尺寸链原理及应用
- 格式:wps
- 大小:1.60 MB
- 文档页数:32

第五章尺寸链原理及应用在机械产品设计过程中,设计人员根据某一部件或总的使用性能,规定了必要的装配精度(技术要求),这些装配精度,在零件制造和装配过程中是如何经济可靠地保证的,装配精度和零件精度有何关系,零件的尺寸公差和形位公差又是怎样制定出来的。
所有这些问题都需要借助于尺寸链原理来解决。
因此对产品设计人员来说尺寸链原理是必须掌握的重要工艺理论之一。
§5-1 概述教学目的:①尺寸链的基本概念,组成、分类;②尺寸链的建立与分析;③尺寸链的计算教学重点:掌握工艺尺寸链的基本概念;尺寸链组成及分类教学难点:尺寸链的作图一、尺寸链的定义及其组成1. 尺寸链的定义由若干相互有联系的尺寸按一定顺序首尾相接形成的尺寸封闭图形定义为尺寸链。
在零件加工过程中,由同一零件有关工序尺寸所形成的尺寸链,称为工艺尺寸链,如图5-1所示。
在机器设计和装配过程中,由有关零件设计尺寸形成的尺寸链,称为装配尺寸链,如图5-2所示。
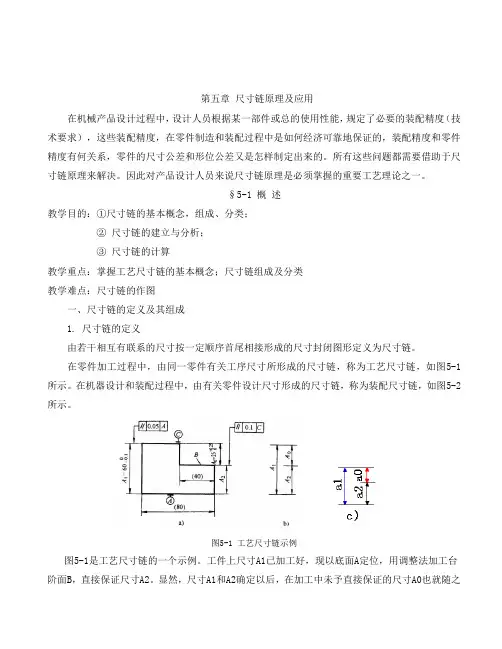
图5-1 工艺尺寸链示例图5-1是工艺尺寸链的一个示例。
工件上尺寸A1已加工好,现以底面A定位,用调整法加工台阶面B,直接保证尺寸A2。
显然,尺寸A1和A2确定以后,在加工中未予直接保证的尺寸A0也就随之确定。
尺寸A0、A1和A2构成了一个尺寸封闭图形,即工艺尺寸链,如图5-1b所示。
图5-2 装配尺寸链图由上述可知,尺寸链具有以下三个特征1)具有尺寸封闭性,尺寸链必是一组有关尺寸首尾相接所形成的尺寸封闭图。
其中应包含一个间接保证的尺寸和若干个对此有影响的直接获得的尺寸。
2)尺寸关联性,尺寸链中间接保证的尺寸受精度直接保证的尺寸精度支配,且间接保证的尺寸精度必然低于直接获得的尺寸精度。
3)尺寸链至少是由三个尺寸(或角度量)构成的。
在分析和计算尺寸链时,为简便起见,可以不画零件或装配单元的具体结构。
知依次绘出各个尺寸,即将在装配单元或零件上确定的尺寸链独立出来,如图5-1b),这就是尺寸链图。
尺寸链图中,各个尺寸不必严格按比例绘制,但应保持各尺寸原有的连接关系。
尺寸链原理及其应用一、引言尺寸链原理是指在一个系统中,各个组成部分的尺寸之间存在着特定的比例关系。
这种比例关系可以用来设计和优化系统,提高系统的效率和性能。
尺寸链原理被广泛应用于各种领域,如机械设计、电子电路设计、化学反应等。
二、尺寸链原理的基本概念在一个系统中,各个组成部分的尺寸之间存在着特定的比例关系,这种比例关系可以用数学公式来表示。
例如,在机械设计中,轴承内径和外径之间的比例关系可以表示为d1/d2=k,其中d1为内径,d2为外径,k为常数。
三、尺寸链原理的应用1. 机械设计中的应用在机械设计中,利用尺寸链原理可以优化机械结构,并提高机械性能。
例如,在齿轮传动系统中,齿轮模数和齿数之间存在着特定的比例关系,在设计时可以根据这种比例关系来确定齿轮模数和齿数的取值范围。
2. 电子电路设计中的应用在电子电路设计中,利用尺寸链原理可以优化电路结构,并提高电路性能。
