真空热处理炉-技术规格书
- 格式:doc
- 大小:249.00 KB
- 文档页数:7
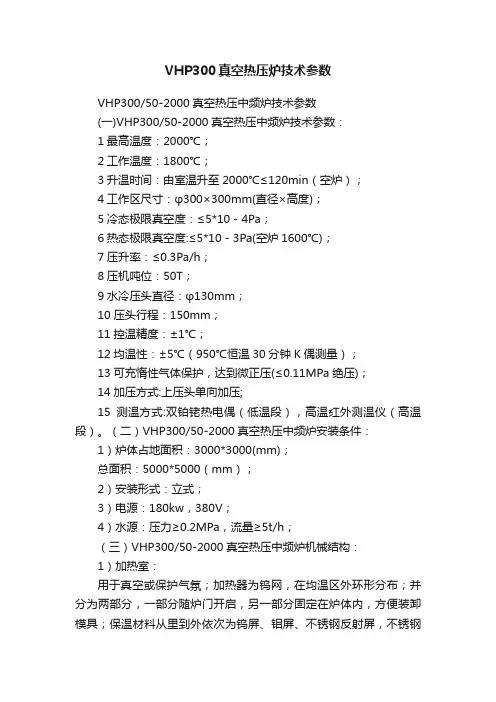
VHP300真空热压炉技术参数VHP300/50-2000真空热压中频炉技术参数(一)VHP300/50-2000真空热压中频炉技术参数:1最高温度:2000℃;2工作温度:1800℃;3升温时间:由室温升至2000℃≤120min(空炉);4工作区尺寸:φ300×300mm(直径×高度);5冷态极限真空度:≤5*10-4Pa;6热态极限真空度:≤5*10-3Pa(空炉1600℃);7压升率:≤0.3Pa/h;8压机吨位:50T;9水冷压头直径:φ130mm;10压头行程:150mm;11控温精度:±1℃;12均温性:±5℃(950℃恒温30分钟K偶测量);13可充惰性气体保护,达到微正压(≤0.11MPa绝压);14加压方式:上压头单向加压;15测温方式:双铂铑热电偶(低温段),高温红外测温仪(高温段)。
(二)VHP300/50-2000真空热压中频炉安装条件:1)炉体占地面积:3000*3000(mm);总面积:5000*5000(mm);2)安装形式:立式;3)电源:180kw,380V;4)水源:压力≥0.2MPa,流量≥5t/h;(三)VHP300/50-2000真空热压中频炉机械结构:1)加热室:用于真空或保护气氛;加热器为钨网,在均温区外环形分布;并分为两部分,一部分随炉门开启,另一部分固定在炉体内,方便装卸模具;保温材料从里到外依次为钨屏、钼屏、不锈钢反射屏,不锈钢外壳;为获得较好的保温效果,节省能源,在反射屏外层安装一层莫来石保温层;钨网三区分布,保证了最佳的温度均匀性和工件的均匀受热。
发热体更换方便。
整个加热区可以作为一个结构完备的部件被拆卸出来,便于维护和修理。
2)炉体:立式安装,前开门方式;双层水冷结构,内外层均为不锈钢;内部按高真空要求抛光,外表面喷砂处理;炉体上设有真空接口、电极引入装置、热偶测温装置、光学测温装置、充气装置、放气装置;炉体与炉门密封结构为法兰形式,手轮螺栓锁紧。
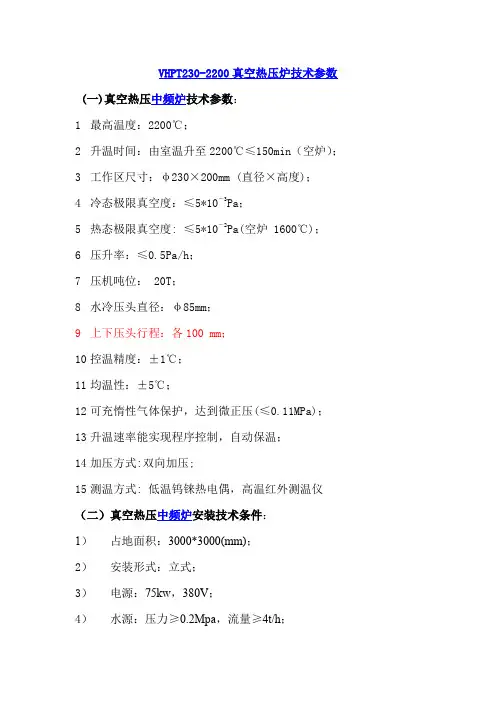
VHPT230-2200真空热压炉技术参数(一)真空热压中频炉技术参数:1最高温度:2200℃;2升温时间:由室温升至2200℃≤150min(空炉);3工作区尺寸:φ230×200mm(直径×高度);4冷态极限真空度:≤5*10-3Pa;5热态极限真空度:≤5*10-2Pa(空炉1600℃);6压升率:≤0.5Pa/h;7压机吨位:20T;8水冷压头直径:φ85mm;9上下压头行程:各100mm;10控温精度:±1℃;11均温性:±5℃;12可充惰性气体保护,达到微正压(≤0.11MPa);13升温速率能实现程序控制,自动保温;14加压方式:双向加压;15测温方式:低温钨铼热电偶,高温红外测温仪(二)真空热压中频炉安装技术条件:1)占地面积:3000*3000(mm);2)安装形式:立式;3)电源:75kw,380V;4)水源:压力≥0.2Mpa,流量≥4t/h;(三)真空热压中频炉成套范围及特性:1)真空热压中频炉加热室:用于真空或保护气氛:加热器为石墨空心管、用石墨联板及石墨螺母连接成鼠笼状。
