电热水壶工艺流程图.doc
- 格式:doc
- 大小:4.82 MB
- 文档页数:11
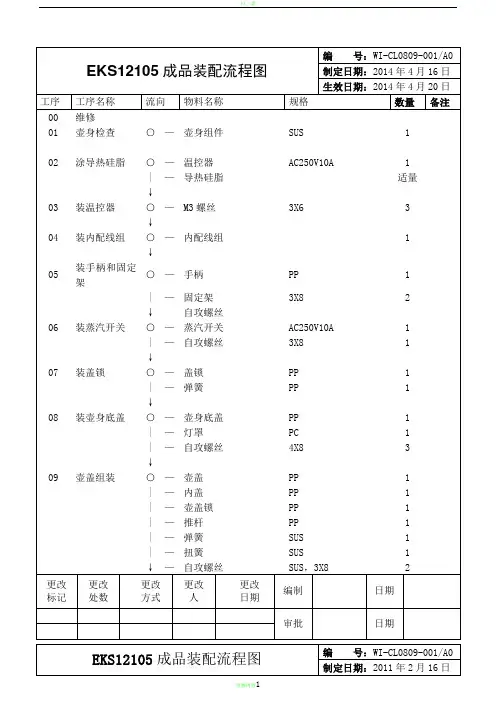
电热水壶工艺流程图备注:“编制/日期: 审核/日期:电热水壶作业指导书编号:-QC-17版本:A/0工序名称:检测钢胆,安装防干烧温控器1使用工具:十字电批、硅脂专用毛笔使用物料:壶胆、半圆机丝、防干烧温控操作方法:1.目测壶胆内外有无刮花,变形问题;2.用毛笔沾上适量的导热硅脂涂抹到温控器双金属感温面上,然后面朝上放置在桌面上摆放整齐;3.将已涂抹好的温控器按正确位置放到钢胆底部螺丝固定柱上,然后用十字电批将3*6机丝锁定到温控器与钢胆螺丝已经固定柱上,然后固定注意事项: 1.钢胆要符合规格;2.温控器固定不能松动,螺丝要打到位置,导热硅脂不能涂抹太多。
编制/日期:审核/日期:电热水壶作业指导书编号:-QC-17版本:A/0 工序名称:安装内手柄 2使用工具:十字电批使用物料:内手柄、半圆机丝操作方法:1.将内手柄按正确位置放到壶胆背面螺丝固定柱上,对好位置;2.然后用十字电批把3*8带垫机丝放置在手柄与钢胆已对好螺丝孔位上,用其锁紧固定。
注意事项: 1.手柄与钢胆之间配合不能有缝隙,螺丝不能滑牙,打不到位置问题;2.安装前注意手柄是否变形,螺丝规格是否用错。
编制/日期:审核/日期:电热水壶作业指导书编号:-QC-17版本:A/0工序名称:连接内部灯线 3 使用工具:尖嘴钳1把使用物料:灯线、引线操作方法:1.先用尖嘴钳把灯线两端查到发热盘两端插片上,灯线另一根短线与温控器N极插片连接,再将2号长线与温控器L极插片连接即可。
注意事项: 1.内部连接线的各个端子不能有插错,插断;2.内部灯线排列要顺畅,不能绕在一起;3.灯线规格尺寸市斗符合要求。
编制/日期:审核/日期:电热水壶作业指导书编号:-QC-17版本:A/0工序名称:安装指示灯罩,固定壶胆底盖4使用工具:十字电批使用物料:指示灯罩、壶胆底盖、半圆自攻操作方法:1.将灯罩到壶身托侧面灯罩卡位处对准位置,用力压到最佳位置;2.把已经卡好的指示灯罩的底盖放置壶盖底部上方,将指示灯卡到灯罩卡位中心固定;3.再等底盖与壶胆底部扣严并对应螺丝孔位置,放置4*12半元自攻到孔位里面,有是十字电批打紧固定。
电热水壶工艺流程图备注:“编制/日期: 审核/日期:电热水壶作业指导书编号:-QC-17版本:A/0工序名称:检测钢胆,安装防干烧温控器1使用工具:十字电批、硅脂专用毛笔使用物料:壶胆、半圆机丝、防干烧温控操作方法:1.目测壶胆内外有无刮花,变形问题;2.用毛笔沾上适量的导热硅脂涂抹到温控器双金属感温面上,然后面朝上放置在桌面上摆放整齐;3.将已涂抹好的温控器按正确位置放到钢胆底部螺丝固定柱上,然后用十字电批将3*6机丝锁定到温控器与钢胆螺丝已经固定柱上,然后固定注意事项: 1.钢胆要符合规格;2.温控器固定不能松动,螺丝要打到位置,导热硅脂不能涂抹太多。