例如,在滤波器的设计中,电容和电感之间存在着特定的比例关系,可以根据这种比例关系来确定电容和电感的取值范围,从而优化滤波器的性能。
3. 化学反应中的应用在化学反应中,利用尺寸链原理可以优化反应条件,并提高反应效率。
例如,在合成有机物的反应中,反应物的摩尔比和反应时间之间存在着特定的比例关系,可以根据这种比例关系来确定最佳的反应条件。
四、尺寸链原理的优点1. 提高系统效率利用尺寸链原理可以优化系统结构和参数,从而提高系统效率。
2. 提高系统稳定性尺寸链原理可以保证系统各个部分之间存在着协调一致的比例关系,从而提高系统稳定性。
3. 提高设计效率利用尺寸链原理可以快速确定系统各个部分的参数范围,从而提高设计效率。
五、尺寸链原理在实际工程中的案例1. 汽车发动机设计中的应用在汽车发动机设计中,利用尺寸链原理可以优化发动机结构和参数,从而提高发动机的性能和效率。
例如,在汽车发动机的气缸直径和行程之间存在着特定的比例关系,可以根据这种比例关系来确定最佳的气缸直径和行程。
尺寸链的原理与应用1. 尺寸链的概述尺寸链是一种用于管理和控制物体尺寸之间关系的技术。
通过建立一系列连接,使得物体的尺寸能够相互影响和传递,从而实现自动的尺寸调整和适应性布局。
尺寸链在图形设计、UI设计和前端开发等领域有着广泛的应用。
2. 尺寸链的基本原理尺寸链的基本原理是通过建立连接关系,将物体的尺寸属性进行传递和关联。
根据物体间的依赖关系,可以将尺寸链分为以下几种类型:2.1. 父子尺寸链父子尺寸链是指将父容器的尺寸属性与子元素的尺寸属性进行关联。
当父容器的尺寸发生变化时,子元素的尺寸也会相应地进行调整。
这种尺寸链常见于响应式布局中,用于实现自适应和弹性布局。
2.2. 兄弟尺寸链兄弟尺寸链是指将同级元素的尺寸属性进行关联。
当一个元素的尺寸发生变化时,其他相邻的元素也会受到影响,从而实现整体布局的自动调整。
兄弟尺寸链常见于平铺式布局和流式布局中。
2.3. 链式尺寸链链式尺寸链是指将多个元素的尺寸属性进行连接形成一个链条。
当链条中的某个元素的尺寸发生变化时,其后续的元素也会相应地进行调整。
这种尺寸链常见于导航栏、分页器等需要自动调整布局的场景。
3. 尺寸链的应用实例尺寸链在实际开发中有着广泛的应用,下面以几个常见的实例介绍其具体应用:3.1. 响应式布局在响应式布局中,尺寸链被广泛应用于实现自适应和弹性布局。
通过建立父子尺寸链,子元素的尺寸会根据父容器的尺寸自动进行调整,从而使得页面能够在不同大小的屏幕上呈现出合适的布局。
3.2. 平铺式布局平铺式布局中常使用兄弟尺寸链来实现项目的等分布局。
当一个元素的尺寸发生变化时,其他相邻的元素也会按比例进行调整,保持整体布局的一致性。
3.3. 导航栏导航栏通常使用链式尺寸链实现自动调整布局。
当导航项的尺寸发生变化时,后续的导航项会相应地进行调整,从而保持导航栏的整体布局美观。
4. 总结尺寸链是一种用于管理和控制物体尺寸关系的技术,通过建立连接关系,可以实现自动的尺寸调整和适应性布局。
尺寸链公差分配原理在盲插互联结构电子设备中的应用盲插互联结构电子设备不仅结构较复杂而且装配精度要求相对较高。
