钨极氩弧焊的工艺参数主要有焊接电流种类及极性
- 格式:doc
- 大小:76.50 KB
- 文档页数:3

氩弧焊安全操作规程氩弧焊安全操作规程之相关制度和职责,一、焊机必须可靠接地,没有地线不准使用。
二、焊机在使用前,必须检查水管与氧管的连接,保证焊接前正常供水供气,不允许漏水漏气。
三、焊枪要有良好的隔热、绝热性能。
四、工作完毕或临时离开工作场地...一、焊机必须可靠接地,没有地线不准使用。
二、焊机在使用前,必须检查水管与氧管的连接,保证焊接前正常供水供气,不允许漏水漏气。
三、焊枪要有良好的隔热、绝热性能。
四、工作完毕或临时离开工作场地,必须切断焊机电源及气门、水门开关。
五、工作前要穿好工作服和胶鞋,最好穿耐腐蚀强的非棉织品工作服。
六、在引弧或施焊时,要注意挡好避光屏以免强烈的弧光伤害别人。
七、室内焊接场地,必须配置良好的通风设备。
八、焊接过程中避免钨极与焊件短路或钨极和焊丝接触短路。
九、交换钨极时要等到焊枪冷却,防止烫伤。
篇2:手工钨极氩弧焊的操作规程1.准备工作(1)熟悉图样及工艺规程,掌握施焊位置、尺寸和要求,合理地选择施焊方法及顺序。
(2)清理好工作场地,准备好辅助工具和防护用品。
(3)检查设备。
焊机上的调整机构、导线、电缆及接地是否良好;手把绝缘是否良好,地线与工件连接是否可靠;水路、气路是否畅通;高频或脉冲引弧和稳弧器是否良好。
(4)检查工件。
坡口内不得有熔渣、泥土、油污、砂粒等物存在,在焊缝两侧20mm 范围内不得有油、锈,焊丝应进行除油除锈工作。
(5)不要在风口处或强制通风的地方施焊。
(6)依据工艺文件和产品图样要求,正确选择焊丝。
2.安全技术(1)穿戴好个人防护用品,应在通风良好的环境下工作,工作场地严防潮湿和存有积水,严禁堆放易燃物品。
(2)工件必须可靠接地,用直流电源焊接时要注意减少高频电作业时间,引弧后要立即切断高频电源。
(3)冬季施焊时,一定要用压缩空气将整个水路系统中的水吹净,以免冻坏管道。
(4)修磨钨极时要戴手套和口罩。
3.工艺参数的选择钨极氩弧焊的工艺参数主要有焊接电流种类及极性、焊接电流、钨极直径及端头形状、保护气体流量等。
氩弧焊工艺参数及对焊缝成形的影响一、 实验目的1. 详细了解TIG 焊设备的组成及其操作过程;2. 了解铝合金焊接时电弧的阴极雾化作用;3. 了解工艺参数对焊缝成形的影响;4. 初步掌握钨极氩弧焊施焊的基本技能。
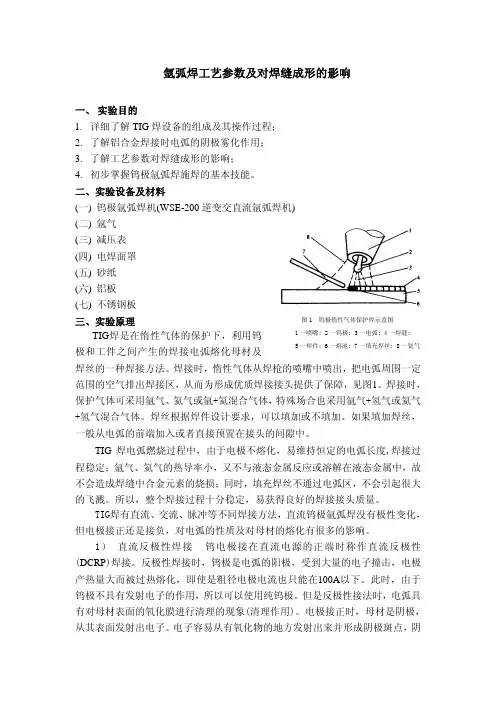
二、实验设备及材料(一) 钨极氩弧焊机(WSE-200逆变交直流氩弧焊机)(二) 氩气(三) 减压表(四) 电焊面罩(五) 砂纸(六) 铝板(七) 不锈钢板三、实验原理TIG 焊是在惰性气体的保护下,利用钨极和工件之间产生的焊接电弧熔化母材及焊丝的一种焊接方法。