在均温区外环形对称分布。
保温材料从里到外依次为高纯石墨板(圆周及上下)、碳毡材料、硅酸铝保温毡。
304不锈钢外壳。
为了便于进出料,加热室前部开门,水平出料。
采用三区分布的加热方式保证了最佳的温度均匀性和工件的均匀受热。
发热体更换方便。
整个加热区可以作为一个结构完备的部件被拆卸出来,便于维护和修理。
2)真空热压中频炉炉体:立式安装,采用前开门方式,双层水冷结构、内层为304不锈钢,外层为碳钢,内部按高真空要求抛光,外部喷涂油漆。
炉体上设有真空接口、电极引入装置、热偶测温装置、光学测温装置。
充气装置、放气装置。
炉门上设有观察窗装置,电极引入装置。
炉体与炉门密封结构为法兰形式,手轮螺栓锁紧。
异型密封圈更好的保证密封低泄漏。
3)真空热压中频炉真空系统:KT-300扩散泵、2X-70旋片泵、QF-300真空阀、QF-65真空阀、电磁放气阀、波纹管、管路、支架;其中主扩散真空泵采用五级结构,极限压强高。
真空熱處理爐設計說明書一、設計任務說明說:WZC-60型真空淬火爐技術參數:二、確定爐體結構和尺寸:1、爐膛尺寸的確定由設計說明書中,真空加熱爐的有效加熱尺寸為900mm×600mm×450mm ,隔熱屏內部結構尺寸要紧根據處理工件的形狀、尺寸和爐子的生產率決定,並應考慮到爐子的加熱成效、爐溫均勻性、檢修和裝出料操作的方便。
一样隔熱屏的內表面與加熱器之間的距離約為50—100mm;加熱器與工件(或夾具、料筐)之間的距離為50一150mm。
隔熱屏兩端通常不佈置加熱器,溫度偏低。
因此,隔熱屏每端應大於有效加熱區約150—300mm,或更長一些。
從傳熱學的觀點看,圓筒形的隔熱屏熱損失最小,宜儘量採用。
則:L=900+2×(150~300)=1100~1400mmB=600+2×(50~150)+2×(50~100)=800~1100mmH=450+2×(50~150)+2×(50~100) L=1300㎜=650~950mm B=900㎜不妨,我們取L=1300 mm;B=900mm;H=850mm。
H=850㎜2、爐襯隔熱材料的選擇由於爐子周围具有相似的工作環境,我們一样選用相同的材料。
為簡單起見,爐門及出爐口我們也採用相同的結構和材料。
這裡我們選用金屬隔熱屏,由於加熱爐的最高利用溫度為1300℃,這裡我們採用六層全金屬隔熱屏,其中內三層為鉬層,外三層為不銹鋼層。
按設計計算,第一層鉬輻射屏與爐溫相等,以後各輻射屏逐層降低,鉬層每層降低250℃左右,不銹鋼層每層降低150℃左右。
則按上述設計,各層的設計溫度為:第一層:1300℃;第二層:1050℃;第三層:800℃;第四層:550℃;第五層:400℃;第六層:250℃;水冷夾層內壁:100℃最後水冷加層內壁的溫度為100℃<150℃,符合要求。
3、各隔熱層、爐殼內壁的面積及厚度(1)、隔熱屏由於隔熱層屏與屏之間的間距約8~15mm,這裡我們取10mm。
真空热处理炉自动控制技术和要求
真空热处理炉设备研制技术伴随着计算机和微电子技术的发展而不断进步,从初始的继电器和常规电器(元件)控制到PC机控制以及近年的PC机和智能化控制仪表(控温仪表、真空仪表、电量仪表等)的综合控制系统,对真空热处理设备及工艺进行工艺参数、程序动作和工艺过程的全面控制。