编制/日期:审核/日期:电热水壶作业指导书编号:-QC-17版本:A/0 工序名称:安装内手柄 2使用工具:十字电批使用物料:内手柄、半圆机丝操作方法:1.将内手柄按正确位置放到壶胆背面螺丝固定柱上,对好位置;2.然后用十字电批把3*8带垫机丝放置在手柄与钢胆已对好螺丝孔位上,用其锁紧固定。
注意事项: 1.手柄与钢胆之间配合不能有缝隙,螺丝不能滑牙,打不到位置问题;2.安装前注意手柄是否变形,螺丝规格是否用错。
编制/日期:审核/日期:电热水壶作业指导书编号:-QC-17版本:A/0工序名称:连接内部灯线 3 使用工具:尖嘴钳1把使用物料:灯线、引线操作方法:1.先用尖嘴钳把灯线两端查到发热盘两端插片上,灯线另一根短线与温控器N极插片连接,再将2号长线与温控器L极插片连接即可。
注意事项: 1.内部连接线的各个端子不能有插错,插断;2.内部灯线排列要顺畅,不能绕在一起;3.灯线规格尺寸市斗符合要求。
编制/日期:审核/日期:电热水壶作业指导书编号:-QC-17版本:A/0工序名称:安装指示灯罩,固定壶胆底盖4使用工具:十字电批使用物料:指示灯罩、壶胆底盖、半圆自攻操作方法:1.将灯罩到壶身托侧面灯罩卡位处对准位置,用力压到最佳位置;2.把已经卡好的指示灯罩的底盖放置壶盖底部上方,将指示灯卡到灯罩卡位中心固定;3.再等底盖与壶胆底部扣严并对应螺丝孔位置,放置4*12半元自攻到孔位里面,有是十字电批打紧固定。


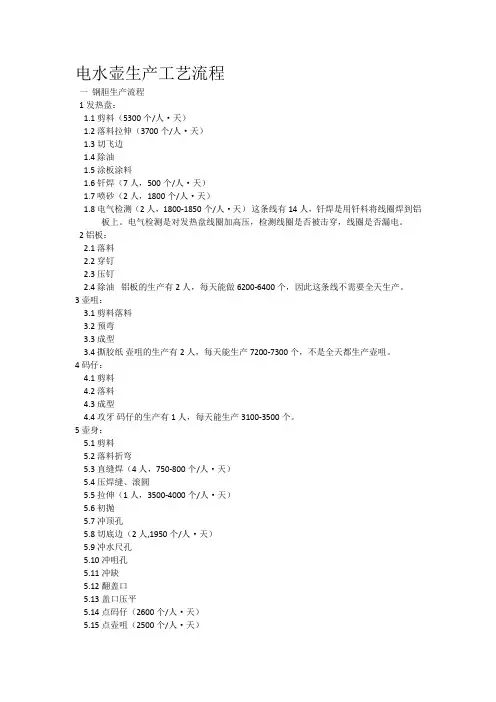
电水壶生产工艺流程一钢胆生产流程1发热盘:1.1剪料(5300个/人·天)1.2落料拉伸(3700个/人·天)1.3切飞边1.4除油1.5涂板涂料1.6钎焊(7人,500个/人·天)1.7喷砂(2人,1800个/人·天)1.8电气检测(2人,1800-1850个/人·天)这条线有14人,钎焊是用钎料将线圈焊到铝板上。
电气检测是对发热盘线圈加高压,检测线圈是否被击穿,线圈是否漏电。
2 铝板:2.1落料2.2穿钉2.3压钉2.4除油铝板的生产有2人,每天能做6200-6400个,因此这条线不需要全天生产。
3 壶咀:3.1剪料落料3.2预弯3.3成型3.4撕胶纸壶咀的生产有2人,每天能生产7200-7300个,不是全天都生产壶咀。
4 码仔:4.1剪料4.2落料4.3成型4.4攻牙码仔的生产有1人,每天能生产3100-3500个。
5 壶身:5.1剪料5.2落料折弯5.3直缝焊(4人,750-800个/人·天)5.4压焊缝、滚圆5.5拉伸(1人,3500-4000个/人·天)5.6初抛5.7冲顶孔5.8切底边(2人,1950个/人·天)5.9冲水尺孔5.10冲咀孔5.11冲缺5.12翻盖口5.13盖口压平5.14点码仔(2600个/人·天)5.15点壶咀(2500个/人·天)5.16壶咀打磨(再抛)5.17压合清洁5.18压合(2人,1500个/人·天)5.19环焊(2人,1400-1500个/人·天)5.20环焊打磨5.21压底5.22测漏(气压测漏。
加压,压力表读数没有变化判断合格,2800-3000个/人·天)5.23精抛 (1500个/人·天)5.24清洁与装箱抛光共有三次,初抛、再抛和精抛,抛光单独一个车间,有6人。