焊接时,惰性气体从焊枪的喷嘴中喷出,把电弧周围一定范围的空气排出焊接区,从而为形成优质焊接接头提供了保障,见图1。
焊接时,保护气体可采用氩气、氦气或氩+氦混合气体,特殊场合也采用氩气+氢气或氦气+氢气混合气体。
焊丝根据焊件设计要求,可以填加或不填加。
如果填加焊丝,一般从电弧的前端加入或者直接预置在接头的间隙中。
TIG 焊电弧燃烧过程中,由于电极不熔化,易维持恒定的电弧长度,焊接过程稳定;氩气、氦气的热导率小,又不与液态金属反应或溶解在液态金属中,故不会造成焊缝中合金元素的烧损;同时,填充焊丝不通过电弧区,不会引起很大的飞溅。
所以,整个焊接过程十分稳定,易获得良好的焊接接头质量。
TIG焊有直流、交流、脉冲等不同焊接方法,直流钨极氩弧焊没有极性变化,但电极接正还是接负,对电弧的性质及对母材的熔化有很多的影响。
1) 直流反极性焊接 钨电极接在直流电源的正端时称作直流反极性(DCRP )焊接。
反极性焊接时,钨极是电弧的阳极,受到大量的电子撞击,电极产热量大而被过热熔化,即使是粗径电极电流也只能在100A 以下。
此时,由于钨极不具有发射电子的作用,所以可以使用纯钨极。
但是反极性接法时,电弧具有对母材表面的氧化膜进行清理的现象(清理作用)。
电极接正时,母材是阴极,从其表面发射出电子。
电子容易从有氧化物的地方发射出来并形成阴极斑点,阴 图1 钨极惰性气体保护焊示意图 1一喷嘴; 2一钨极; 3一电弧; 4一焊缝; 5一焊件; 6一熔池; 7一填充焊丝; 8一氨气极斑点受到质量较大的正离子的撞击,使该区域氧化膜被破坏掉。
氩弧焊焊接工艺参数一、电特性参数1.焊接电流钨极氩弧焊的焊接电流通常是根据工件的材质、厚度和接头的空间位置来选择的,焊接电流增加时,熔深增大,焊缝的宽度和余高稍有增加,但增加很少,焊接电流过大或过小都会使焊缝成形不良或产生焊接缺陷。
2.电弧电压钨极氩弧焊的电弧电压主要是由弧长决定的,弧长增加,电弧电压增高,焊缝宽度增加,熔深减小。
电弧太长电弧电压过高时,容易引起未焊透及咬边,而且保护效果不好。
但电弧也不能太短,电弧电压过低、电弧太短时,焊丝给送时容易碰到钨极引起短路,使钨极烧损,还容易夹钨,故通常使弧长近似等于钨极直径。
3.焊接速度焊接速度增加时,熔深和熔宽减小,焊接速度过快时,容易产生未熔合及未焊透,焊接速度过慢时,焊缝很宽,而且还可能产生焊漏、烧穿等缺陷。
手工钨极氩弧焊时,通常是根据熔池的大小、熔池形状和两侧熔合情况随时调整焊接速度。
二、其它参数1.喷嘴直径喷嘴直径(指内径)增大,应增加保护气体流量,此时保护区范围大,保护效果好。
但喷嘴过大时,不仅使氩气的消耗增加,而且不便于观察焊接电弧及焊接操作。
因此,通常使用的喷嘴直径一般取8mm~20mm为宜。
2.喷嘴与焊件的距离喷嘴与焊件的距离是指喷嘴端面和工件间的距离,这个距离越小,保护效果越好。