自20世纪80年代以来,控制系统采用智能化控制仪表和可编程控制器为代表的综合控制方式,已经成为真空热处理炉设备先进程度的标志。
WZ型真空热处理炉的自动控制技术(系统)是沿着继电器控制系统和HTL数字集成电路顺控器系统到开发以PLC可编程序控制器为核心的微机控制系统不断发展的,PLC微机控制系统和智能化控制仪表匹配,组成综合控制系统,实现了对真空系统、机械动作、充气系统和工艺参数及工艺过程的全面控制。
使WZ型真空热处理炉自动控制系统达到国外同类产品90年代的技术水平
WZ型真空炉电控系统设计特点是:
①电控系统运行可靠,各机械动作稳定,位置准确,操作简单方便;
②温度控制精度高,调整参数方便,尽可能做到无超调;
③操作、维修方便,电路中接线、焊点减至最低点,从而大大降低故障率;
④电控系统运行状态直观显示,并具有必要的故障诊断功能;
⑤降低成本,提高性能价格比。
吐哈油田800KW常压加热炉技术规格书一、设计、制造过程中执行的标准规范原油加热炉的设计、材料、制造、检验与检测、包装、运输及铭牌等应遵循下列标准规范的新版本要求。
如果相同条件的规范标准不止一种,应执行最严格的。
1 SY/T5265-2000 《火筒式加热炉规范》2 SY5265-94 《火筒式加热炉设计技术规定》3 SY10031-2004 《石油工业用加热炉安全规定》4 SY/T0540-94 《石油行业加热炉型式与整体参数》5 JB/T7985-95 《常压热水锅炉应用标准》6 国家技术监督局2000年11号令《小型和常压热水锅炉安全监察规定》6 JB/T 4709-92 《钢制压力容器焊接规程》7 JB4730-94 《压力容器无损检验》8 JB 2536-80 《压力容器油漆、包装后运输》9 GB/T13306-1991 《标牌》10 HG20592-97 《钢制法兰》11 GB8163-86 《输送流体用无缝钢管》12 GWPB-1999 《锅炉大气污染物排放标准》13 EN676 《欧共体关于燃烧机安全安装规定》二、原油加热炉设计条件及参数:1、被加热介质:水被加热介质额定流量:35m3/H被加热介质进口温度: 65℃被加热介质出口温度: 95℃管程设计压力:1.6MPa管程压降:<0.1 MPa2、环境温度:-28.7℃~+45 .2℃3、风速:平均最大风速20m/S,极端最大风速40 m/S4、使用地点及条件:在吐哈油田鄯善采油厂,系统露天布置,使用。
要做到防雨、防风、防沙。
5、地震设防烈度:≥7度。
6、设备使用海拔高度:1000米。
7、加热炉本体承压按0.6MPa设计,并按压力容器制造。
8、燃料燃料:石油伴生天然湿气供气压力:0.2~0.5MPa (表压)操作温度:常温燃气热值:36.8MJ/Nm3三、原油加热炉系统设计要求和功能1、原油加热炉本体和自控壳体内压低于大气压的高效加热炉。

真空热处理炉规格
真空热处理技术,就是真空技术和热处理技术的两种专业性技术的结合,能够有效提高金属材料品质,促进我国工业生产技术水平的不断提高。
当金属在空气炉进行加热过程中,会同空气中的氧气、水蒸气、二氧化碳等氧化物进行化学反应,生成的物质将会严重影响金属材料质量,导致金属材料品质降低。
而洛阳迅智工贸真空热处理炉则能够很好的解决这一问题,在进行金属加热的过程中,是金属处于完全真空的环境当中,在不同外界环境接触的情况完成热处理工艺,从而有效避免杂质混入,提高金属材料品质。
