完成后,将打孔好的文件从工作台上取下,并整理好。
五、故障排除1. 如果打孔机无法正常工作,请首先检查电源是否连接正常,并确保电源开关处于打开状态。
2. 如果打孔机的刀片钝化或者阻塞,请住手使用,并联系维修人员进行维护和更换。
3. 如果打孔机发出异常噪音或者产生异常振动,请即将住手使用,并联系维修人员进行检查和修理。
六、维护保养1. 定期清洁打孔机的工作台和刀片,以确保其正常工作。
2. 检查打孔机的各个部件是否松动,如有松动,请及时进行紧固。
3. 在打孔机长期不使用时,应将其存放在干燥、通风的地方,避免灰尘和湿气的侵入。
七、总结本作业指导书详细介绍了打孔机的操作步骤、安全注意事项、故障排除和维护保养方法。
沙迪克操机基本流程A.按下[source ON]→[POWER ON]→限位移动→机床检查(包括:①电极丝残量充足;②加工液量充足;③过滤器压力适当;④电极丝张力要适当;⑤导电块40小时换一次;⑥下眼模不能松动;⑦眼模开关要灵活;⑧工作台里无废弃物;⑨开机后UV要回到零。
B.一件工件完整的加工流程:关机后开机校正机台垂直→安装工件→校平行→定机高(A-7)→校垂直→碰数→定位→程序调入→干加工检查极限,压板是否会撞机→程序保存→开始加工(A-4=UV清零,A-5=回机械垂直,A-7=锁机高)【1】怎样看图纸,a确认第一视角还是第三视角b单位公差,已标注公差和未标注公差c哪些要线割的,d线割处的厚度e能不能贴面加工f基准在哪里,零点在哪里,是要分中还是要碰单边取数g想好怎样装夹和取数,装夹时还需要哪些工具h如果是孔,是否要配孔,用什么配孔?用已加工好的冲子配还是用块规配,还是用针规配,如果是公差是+-0.02以上,根本经验不需要配也能割准.【2】怎样装夹工件,a装夹前先检查工件,如果要割孔,看看孔打了没有,有没有打穿b装夹工件时压板尽量保持水平,防止螺纹孔滑丝;螺钉长度足够,防止螺纹孔崩裂;防止工件掉进工作箱,损坏陶瓷台或砸坏导电线。
c工件和夹具不要低于床台面d上面的压板前面不要超过下面的床台或拖板e小心操作,避免上机头与工件或夹具碰撞,造成零部件损坏。
f当工件表面不平时不能用贴面加工,喷嘴与工件的间隙必须保证在任何位置都超过0.1mm。
【3】校表:①校边平行表针成30度以内靠近工件要校的边,按住X+X-Y+Y-移动表,表顺时针转,说明所移动的方向高了,用铜棒敲下去;表顺逆针转,说明所移动的方向低了,用铜棒敲平,来回移动轴一直到表针不动为止。
②校平面平面在2丝以内,一般情况下,是容许的。
如果多了,就要用铜棒或压板调节,或者垫纸,最终校平为止。
用手少力涅住工件,感觉会不会动,感觉冲水不会动,就校好平面了平面校好后,要重新再校一下边,看下有没有变化,如果有变化,要再校平,再看平面,如果有变化,继续校好,如果平面很平了,不用校了。
沙迪克操机基本流程A.按下[source ON]→[POWER ON] →限位移动→机床检查(包括:①电极丝残量充足;②加工液量充足;③过滤器压力适当;④电极丝张力要适当;⑤导电块40小时换一次;⑥下眼模不能松动;⑦眼模开关要灵活;⑧工作台里无废弃物;⑨开机后UV要回到零。
B.一件工件完整的加工流程:关机后开机校正机台垂直→安装工件→校平行→定机高(A-7)→校垂直→碰数→定位→程序调入→干加工检查极限,压板是否会撞机→程序保存→开始加工(A-4=UV清零,A-5=回机械垂直,A-7=锁机高)【1】怎样看图纸,a确认第一视角还是第三视角b单位公差,已标注公差和未标注公差c哪些要线割的,d线割处的厚度e能不能贴面加工f基准在哪里,零点在哪里,是要分中还是要碰单边取数g想好怎样装夹和取数,装夹时还需要哪些工具h如果是孔,是否要配孔,用什么配孔?用已加工好的冲子配还是用块规配,还是用针规配,如果是公差是+以上,根本经验不需要配也能割准.【2】怎样装夹工件,a装夹前先检查工件,如果要割孔,看看孔打了没有,有没有打穿b装夹工件时压板尽量保持水平,防止螺纹孔滑丝;螺钉长度足够,防止螺纹孔崩裂;防止工件掉进工作箱,损坏陶瓷台或砸坏导电线。
c工件和夹具不要低于床台面d上面的压板前面不要超过下面的床台或拖板e小心操作,避免上机头与工件或夹具碰撞,造成零部件损坏。
f当工件表面不平时不能用贴面加工,喷嘴与工件的间隙必须保证在任何位置都超过。
【3】校表:①校边平行表针成30度以内靠近工件要校的边,按住X+X-Y+Y-移动表,表顺时针转,说明所移动的方向高了,用铜棒敲下去;表顺逆针转,说明所移动的方向低了,用铜棒敲平,来回移动轴一直到表针不动为止。