所以,喷嘴与焊件间的距离应尽可能小些,但过小将不便于观察熔池,因此通常取喷嘴至焊件间的距离为7mm~15mm。
3.钨极伸出长度为防止电弧过热烧坏喷嘴,通常钨极端部应伸出喷嘴以外。
钨极端头至喷嘴端面的距离为钨极伸出长度,钨极伸出长度越小,喷嘴与工件间距离越近,保护效果越好,但过小会妨碍观察熔池。
通常焊对接缝时,钨极伸出长度为5mm~6mm较好;焊角焊缝时,钨极伸出长度为7mm~8mm较好。
4.气体保护方式及流量钨极氩弧焊除采用圆形喷嘴对焊接区进行保护外,还可以根据施焊空间将喷嘴制成扁状(如窄间隙钨极氩弧焊)或其他形状。
焊接根部焊缝时,焊件背部焊缝会受空气污染氧化,因此必须采用背部充气保护。
氩弧焊焊接工艺参数的选择钨极氩弧焊的工艺参数主要有焊接电流种类及极性、焊接电流、钨极直径及端部形状、保护气体流量等,对于自动钨极氩弧焊还包括焊接速度和送丝速度。
脉冲钨极氩弧焊主要参数有Ip 、tp 、Ib 、tb 、fa脉幅比RA = Ip / Ib 、脉冲电流占空比Rw =tp / tb+ tp(1) 钨极氩弧焊工艺参数1) 焊接电流种类及大小一般根据工件材料选择电流种类,焊接电流大小是决定焊缝熔深的最主要参数,它主要根据工件材料、厚度、接头形式、焊接位置,有时还考虑焊工技术水平( 钨极氩弧时) 等因素选择。
2) 钨极直径及端部形状,钨极直径根据焊接电流大小、电流种类选择。
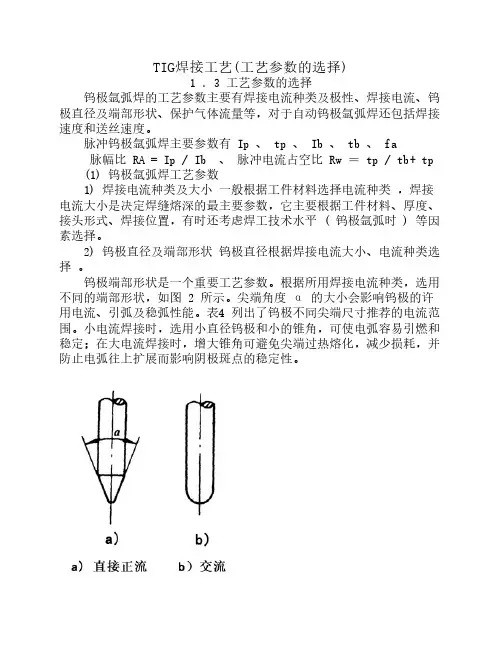
钨极端部形状是一个重要工艺参数。
根据所用焊接电流种类,选用不同的端部形状。
尖端角度α 的大小会影响钨极的许用电流、引弧及稳弧性能。
表1列出了钨极不同尖端尺寸推荐的电流范围。
小电流焊接时,选用小直径钨极和小的锥角,可使电弧容易引燃和稳定;在大电流焊接时,增大锥角可避免尖端过热熔化,减少损耗,并防止电弧往上扩展而影响阴极斑点的稳定性。
表1 钨极尖端形状和电流范围(直流正接)钨极尖端角度对焊缝熔深和熔宽也有一定影响。
减小锥角,焊缝熔深减小,熔宽增大,反之则熔深增大,熔宽减小。
3) 气体流量和喷嘴直径在一定条件下,气体流量和喷嘴直径有一个最佳范围,此时,气体保护效果最佳,有效保护区最大。
如气体流量过低,气流挺度差,排除周围空气的能力弱,保护效果不佳:流量太大,容易变成紊流,使空气卷入,也会降低保护效果。
同样,在流量子定时,喷嘴直径过小,保护范围小,且因气流速度过高而形成紊流;喷嘴过大,不仅妨碍焊工观察,而且气流流速过低,挺度小,保护效果也不好。
所以,气体流量和喷嘴直径要有一定配合。
一般手工氩弧焊喷嘴孔径和保护气流量的选用见表2。
表 2 喷嘴孔径与保护气流量选用范围4) 焊接速度焊接速度的选择主要根据工件厚度决定并和焊接电流、预热温度等配合以保证获得所需的熔深和熔宽。

手工钨极氩弧焊接工艺操作规程,保护电极和溶池不受大气有害气体的危害。