一、外热式真空热处理炉
外热式真空加热炉是较早的真空加热炉产品,结构相对简单,且缺乏水冷装置,也就导致了外热式真空加热炉的工作温度不能过高,否则将会严重影响到加
热炉本身的机构组成。
外热式加热炉在实际运行过程中,能够避免外界气体参与热处理工作,基本能够保证加热材料质量,是目前应用最为广泛的真空加热处理设备。
二、内热式真空热处理炉
内热式真空热处理炉,是目前发展较为迅速的真空热处理设备。
内热式真空热处理炉的种类比较繁多,数量较多,由电阻加热,且待用降温处理设备,常常在退火、淬火、烧结、回火等工序使用,且使用效果非常良好。
内热式真空热处理炉工作环境较外热式真空热处理炉来说要更稳定更优效,能够优效保证物质热处理工作的顺利开展,全自动化的操作程序也大大提高了真空热处理炉的工作效率,是目前发展前景最为广阔的真空热处理设备。
随着我国科技技术水平的不断提高,以及国际间的交流日渐加强,我国真空热处理炉的发展速度也获得了很大程度上的改善,能够满足我国工业企业的生产要求,促进了我国工业产品的生产质量,使我国工业产品在国际上的竞争地位不断提高。
一.真空热处理炉设计(一)热处理炉设计说明1.技术参数参照VFC-224型卧式单室气淬真空炉,以下为该种真空炉的技术参数:2.VFC型真空炉的简要介绍:VFC型炉是由炉体、加热室、气冷装置、真空系统、电气控制系统等组成的。
电热元件为石墨管,隔热屏采用夹层式结构,夹层内壁为钼片,外壁为不锈钢板,中间填充硅酸铝耐火纤维。
炉床上镶有高铝制品,防止金属工件或料筐与石墨接触,在高温下粘结。
根据需要,电热元件也可以用钼、钨等材料制成。
隔热屏亦可采用钼、钨、不锈钢板制成的全金属隔热屏。
(二)确定炉体的基本结构和尺寸1. 炉膛尺寸的确定根据技术参数,真空加热炉的有效加热区尺寸为610mm×381mm×254mm ,隔热屏内部结构尺寸主要根据处理工件的形状、尺寸和炉子的生产率决定,并应考虑到炉子的加热效果、炉温均匀性、检修和装出料操作的方便。
一般隔热屏的内表面与加热器之间的距离约为50—100mm,加热器与工件(或夹具、料筐)之间的距离为50一150mm,工件与炉膛内定部距离为200—500mm。
隔热屏两端通常不布置加热器,温度偏低。
因此,隔热屏每端应大于有效加热区约150—300mm,或更长一些。
计算得出炉膛的尺寸:L=610+2×(150~300)=910~1210mmB=381+2×(50~150)+2×(50~100)=581~881mmH=254+2×(50~100)+(200~500)+(50~150)=604~1104mm于是,可以取L=1100mm;B=800mm;H=700mm。
2.炉衬隔热材料的选择根据选择的真空炉炉型,这里选用金属隔热屏。
由于加热炉的最高使用温度为1350℃,可以采用六层全金属隔热屏,其中内三层为钼层,外三层为不锈钢层。
根据经验查阅相关资料,第一层钼辐射屏与炉温相等,以后各辐射屏逐层降低,钼层每层降低250℃左右,不锈钢层每层降低150℃左右。