清洁与装箱也是单独一条生产线,有8人,包括最终检外观,壶身变形、有凹点和刮花等都不合格。
全自动电热水壶的设计(包含原理图和程序)————————————————————————————————作者:————————————————————————————————日期:单片机控制电热水壶温度的设计中文摘要随着微机测量和控制技术的迅速发展与广泛应用,以单片机为核心的温度采集与控制系统的研发与应用在很大程度上提高了生产生活中对温度的控制水平。
本设计论述了一种以STC89C52单片机为主控制单元,以DS18B20为温度传感器的温度控制系统。
该控制系统可以实时存储相关的温度数据并记录当前的时间。
系统设计了相关的硬件电路和相关应用程序。
硬件电路主要包括STC89C52单片机最小系统,测温电路、实时时钟电路、LCD液晶显示电路以及通讯模块电路等。
系统程序主要包括主程序,读出温度子程序,计算温度子程序、按键处理程序、LCD显示程序以及数据存储程序等。
[关键词] STC89C52单片机;DS18B20;显示电路目录一、引言 (5)(一)课题研究的背景 (5)(二)课题研究的目的和意义 (5)二、硬件电路的设计 (5)(一)系统设计的框架 (5)(二)单片机最小系统电路 (6)(三)单片机的选型 (7)1.STC89C52单片机简介 (7)2.STC89C52单片机时序 (7)3.STC89C52单片机引脚介绍 (8)(四)温度传感器电路 (10)(五)系统电源电路的设计 (11)(六)LCD显示电路 (12)(七)串口通讯电路 (13)(八)按键接口电路 (13)(九)DS1302时钟电路 (14)(十)存储器接口电路 (14)三、系统软件设计 (15)(一)计算温度子程序 (16)(二)按键处理子程序 (16)(三)计算温度子程序 (17)(四)显示数据刷新子程序 (18)四、结束语 (19)参考文献 (20)致谢 (21)附件1:系统原理图 (22)附件2:系统相关程序 (23)一、DS18B20底层驱动程序 (23)二、DS1302时钟底层驱动程序 (29)三、数据存储底层驱动程序 (34)一、引言(一)课题研究的背景工业控制是计算机的一个重要应用领域,计算机控制系统正是为了适应这一领域的需要而发展起来的一门专业技术,它主要研究如何将计算机技术、通过信息技术和自动控制理论应用于工业生产过程,并设计出所需要的计算机控制系统。
(完整版)电热水壶煮水法操作流程概述本文档旨在提供电热水壶煮水法的完整操作流程。
以下是按步骤详细描述的流程,以帮助使用者正确操作电热水壶。
步骤1. 准备- 确保准备一台电热水壶和所需的水源。
- 检查电热水壶的电源线是否连接到电源插座。
- 确保水壶内没有残留的物质,并将水壶倒置进行清洗和冲洗。
2. 加水- 打开电热水壶的盖子或取下水壶的滤网。
- 缓慢倾倒冷水,确保水不会溅出。
- 根据需要调整加水量,不超过水壶的最大容量标记。