(一)手工钨极氩弧焊工艺参数20~30A的低电流下电弧还可稳定地燃烧。
手工钨极氩弧焊工艺参数主要有焊接电流、电弧电压、钨极直径、氩气流量、焊丝直径、喷嘴直径、钨极伸出长度、焊接速度等。
1、焊接电流电流过大容易产生烧穿或焊缝下陷、咬边等缺陷还会引起钨极烧损或产生夹钨缺陷,电流过小,电弧燃烧不稳定甚至发生偏吹。
2、,也会使焊缝氧化或产生焊透不匀等缺陷。
应在保证良好视线的前提下短弧操作。
通常电弧电压的选用范围是10~20V。
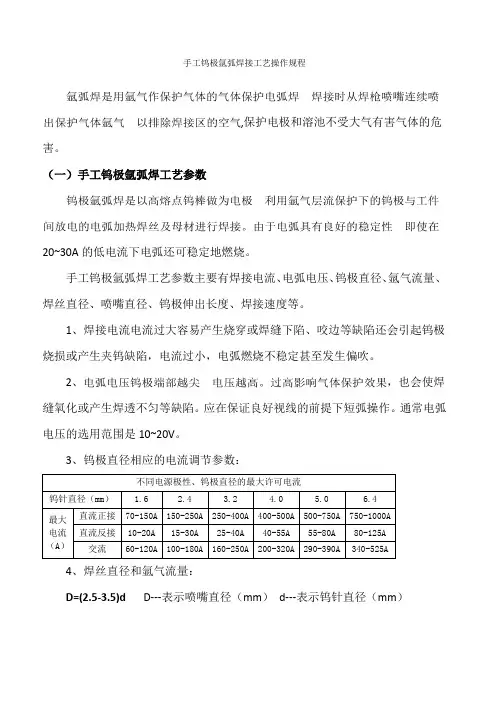
3、钨极直径相应的电流调节参数:4、焊丝直径和氩气流量:D=(2.5-3.5)d D---表示喷嘴直径(mm)d---表示钨针直径(mm)易使空气侵入。
气体流量取决于喷嘴形状、尺寸、坡口形式、焊接电流及喷嘴与Q=KD Q—表示氩气流量(L/min)D---表示喷嘴直径(mm)K—表示系数K值=0.8~1.25、钨极伸出长度:总之手工钨极氩弧焊的喷嘴直径一般为5~20mm氩气流量3~25 L/min钨极伸出长度为5~10mm喷嘴与工件距离5~12mm。
(二)手工钨极氩弧焊操作技术1.焊接工艺参数:氩气保护试验法:按选定的工艺参数在试验板(与工件材质相同)上引燃电5~10颜色观察法以鉴别气体保护;铝焊缝表面呈银白本色。
2. 电源种类和极性的选择:3. 坡口形式和尺寸:常用坡口形式有V形、U形、双面V形和V-U组合形等。
(三)焊前清理及预热:1、焊前清理:施焊前必须严格清理焊接区及填充焊丝,去除氧化膜、油脂及水分。
工件表面未形成氧化膜时,可用丙酮进行脱脂处理,当已生成氧化膜时应进行酸化处理或用机械法打磨掉,焊前再用丙酮去污。
2、预热:黑色金属焊接一般不须预热,δ>26mm时,可适当预热。
预热可加快焊接速度、防止过热、减少合金元素烧损,并利于良好熔合。
(四)操作技术:1、定位焊:装配定位,焊接用采用与正式焊接相同的焊丝和工艺。
氩弧焊焊接工艺参数一、电特性参数1.焊接电流钨极氩弧焊的焊接电流通常是根据工件的材质、厚度和接头的空间位置来选择的,焊接电流增加时,熔深增大,焊缝的宽度和余高稍有增加,但增加很少,焊接电流过大或过小都会使焊缝成形不良或产生焊接缺陷。
2.电弧电压钨极氩弧焊的电弧电压主要是由弧长决定的,弧长增加,电弧电压增高,焊缝宽度增加,熔深减小。
电弧太长电弧电压过高时,容易引起未焊透及咬边,而且保护效果不好。
但电弧也不能太短,电弧电压过低、电弧太短时,焊丝给送时容易碰到钨极引起短路,使钨极烧损,还容易夹钨,故通常使弧长近似等于钨极直径。
3.焊接速度焊接速度增加时,熔深和熔宽减小,焊接速度过快时,容易产生未熔合及未焊透,焊接速度过慢时,焊缝很宽,而且还可能产生焊漏、烧穿等缺陷。
手工钨极氩弧焊时,通常是根据熔池的大小、熔池形状和两侧熔合情况随时调整焊接速度。