②校平面平面在2丝以内,一般情况下,是容许的。
如果多了,就要用铜棒或压板调节,或者垫纸,最终校平为止。
用手少力涅住工件,感觉会不会动,感觉冲水不会动,就校好平面了平面校好后,要重新再校一下边,看下有没有变化,如果有变化,要再校平,再看平面,如果有变化,继续校好,如果平面很平了,不用校了。
打孔机作业指导书一、任务背景打孔机是一种常见的办公设备,广泛应用于文件整理、文件归档等工作中。
为了提高工作效率和准确性,制定一份打孔机作业指导书,对操作人员进行培训和指导,以确保打孔机的正确使用和维护。
二、操作要求1. 准备工作:确保打孔机处于稳定的工作台上,电源插座正常工作,打孔机刀片锋利。
2. 材料准备:准备需要打孔的文件或者纸张,确保纸张整齐无折痕。
3. 操作步骤:步骤一:打开打孔机的保护罩,检查机器内部是否有异物。
步骤二:调整打孔机的辊轴,使其与纸张对齐。
步骤三:将纸张放置在打孔机的工作台上,调整纸张的位置,使其与辊轴对齐。
步骤四:用手握住纸张,将其缓慢地挪移到打孔机的刀片位置。
步骤五:用适当的力度按下打孔机的把手,使刀片刺入纸张,完成打孔。
步骤六:重复以上步骤,直至完成所有需要打孔的文件。
三、注意事项1. 操作人员在使用打孔机时,应注意手指和纸张的安全,避免发生意外伤害。
2. 打孔机在长期使用后,刀片可能会变钝,需定期更换刀片以保证打孔质量。
3. 打孔机在工作过程中,如遇到卡纸或者卡刀的情况,应即将住手操作,检查并清理故障。
4. 打孔机在使用过程中,如发现异常噪音或者异味,应即将住手使用,并通知维修人员进行检修。
四、维护保养1. 打孔机应定期进行清洁,清除内部积尘和纸屑,以确保机器正常运行。
2. 打孔机的刀片应定期进行润滑,保持刀片的锋利度和灵便性。
3. 打孔机长期不使用时,应拔掉电源插头,并将保护罩盖好,以防尘和损坏。
五、故障排除1. 打孔机无法正常工作:检查电源插座是否正常,保护罩是否关闭,刀片是否损坏等。
2. 打孔机打孔不许确:检查刀片是否锋利,纸张是否放置正确,辊轴是否调整到位等。
六、安全注意事项1. 操作人员在使用打孔机时,应穿戴好工作服,避免长发、衣物等被卷入机器内部。
2. 禁止将手指放入打孔机的工作区域,以免发生意外伤害。
3. 打孔机应放置在平稳的工作台上,避免因机器晃动而导致伤害。
打孔机作业指导书一、背景介绍打孔机是一种常见的办公设备,用于在纸张、文件等材料上打孔。
它广泛应用于办公室、学校、图书馆等场所,用于整理文件、归档资料等工作。
本作业指导书旨在为操作人员提供详细的使用指导,确保正确、高效地使用打孔机。
二、安全注意事项1. 在使用打孔机之前,确保插头与电源连接牢固,电源线没有破损。
2. 在操作打孔机时,应保持手部干燥,避免因手部潮湿导致触电事故。
3. 在打孔机工作时,不要将手指或其他物体伸入打孔口,以防止意外伤害。
4. 如果发现打孔机有异常情况,如发出异常噪音、冒烟等,应立即停止使用,并通知维修人员进行检修。
三、打孔机的使用步骤1. 准备工作:a. 将打孔机放置在平稳的桌面上,并确保周围没有杂物。
b. 检查打孔机上的孔距调节杆,确保其设置为所需的孔距。
c. 确保打孔机上已安装好合适的打孔刀具。
2. 打孔操作:a. 将需要打孔的文件或纸张整理好,放在打孔机的工作台上。
b. 将文件或纸张对齐打孔机的打孔口,确保位置准确。
c. 用力按下打孔机的手柄,使打孔刀具刺入文件或纸张,并完成打孔动作。
d. 松开手柄,将已打孔的文件或纸张取下。
3. 打孔刀具更换:a. 在使用过程中,如果发现打孔效果不佳或打孔刀具已损坏,需要更换打孔刀具。
b. 先关闭打孔机的电源,确保安全。
c. 打开打孔机的刀具更换盖板,取下原有的打孔刀具。
d. 将新的打孔刀具安装到打孔机上,确保固定牢靠。
e. 关闭刀具更换盖板,重新连接电源,可以继续使用打孔机。
四、维护保养1. 定期清洁打孔机的工作台和打孔刀具,确保无杂物附着,避免影响打孔效果。
2. 在打孔机长时间不使用时,应切断电源,避免电器元件老化或发生故障。
3. 定期检查打孔机的电源线是否破损,如有破损应及时更换,确保安全使用。
4. 如果发现打孔机有异常情况或工作不正常,应立即停止使用,并通知维修人员进行检修。
五、常见问题解答1. 为什么打孔机的打孔效果不佳?可能是打孔刀具已经钝化或损坏,需要更换新的打孔刀具。