3. 关闭水壶- 关闭电热水壶盖子或重新安装滤网。
- 检查水壶的安全锁是否已经完全关闭。
4. 接通电源- 将电热水壶插头插入电源插座。
- 确保电源插座处于正常工作状态。
- 检查电热水壶上的电源指示灯是否亮起,表示电源已连接。
5. 启动加热- 打开电热水壶上的加热按钮或拨动开关。
- 确保加热按钮已按下或开关已切换到加热模式。
- 等待电热水壶加热水的过程,期间不要移动或触摸水壶。
6. 加热完成- 当电热水壶内水的温度达到沸腾状态时,它会自动切断加热。
- 听到水壶内有煮沸咕咕声,加热过程即表示完成。
- 等待片刻,让煮沸的水稍微冷却一些,以免烫伤。
7. 关闭电源- 关闭电源插座上的开关。
- 将电热水壶的插头从电源插座中拔出。
- 确保电热水壶已完全停止加热。
8. 倒出热水- 轻轻倾斜水壶,将热水缓慢而稳定地倒入杯子或中。
- 注意避免热水溅到皮肤上,以免烫伤。
- 倒出所需的热水量后,立即关闭水壶盖子。
9. 关闭电热水壶- 关闭电热水壶的盖子或取下滤网。
- 温度降低后,彻底清洗水壶和滤网,并确保彻底干燥。
安全提示- 在操作电热水壶时,注意不要让电线接触到水或其他液体。
- 使用电热水壶时,请小心防止烫伤,特别是在加热完成后。
- 在清洁和维护水壶时,请确保电源已完全断开,以避免电击风险。
- 当电热水壶不使用时,应将其放置在儿童无法触及的地方,以防止任何意外发生。
以上就是电热水壶煮水法的完整操作流程。
热水壶工作流程
一、加水
热水壶的第一步是向热水壶中加水。
一般来说,热水壶都有一个水位标示线,用户需要根据这个标示线来确定加入的水的量。
加水时要注意不要超过标示线,否则会造成热水壶溢水。
二、加热
加水完毕后,接下来就是加热的过程。
热水壶内设有加热元件,一般来说是加热丝或者是加热管。
当用户按下热水壶上的加热按钮后,加热元件会开始工作,将水加热至设定的温度。
同时,热水壶内部还配有温控器,用来监控水的温度,从而避免水沸腾过度或者干烧的情况发生。
三、保温
当水加热到设定的温度后,热水壶会转入保温模式,保持水温在一定的范围内。
这样用户就可以随时取用热水,而不必担心水温过冷或者过热。
保温功能的持续时间一般取决于热水壶的设计和性能,一般来说,好的热水壶可以保温数个小时。
四、停止工作
当用户需要停止使用热水壶时,可以手动关掉热水壶的加热按钮,热水壶会停止加热并进入待机状态。
此时热水壶会保持原有的温度,直到用户再次启动它为止。
五、安全保护
在热水壶的工作流程中,安全保护是非常重要的一环。
热水壶内部一般配有多种安全保护装置,比如干烧保护、过热保护和防漏电等。
当热水壶出现异常情况时,这些保护装置会自动启动,保护用户的安全。
总结一下,热水壶的工作流程主要包括加水、加热、保温和停止工作等步骤。
通过这些步骤,用户可以方便地煮水、冲泡茶水和咖啡等,带来方便和舒适的生活体验。
同时,热水壶内部配备的安全保护装置也能有效地保障用户的安全。
希望通过这篇文章的介绍,读者对热水壶的工作流程有了更加全面的了解。
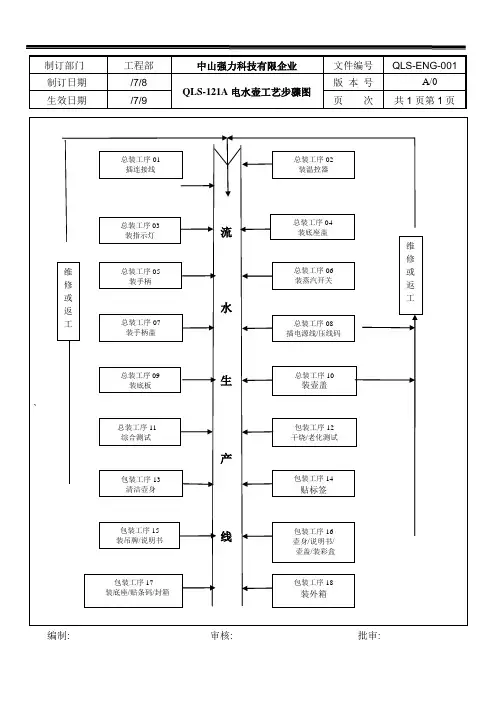