二、其它参数1.喷嘴直径喷嘴直径(指内径)增大,应增加保护气体流量,此时保护区范围大,保护效果好。
但喷嘴过大时,不仅使氩气的消耗增加,而且不便于观察焊接电弧及焊接操作。
因此,通常使用的喷嘴直径一般取8mm~20mm为宜。
2.喷嘴与焊件的距离喷嘴与焊件的距离是指喷嘴端面和工件间的距离,这个距离越小,保护效果越好。
所以,喷嘴与焊件间的距离应尽可能小些,但过小将不便于观察熔池,因此通常取喷嘴至焊件间的距离为7mm~15mm。
3.钨极伸出长度为防止电弧过热烧坏喷嘴,通常钨极端部应伸出喷嘴以外。
钨极端头至喷嘴端面的距离为钨极伸出长度,钨极伸出长度越小,喷嘴与工件间距离越近,保护效果越好,但过小会妨碍观察熔池。
通常焊对接缝时,钨极伸出长度为5mm~6mm较好;焊角焊缝时,钨极伸出长度为7mm~8mm较好。
4.气体保护方式及流量钨极氩弧焊除采用圆形喷嘴对焊接区进行保护外,还可以根据施焊空间将喷嘴制成扁状(如窄间隙钨极氩弧焊)或其他形状。
焊接根部焊缝时,焊件背部焊缝会受空气污染氧化,因此必须采用背部充气保护。
钨极氩弧焊的电流种类和极性钨极氩弧焊的电流种类和极性钨极氩弧焊时,焊接电弧正、负极的导电和产热机构与电极材料的热物理性能有密切关系、从而对焊接工艺有显著影响。
下面分别讨论采用不同电流种类和极性进行钨极氩弧焊的情况。
一、直流钨极氩弧焊直流钨极氩弧焊时,电流极性没有变化,电弧连续而稳定,按电源极性的不同接法,又可将直流钨极氩弧焊分为直流正极性法和直流反极性法两种方法。
1.直流正极性法直流正极性法焊接时,焊件接电源正极,钨极接电源负极。
由于钨极熔点很高,热发射能力强,电弧中带电粒子绝大多数是从钨极上以热发射形式产生的电子。
这些电子撞击焊件(负极),释放出全部动能和位能(逸出功),产生大量热能加热焊件,从而形成深而窄的焊缝。
该法生产率高,焊件收缩应力和变形小。
另一方面,由于钨极上接受正离子撞击时放出的能量比较小,而且由于钨极在发射电子时需要付出大量的逸出功,所以钨极上总的产热量比较小,因而钨极不易过热,烧损少;对于同一焊接电流可以采用直径较小的钨极。
再者,由于钨极热发射能力强,采用小直径钨棒时,电流密度大,有利于电弧稳定。
综上所述,直流正极性有如下特点:1)熔池深而窄,焊接生产率高,焊件的收缩应力和变形都小。
2)钨极许用电流大,寿命长。
3)电弧引燃容易,燃烧稳定。
总之,直流正极性优点较多,所以除铝、镁及其合金的焊接以外,钨极氩弧焊一般都采用直流正极性焊接。
2.直流反极性法直流反极性时焊件接电源负极,钨极接正极。
这时焊件和钨极的导电和产热情况与直流正极性时相反。
由于焊件一般熔点较低,电子发射比较困难,往往只能在焊件表面温度较高的阴极斑点处发射电子,而阴极斑点总是出现在电子逸出功较低的氧化膜处。
当阴极斑点受到弧柱中来的正离子流的强烈撞击时,温度很高,氧化膜很快被汽化破碎,显露出纯洁的焊件金属表面,电子发射条件也由此变差。