技术规范书鄂尔多斯市亿洲化工设备制造有限公司2012年3月21日目录1.总则 (3)2.工程概况 (3)3.设备工作环境 (4)4.执行标准 (4)5.技术参数 (5)6.供货范围 (8)7.技术资料 (9)8.包装和运输 (9)9.供货质量要求 (9)10.安装调试 (10)11.验收与培训 (11)12..买卖双方的责任 (13)1.总则1.本技术规格书提出的是对于鄂尔多斯市亿洲化工设备制造有限公司机加工车间热处理炉的技术要求及规范。
2.本技术规格书提出的是最低限度的技术要求,其中并未规定所有的技术要求和适用的标准。
投标人应提供一套满足本技术规格书和所列标准要求的高质量全新的产品及其相应服务。
3.如未对本技术规格书提出偏差,将认为提供的设备符合本技术规格书和标准的要求。
投标人必须将偏差(无论多少)清楚地表示在“技术偏差表”中。
4.投标人须执行本技术规格书所列标准。
有矛盾时,按较高标准执行。
2.工程概况1.项目名称:鄂尔多斯市亿洲化工设备制造有限公司。
2.建设地点:内蒙古鄂尔多斯市杭锦旗独贵特拉工业园区3.项目规模:热处理炉4. 供货日期:2012年5月31日以前。
3.设备工作环境1.厂房高度:≥12M2.厂房湿度:相对湿度≤85%3.环境温度: 5--40°C4.电源:动力电源(三相):AC 380V ±10%电源频率: 50HZ±1HZ4.执行标准热处理炉的设计、制造、安装、实验、检测、包装严格按以下标准执行。
GB699 《优质碳素结构钢技术条件》GB700 《碳素结构钢》GB9286 《色漆和清漆漆膜的规格实验》GB/T13306 《标牌》GB/T13384 《机电产品包装通用技术条件》J834 《热带低压电器》JB/ZQ4000.3 《焊接件通用技术要求》SJ/T31415-1994(2009)《台车式燃气炉完好要求和检查评定方法》JB/Y7629-94 《耐火纤维炉衬的设计和安装规范》JB/DQ5071-92 《筑炉手册》GB10067.1-4-88 《电热设备基本技术条件-通用部分》GB10066.1-88 《电热设备实验方法-通用部分》GB5959.1-88 《电热设备的安全-通用部分》GB10067.4-88 《电热设备的基本技术条件-间接电阻炉》GB10066.4-88 《电热设备的安全-间接电阻炉》GB5959.2-92 《电热设备的安全对电阻炉的通用要求》QJ1428-88 《热处理炉温度控制和测量》IJG3511-96 《热电偶检定规程》GB9452-88 《热处理炉有效加热区测定方法》噪音符合TJ36和《工业企业噪音卫生标准》5.技术参数6.供货范围1台台车式热处理炉(包括台车总成、热处理炉体、燃烧系统、排烟系统和控制系统等)其它辅机成套供应,请供货商提供台数和型号。
[19]中华人民共和国国家知识产权局[12]实用新型专利说明书[11]授权公告号CN 2887886Y [45]授权公告日2007年4月11日专利号 ZL 200520112374.9[22]申请日2005.07.08[21]申请号200520112374.9[73]专利权人北京易西姆工业炉科技发展有限公司地址100101北京市朝阳区北小营欧陆经典万兴苑11号公寓楼10B室[72]设计人高文栋 马卫东 [74]专利代理机构北京金富邦专利事务所有限责任公司代理人孙伯庆 崔玉珍[51]Int.CI.C21D 1/773 (2006.01)C21D 9/00 (2006.01)权利要求书 1 页 说明书 5 页 附图 7 页[54]实用新型名称真空热处理炉[57]摘要一种真空热处理炉,可以实现金属零件热处理后无氧化、无脱碳、少畸变、干净、无污染,实现快速加热和快速冷却,运行可靠性高,其采用冷壁内热式真空加热,由不同子系统构成一体化设备,整体布局紧凑合理,壳体采用异型流线加强结构。