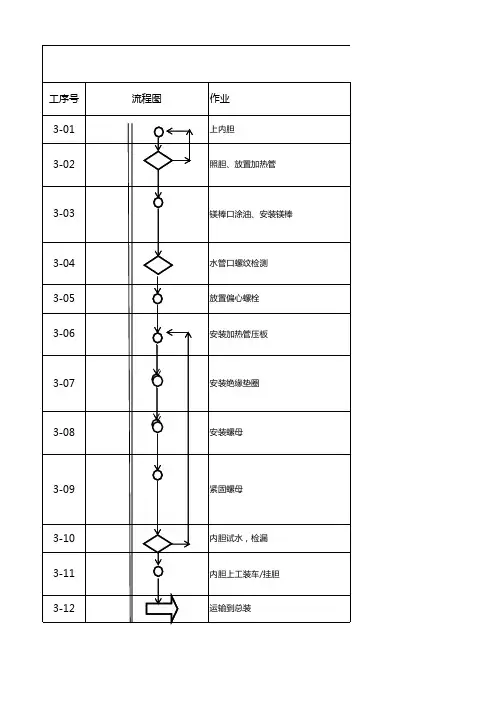
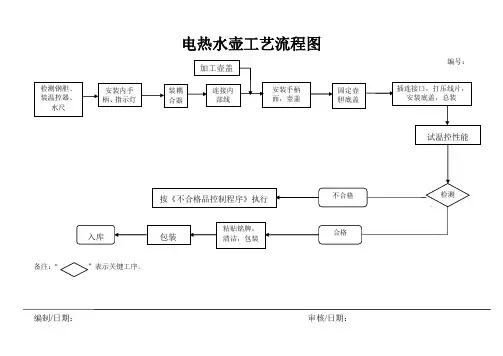
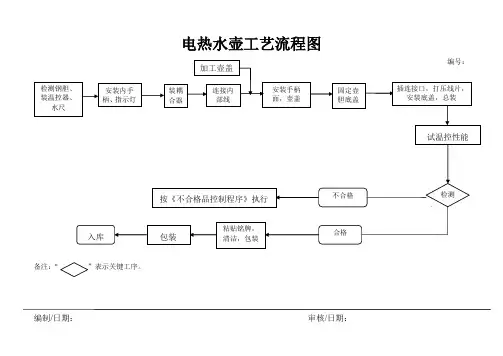
电热水壶工艺流程图
备注:“
编制/日期: 审核/日期:
电热水壶作业指导书
编号:-QC-17版本:A/0工序名称:检测钢胆,安装防干烧温控器1
使用工具:十字电批、硅脂专用毛笔
使用物料:壶胆、半圆机丝、防干烧温控
操作方法:1.目测壶胆内外有无刮花,变形问题;2.用毛笔沾上适量的导热硅脂涂抹到温控器双金属感温面上,然后面朝上放置在桌面上摆放整齐;3.将已涂抹好的温控器按正确位置放到钢胆底部螺丝固定柱上,然后用十字电批将3*6机丝锁定到温控器与钢胆螺丝已经固定柱上,然后固定
注意事项: 1.钢胆要符合规格;2.温控器固定不能松动,螺丝要打到位置,导热硅脂不能涂抹太多。
编制/日期:审核/日期:
电热水壶作业指导书
编号:-QC-17版本:A/0 工序名称:安装内手柄 2
使用工具:十字电批
使用物料:内手柄、半圆机丝
操作方法:
1.将内手柄按正确位置放到壶胆背面螺丝固定柱上,对好位置;
2.然后用十字电批把3*8带垫机丝放置在手柄与钢胆已对好螺丝孔位上,用其锁紧固定。
注意事项: 1.手柄与钢胆之间配合不能有缝隙,螺丝不能滑牙,打不到位置问题;2.安装前注意手柄是否变形,螺丝规格是否用错。
编制/日期:审核/日期:
电热水壶作业指导书
编号:-QC-17版本:A/0工序名称:连接内部灯线 3 使用工具:尖嘴钳1把
使用物料:灯线、引线
操作方法:1.先用尖嘴钳把灯线两端查到发热盘两端插片上,灯线另一根短线与温控器N极插片连接,再将2号长线与温控器L极插片连接即可。
注意事项: 1.内部连接线的各个端子不能有插错,插断;2.内部灯线排列要顺畅,不能绕在一起;3.灯线规格尺寸市斗符合要求。
编制/日期:审核/日期:
电热水壶作业指导书
编号:-QC-17版本:A/0工序名称:安装指示灯罩,固定壶胆底盖4
使用工具:十字电批
使用物料:指示灯罩、壶胆底盖、半圆自攻
操作方法:1.将灯罩到壶身托侧面灯罩卡位处对准位置,用力压到最佳位置;2.把已经卡好的指示灯罩的底盖放置壶盖底部上方,将指示灯卡到灯罩卡位中心固定;3.再等底盖与壶胆底部扣严并对应螺丝孔位置,放置4*12半元自攻到孔位里面,有是十字电批打紧固定。
注意事项: 1.灯罩要安装到位;2.壶胆与底盖配合没有缝隙或≦0.5mm 3.螺丝要打到位置不能有滑牙,错位或打不紧问题;4.壶胆底部有无变形;底盖有无变形或刮花。
编制/日期:审核/日期:
电热水壶作业指导书
编号:-QC-17版本:A/0工序名称:加工上耦器 5
使用工具:十字电批
使用物料:蒸汽开关、开关帽、开关支架、半圆自攻
操作方法:1.先将开关支架安装到手柄上方与其响应位置,对好螺丝孔位;2.把蒸汽开关装入开关支架卡位;3.然后将3*8不锈钢自攻放入开关支架与手柄和蒸汽开关对应螺丝孔位里面,用十字电批锁紧固定;