这时阴极斑点就会自动转移到附近有氧化膜存在的地方,如此下去,就会把焊件焊接区表面的氧化膜清除掉,这种现象称为阴极破碎(或称阴极雾化)现象。
氩弧焊焊接工艺参数的选择钨极氩弧焊的工艺参数主要有焊接电流种类及极性、焊接电流、钨极直径及端部形状、保护气体流量等,对于自动钨极氩弧焊还包括焊接速度和送丝速度。
脉冲钨极氩弧焊主要参数有Ip 、tp 、Ib 、tb 、fa脉幅比RA = Ip / Ib 、脉冲电流占空比Rw =tp / tb+ tp(1) 钨极氩弧焊工艺参数1) 焊接电流种类及大小一般根据工件材料选择电流种类,焊接电流大小是决定焊缝熔深的最主要参数,它主要根据工件材料、厚度、接头形式、焊接位置,有时还考虑焊工技术水平( 钨极氩弧时) 等因素选择。
2) 钨极直径及端部形状,钨极直径根据焊接电流大小、电流种类选择。
钨极端部形状是一个重要工艺参数。
根据所用焊接电流种类,选用不同的端部形状。
尖端角度α的大小会影响钨极的许用电流、引弧及稳弧性能。
表1列出了钨极不同尖端尺寸推荐的电流范围。
小电流焊接时,选用小直径钨极和小的锥角,可使电弧容易引燃和稳定;在大电流焊接时,增大锥角可避免尖端过热熔化,减少损耗,并防止电弧往上扩展而影响阴极斑点的稳定性。
表1 钨极尖端形状和电流范围(直流正接)钨极尖端角度对焊缝熔深和熔宽也有一定影响。
减小锥角,焊缝熔深减小,熔宽增大,反之则熔深增大,熔宽减小。
3) 气体流量和喷嘴直径在一定条件下,气体流量和喷嘴直径有一个最佳范围,此时,气体保护效果最佳,有效保护区最大。
如气体流量过低,气流挺度差,排除周围空气的能力弱,保护效果不佳:流量太大,容易变成紊流,使空气卷入,也会降低保护效果。
同样,在流量子定时,喷嘴直径过小,保护范围小,且因气流速度过高而形成紊流;喷嘴过大,不仅妨碍焊工观察,而且气流流速过低,挺度小,保护效果也不好。
所以,气体流量和喷嘴直径要有一定配合。
---------------------------------------------------------------最新资料推荐------------------------------------------------------氩弧焊焊接工艺参数氩弧焊焊接工艺参数一、电特性参数 1.焊接电流钨极氩弧焊的焊接电流通常是根据工件的材质、厚度和接头的空间位置来选择的,焊接电流增加时,熔深增大,焊缝的宽度和余高稍有增加,但增加很少,焊接电流过大或过小都会使焊缝成形不良或产生焊接缺陷。
2.电弧电压钨极氩弧焊的电弧电压主要是由弧长决定的,弧长增加,电弧电压增高,焊缝宽度增加,熔深减小。
电弧太长电弧电压过高时,容易引起未焊透及咬边,而且保护效果不好。
但电弧也不能太短,电弧电压过低、电弧太短时,焊丝给送时容易碰到钨极引起短路,使钨极烧损,还容易夹钨,故通常使弧长近似等于钨极直径。