为了将相互对插的连接器最终位置偏差控制在合理范围内,需要利用尺寸链公差分配原理对设备内部影响连接器最终对插精度的各零部件关键尺寸和形位公差以及装配定位尺寸公差进行规划,以便取得合理的制造和装配精度,从而保证连接器最终顺利可靠对插,最终保证盲插互联电气连接的可靠性。
标签:盲插互联结构;尺寸链;公差分配;电子设备1 概述机箱类电子设备,其母板(或结构板)安装在机箱底部,模块沿着机箱内侧的导槽垂直插入机箱,模块底部的连接器与母板(或结构板上)的连接器在不可见(或不可调整)的情况下对插,这种互联结构被称为盲插互联。
盲插互联技术是现代电气互连组装所普遍采用的技术,其不但体积小、重量轻、抗振性好;而且还能提高电子设备的互换性、应急保障性,节约结构空间,缩短修复时间。
因此盲插技术在军用、民用各平台电子设备上得到了大量运用。
然而,由于结构的复杂性导致的众多精度不确定性严重影响了盲插结构的最终装配精度。
主要涉及到机箱、模块、母板(或结构板)、连接器的加工和装配精度,以及整个系统的装配精度等诸多环节。
要发挥出盲插技术在电气互联方面的优越性,就必须解决盲插结构装配定位精度控制技术问题。
目前盲插互联技术应用中普遍采用的连接器为D形连接器、矩形连接器、BMA连接器、LRM连接器等。
在这些连接器中为了保证高频电信号驻波、插损等指标要求,以及低频信号连接可靠,要求盲插精度公差必须保证控制在±0.15mm以内。
因此,如果不能有效控制上述影响盲插结构装配精度的因素,最终装配精度将无法满足盲插技术的容许公差。
2 典型盲插结构电子设备如图1所示的产品为典型的盲插互联结构产品。
主要组成部分有机箱、模块、电路板(结构板)、模块上的连接器、电路板(或结构板)上的连接器。
结构板安装在机箱底部的安装面上,模块沿着机箱侧面的导槽垂直插入机箱,模块上的连接器与结构板上的连接器对插。
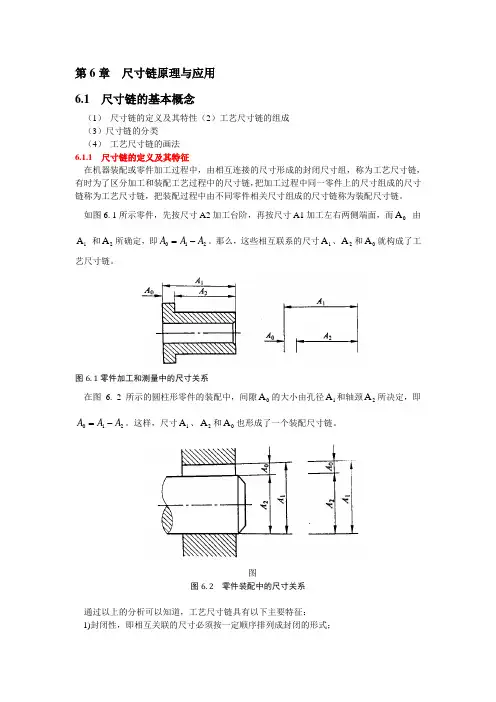
第6章 尺寸链原理与应用 6.1 尺寸链的基本概念(1) 尺寸链的定义及其特性(2)工艺尺寸链的组成 (3)尺寸链的分类(4) 工艺尺寸链的画法 6.1.1 尺寸链的定义及其特征在机器装配或零件加工过程中,由相互连接的尺寸形成的封闭尺寸组,称为工艺尺寸链,有时为了区分加工和装配工艺过程中的尺寸链,把加工过程中同一零件上的尺寸组成的尺寸链称为工艺尺寸链,把装配过程中由不同零件相关尺寸组成的尺寸链称为装配尺寸链。
如图6. 1所示零件,先按尺寸A2加工台阶,再按尺寸A1加工左右两侧端面,而0A 由1A 和2A 所确定,即012A A A =-。
那么,这些相互联系的尺寸1A 、2A 和0A 就构成了工艺尺寸链。
图6. 1零件加工和测量中的尺寸关系在图 6. 2所示的圆柱形零件的装配中,间隙0A 的大小由孔径1A 和轴颈2A 所决定,即012A A A =-。
这样,尺寸1A 、2A 和0A 也形成了一个装配尺寸链。
图图6. 2 零件装配中的尺寸关系通过以上的分析可以知道,工艺尺寸链具有以下主要特征:1)封闭性,即相互关联的尺寸必须按一定顺序排列成封闭的形式;2)关联性,指某个尺寸及精度的变化必将影响其他尺寸和精度变化,即它们的尺寸和精度互相联系,互相影响。
3)唯一性一个尺寸链只有一个封闭环,不能没有也不能出现两个或两个以上的封闭环。