加热炉胆是八角形整体式结构,炉胆360度立体空间布置多组喷嘴,可以向炉内提供渗碳气氛。
复合绝热密封门(3)采用绝热密封结构,启闭运行时执行“慢—快—慢”速度节拍,速度可控可调。
工件自动转移机构(4)采用移动车和升降车叠加在一起的整体式结构,载重量大,转移运行平稳速度快。
内置淬火油槽容积大,淬火热油采用外循环冷却,加大冷却能力,油槽内布置多个特殊油喷嘴喷射淬火油,增大淬火搅拌烈度。
使用炉用密封水冷风机机组和内置气冷循环风道,对工件强制冷却,气流均匀,具备气淬功能。
真空系统紧凑,管道短,阻力小。
精确自控,人机对话,实现自动编程和工艺随机更改。
200520112374.9权 利 要 求 书第1/1页 1.一种真空热处理炉,其特征是:由壳体;在壳体中部是加热炉胆;在加热炉的右侧是复合绝热密封门;在复合绝热密封门右侧是叠加式整体内部料车;在加热炉的底部是置于密封钢管内淬火油加热的管;在加热管上设置油槽喷嘴;在加热炉的上部是气冷循环风道;真空系统组成。
真空热处理炉合盛隆真空高压气淬炉用途:主要用于高速钢、工模具钢、不锈钢的淬火;不锈钢和钛合金的固溶处理;磁性材料的真空热处理及高温钎焊和真空烧结。
加对流风机还可进行低温回火。
结构特点:加热室采用不锈钢骨架、新型碳毡复合材料,变形量少、耐高温高压气流冲刷,使用寿命长,易维护。
采用石墨管加热器,易安装维护,故障率低。
气冷采用喷射式冷却方式,石墨喷嘴圆周均布,使高压气流流动更合理(部分主风管风量大小可调,客户可根据工件的特点控制部分主风管风量的大小),能有效控制工件变形。
高速高压大流量风机,铜-铜高效圆型换热器,实现高速冷却。
风机可采用单速、双速、变频调速多种方式,控制风冷速度。
加热室也可以采用全金属结构,以满足钛合金、精密合金的固溶处理要求。
电控系统采用PLC与可编程温度控制器的方式,实现全自动、半自动、手动三种控制方式,操作灵活。
四、设备选型1、尺寸规格7、冷却控制:A(变频器)、B(软启动);JA(进口变频器)、JB(进口软起动)、JAA (进口变频器+进口风机)。
标准配置为软起动加国产风机。
8、附加项目:A(配储气罐)、B(配水冷却系统)、AB(配储气罐+水冷却系统)、C(配消音器)。
9、现场布置方式:A(控制柜横向放)、B(控制柜纵向放)。
真空油淬炉用途:可用于合金钢、工具钢、模具钢、高速钢、轴承钢、弹簧钢、不锈钢等材料的光亮淬火、退火或陶瓷材料、硬质合金的真空烧结;金属材料的真空钎焊等.结构特点:加热室采用不锈钢骨架、新型碳毡复合材料,变形量少、耐高温高压气流冲刷,使用寿命长,易维护。
采用石墨管加热器,易安装维护,故障率低。
气冷采用喷射式冷却方式,石墨喷嘴圆周均布,使高压气流流动更合理(部分主风管风量大小可调,客户可根据工件的特点控制部分主风管风量的大小),能有效控制工件变形。
高速高压大流量风机,铜-铜高效圆型换热器,实现高速冷却。
风机可采用单速、双速、变频调速多种方式,控制风冷速度。
加热室也可以采用全金属结构,以满足钛合金、精密合金的固溶处理要求。