3.焊接速度焊接速度增加时,熔深和熔宽减小,焊接速度过快时,容易产生未熔合及未焊透,焊接速度过慢时,焊缝很宽,而且还可能产生焊漏、烧穿等缺陷。
手工钨极氩弧焊时,通常是根据熔池的大小、熔池形状和两侧熔合情况随时调整焊接速度。
二、其它参数 1.喷嘴直径喷嘴直径(指内径)增大,应增加保护气体流量,此时保护区范围大,保护效果好。
但喷嘴过大时,不仅使氩气的消耗增加,而且不便于观察焊接1/ 10电弧及焊接操作。
因此,通常使用的喷嘴直径一般取 8mm~20mm 为宜。
2.喷嘴与焊件的距离喷嘴与焊件的距离是指喷嘴端面和工件间的距离,这个距离越小,保护效果越好。
所以,喷嘴与焊件间的距离应尽---------------------------------------------------------------最新资料推荐------------------------------------------------------ 可能小些,但过小将不便于观察熔池,因此通常取喷嘴至焊件间的距离为 7mm~15mm。
2023年熔化焊接与热切割参考题库含答案(图片大小可自由调整)第1卷一.全能考点(共50题)1.【判断题】盛装易起聚合反应或分解反应气体的气瓶,必须规定储存期限,并应避开放射性射线源。
2.【单选题】钨极氩弧焊的工艺参数不包括()。
A、焊接电流种类及极性B、钨极直径C、焊接电压3.【单选题】将部件、组件、零件联接组合成为整台机器的操作过程称为()A、零件装配B、组件装配C、部件装配D、总装配4.【判断题】基本茶类分为不发酵的绿茶类,全发酵的红茶类,半发酵的青茶类,部分发酵的白茶类,部分发酵的黄茶类及后发酵的黑茶类,共六大茶类。
5.【单选题】埋弧焊由于采用颗粒状焊剂,所以此种焊接方法一般只适用于的焊接位置是()。
A、横焊B、平焊C、竖焊6.【多选题】建筑起重机械产权单位在办理备案手续时,应当向设备备案机关提交哪些资料:()。
A、产权单位法人营业执照副本B、特种设备制造许可证C、产品合格证D、制造监督检验证明E、建筑起重机械设备属地租聘协议书7.【判断题】移动式压力容器充装过程中,除非出现禁止装卸作业的现象,驾驶人员不得随意移动车辆。
8.【单选题】把质量浓度98%以上的硝酸溶液称为()。
A、浓硝酸9.【判断题】脱离低压电源的方法可用“拉切挑拽”四个字概括。
10.【判断题】当自然接地电阻超过4Ω时,应采用人工接地极。
11.【单选题】机床热变形与机床外部热源()。
A、有关B、无关C、关系不大D、很大关系12.【单选题】()式钻模板适合大型工件上孔加工,钻模板不与夹具体联接。
A、固定B、铰链C、可卸D、回转13.【多选题】施工项目管理具有()特点。