A的位置。
同一个零件的加工顺序不同,不能增加或减少封闭环数,只能改变封闭环4)最少三环一个尺寸链最少有三个环,少于三环的尺寸链不存在。
6.1.3 尺寸链的分类1)按环的尺寸特征(1)长度尺寸链:全部尺寸均为长度尺寸的尺寸链,如图6. 1所示。
(2)角度尺寸链:全部尺寸均为角度尺寸的尺寸链,如图6. 3所示。
2)按环空间的位置关系(1)直线尺寸链:全部组成环平行于封闭环的尺寸链。
(2)平面尺寸链:全部组成环位于一个或几个平行平面内,但某些组成环不平行与封闭环的尺寸链,如图6. 4所示。
尺寸链计算是工程中常用的一种计算方法,它用于求解零件尺寸之间的极限公差和统计公差。
在工程设计和制造中,尺寸的精度和公差是非常重要的,它直接影响着产品的质量和性能。
正确地进行尺寸链计算对于保证产品质量和满足设计要求非常重要。
在本文中,我们将介绍尺寸链计算的基本原理和方法,以及如何在Excel中进行尺寸链计算。
一、尺寸链计算的基本原理1. 尺寸链概念在机械设计中,尺寸链是指由多个零件或特征尺寸组成的一系列尺寸之间的关系。
这些尺寸之间的关系可以通过公差来描述,而公差又可以分为极限公差和统计公差。
尺寸链计算就是通过计算这些尺寸之间的公差,来保证零件装配的合理性和可靠性。
2. 极限公差与统计公差极限公差是指在设计过程中,为了保证零件之间的装配要求而规定的最大和最小尺寸偏差。
统计公差是指在大批量生产中,为了保证产品尺寸的稳定性而规定的公差范围。
进行尺寸链计算时,需要同时考虑极限公差和统计公差。
二、尺寸链计算的方法1. 传统计算方法传统的尺寸链计算方法通常是手工计算,需要通过手动的方式将尺寸链中的所有尺寸和公差进行组合计算。
这种方法存在计算复杂、容易出错的缺点,效率低下。
2. Excel求解方法为了提高尺寸链计算的效率和准确性,可以利用Excel软件进行求解。
通过建立尺寸链模型和设置相关的公式,可以实现尺寸链计算的自动化。
Excel具有强大的计算功能和灵活的数据处理能力,非常适合用于尺寸链计算。
三、在Excel中进行尺寸链计算的步骤1. 建立尺寸链模型首先需要将尺寸链中的所有尺寸和公差以表格的形式输入到Excel中,并根据尺寸之间的关系建立尺寸链模型。
可以利用Excel的单元格设置合适的格式和公式,以便后续的计算和分析。
2. 设置公式进行计算在建立好尺寸链模型后,可以利用Excel的公式功能进行尺寸链计算。
根据零件装配的要求和公差规定,可以设置相应的公式来求解极限公差和统计公差。
通过调整输入的参数和数据,可以实时得到计算结果。
尺寸链—计算方法宝子们!今天咱们来唠唠尺寸链的计算方法呀。
尺寸链呢,就像是一个链条,环环相扣的。
那它的计算方法有两种主要类型哦。
一种是极值法。
这就像是走极端一样。
比如说,我们要确定一个装配体的总尺寸,极值法就是把各个组成环的最大极限尺寸或者最小极限尺寸加起来,得到封闭环的极限尺寸。
就像搭积木,把每块积木最大或者最小的情况考虑进去,这样就知道整个搭出来的东西最大或者最小能是啥样。
这种方法很简单直接,但是呢,它有点保守,因为在实际生产中,各个尺寸都取到极限值的情况比较少啦,不过在一些对精度要求不是超级高,但是要保证能装配上的情况,还是很好用的呢。