4.把内部灯线与长引线一端查到蒸汽开关上面插片上,再把开关帽安装到蒸汽开关上的合适位置上即可。
注意事项: 1.蒸汽开关和支架必须安装到位,固定开关和支架螺丝必须打到位置;2.灯线和长引线端必须插到位;
3.开关帽不能装错方向;
4.蒸汽开关手动起跳是否正常;
5.开关帽有无变形缩水情况。
编制/日期:审核/日期:
电热水壶作业指导书
编号:-QC-17版本:A/0工序名称:安装手柄面,加工壶盖 6
使用工具:十字电批
使用物料:手柄面、半圆自攻、沉头自攻、壶盖面、壶盖底、壶盖扣手、弹簧
操作方法:1.将手柄面与内手柄前段对应内病装到位,对好卡位用力压入。
2.将弹簧转到壶盖扣手弹簧柱子固定;3.再将壶盖扣手安装到壶盖底板上使可以滑动;4.把壶盖面与前道加工壶盖底组一起。
注意事项: 1.手柄面与手柄配合后之间不能有错位,缝隙,刮手问题,开关灵活;2.螺丝有无打紧塑料件,滑牙,松动;3.手柄之间配合有没有错位,缝隙,刮花。
编制/日期:审核/日期:
电热水壶作业指导书
编号:-QC-17 工序名称:插连接口7
使用工具:尖嘴钳
使用物料:连接线、电源线
操作方法:1.将电源线的L、N、E(地线)接线端子按下连接器上L、N、E对应插片(黄/绿接地线,棕色接L极,蓝色接N极),插上相同位置即可。
注意事项: 1.先插地线端子,在插两线端子后插火线端子;2.端子插口是否过大,有无扎破现象。
编制/日期:审核/日期:
电热水壶作业指导书
编号:-QC-17 工序名称:打压线片8
使用工具:十字电批
使用物料:压线片、底座面、底座盖、电线、半圆自攻
操作方法:1.将连接器放入底座连接器卡位处;
2.再将电源线装到压线片卡位槽上,装上压线片压紧后,放入3*8普通半元自攻锁紧固定。
注意事项: 1.连接器与电源线要卡紧,不能偏位;2.电源线绕到压线片卡位时其线长,不能过长过短。
编制/日期:审核/日期:
电热水壶作业指导书
编号:-QC-17 工序名称:总装9
使用工具:十字、H头、电批
使用物料:底座下盖、半圆自攻、H头自攻
操作方法:
1.将已装好压线片的底盖上盖面朝下,再把底座下盖扣紧上盖,并对准螺丝孔位,放入3*10半元自攻到底座下盖一边两个孔
位锁紧固定; 2.所进一边两个孔位后,在把3*10H头自攻放入另一边孔位用H头电批锁紧固定。
注意事项:
1.底盖下面要扣严合不得有松动;
2.H头自攻螺丝用均力打紧到位;
3.螺丝有没打紧或打捏等现象;
4.用H头电批时不能将塑料打花。
编制/日期:审核/日期:
电热水壶作业指导书
编号:-QC-17 工序名称:粘贴铭牌及包装10
使用工具:———
使用物料:铭牌、说明书、包装胶袋、泡沫纸箱
操作方法:1.将相应规格的铭牌分别粘贴在电热水壶底座及壳身的下面;2.打开纸箱,底部用封口胶封好口,将成品电热水壶套上胶袋,放入说明书及保修卡;3.再将泡沫垫套在产品上下两端慢慢放入纸箱内,并用封口胶封好口。
注意事项:铭牌壳身及底座都需加贴,粘贴铭牌时不可起泡及皱折现象。
编制/日期:审核/日期:。