A、施工项目管理的主体是建筑企业B、施工项目管理的主体是建设单位C、施工项目管理的对象是施工项目D、施工项目管理的内容是按阶段变化的E、施工项目管理要求强化组织协调工作14.【单选题】熔化焊时,机械危险大量表现为人员与()的接触伤害。
A、静止物件B、短路物件C、可运动件15.【单选题】汽车罐车、罐式集装箱应按照0.1MPa和罐体的设计压力进行气密性试验,保压时间不少于()min。
钨极氩弧焊的工艺参数主要有焊接电流种类及极性、焊接电流、钨极直径及端部形状、保护气体流量等,对于自动钨极氩弧焊还包括焊接速度和送丝速度。
脉冲钨极氩弧焊主要参数有Ip 、tp 、Ib 、tb 、fa
脉幅比RA = Ip / Ib 、脉冲电流占空比Rw =tp / tb+ tp
(1) 钨极氩弧焊工艺参数
1) 焊接电流种类及大小一般根据工件材料选择电流种类,焊接电流大小是决定焊缝熔深的最主要参数,它主要根据工件材料、厚度、接头形式、焊接位置,有时还考虑焊工技术水平( 钨极氩弧时) 等因素选择。
2) 钨极直径及端部形状,钨极直径根据焊接电流大小、电流种类选择。
钨极端部形状是一个重要工艺参数。
根据所用焊接电流种类,选用不同的端部形状。
尖端角度α 的大小会影响钨极的许用电流、引弧及稳弧性能。
表1列出了钨极不同尖端尺寸推荐的电流范围。
小电流焊接时,选用小直径钨极和小的锥角,可使电弧容易引燃和稳定;在大电流焊接时,增大锥角可避免尖端过热熔化,减少损耗,并防止电弧往上扩展而影响阴极斑点的稳定性。
表1 钨极尖端形状和电流范围(直流正接)
钨极尖端角度对焊缝熔深和熔宽也有一定影响。
减小锥角,焊缝熔深减小,熔宽增大,反之则熔深增大,熔宽减小。
3) 气体流量和喷嘴直径在一定条件下,气体流量和喷嘴直径有一个最佳范围,此时,气体保护效果最佳,有效保护区最大。
如气体流量过低,气流挺度差,排除周围空气的能力弱,保护效果不佳:流量太大,容易变成紊流,使空气卷入,也会降低保护效果。
同样,在流量子定时,喷嘴直径过小,保护范围小,且因气流速度过高而形成紊流;喷嘴过大,不仅妨碍焊工观察,而且气流流速过低,挺度小,保护效果也不好。
所以,气体流量和喷嘴直径要有一定配合。
一般手工氩弧焊喷嘴孔径和保护气流量的选用见表2。
表 2 喷嘴孔径与保护气流量选用范围
4) 焊接速度焊接速度的选择主要根据工件厚度决定并和焊接电流、预热温度等配合以保证获得所需的熔深和熔宽。
在高速自动焊时。
还要考虑焊接速度对气体、保护效果的影响。
焊接速度过大,保护气流严重偏后,可能使钨极端部、弧柱、熔池暴露在空气中。
因此必须采用相应措施如加大保护气体流量或将焊炬前倾一定角度,以保持良好的保护作用。
5) 喷嘴与工件的距离距离越大,气体保护效果越差,但距离太近会影响焊工视线,且容易使钨极与熔池接触而短路,产生夹钨,一般喷嘴端部与工件的距离在8 ~14mm 之间。
表 3 列出了几种材料钨极氩弧焊的参考焊接条件。
表3 铝及铝合金自动钨极氩弧焊焊接条件例(交流)。