还有一种是概率法哦。
这个就比较有趣啦,它像是在玩概率游戏。
它考虑到各个组成环的尺寸是按照一定的概率分布的,不是总是取到极限值。
比如说,在生产很多零件的时候,每个零件的尺寸在一定范围内波动,概率法就是根据这些波动的概率来计算封闭环的尺寸。
这就好比是算一群小伙伴的平均身高,不是只看最高和最矮的,而是综合考虑大家的身高分布情况。
概率法算出的结果呢,通常会比极值法更接近实际情况,而且在大批量生产的时候,能更好地利用零件的加工精度,不会像极值法那样过于保守,能提高生产效率和降低成本呢。
在计算尺寸链的时候呀,我们得先搞清楚哪些是组成环,哪些是封闭环。
封闭环就是我们最终要确定尺寸的那个环,就像是链条的最后一环。
而组成环呢,就是那些影响封闭环尺寸的环啦。
宝子们可别搞混咯。
不管是用极值法还是概率法,目的都是为了在生产中能准确地控制尺寸,让产品能够顺利装配,而且还能保证质量呢。
这尺寸链的计算虽然有点小复杂,但是只要我们理解了它的原理,就像掌握了一个小魔法,能让我们在生产制造的世界里游刃有余哦。
希望宝子们都能对尺寸链的计算方法有个新的认识呀。
。
5·5·3 ;ªI ¤ fi⁵·⁵·³·¹ £‰ 根据上面所述各种因素对加工余量的影响,并由图⁵·¹³可得出下面的计算公式。
对称$面(双边,如孔 或轴)的基本余量为:² “ T Q + (R a +’ ) *¯ + ¯*l(⁵·’) D ²Q +l p Q 或△eD ²² “ T +²(R a +’ ) ² *¯ + ¯*l(⁵·8) D Q Q + l pQ △e D 非对称$面(单边,如平面)的基本余量为: ² “ T + (R a +’ ) *¯ + ¯*l(⁵·9) D Q Q +l pQ △e D 上述两个公式,实ƒ应用时可根据具体加工条件简化。
如在无心磨床上加工轴时,装夹误差可忽略不计;用浮动较刀或用拉刀拉孔时空间偏差对加工余量无影响,且无装夹误差;研磨、 精加工、抛光等加工方法,$要是减小$面粗糙度值,因此加工余量只需要去掉上工序的$面粗糙度值就可以了。
用计算法可确定出最合理的加工余量,既y 省金属,又保证了加工质量。
必须要有可靠的实验数据资料,且费时间,因此此法适用于大量生产。
⁵·⁵·³·² ¤‡‰工厂中广泛应用这种方法,$格是以工厂的生产实践和试验研究所积累的数据为基础,并结合具体加工 情况加以修正 制定的,如《金属机械加工工艺人员手册》。
⁵·⁵·³·³Š‰$要用于单件小批生产,靠经验确定加工余量,因此不 准确。
为保证不出废品,余量往往偏大。
⁵·4 尺 寸 链5·6·1 flfl在机械设计和工艺文件设计中,为保证机械零件加工、部件及机器装配和使用的质量,经常要对一‰ 互关联的尺寸、公差和技术要求进行分析和计算,为使计算工作简化,可采用尺寸链原理。
机械设计尺寸链原理与应用建议收藏尺寸链原理及应用在机械设计和工艺工作中,为保证加工、装配和使用的质量,经常要对一些相互关联的尺寸、公差和技术要求进行分析和计算,为使计算工作简化,可采用尺寸链原理。
尺寸链原理是分析和计算工序尺寸很有效的工具,在制定机械加工工艺规程和保证装配精度中都有很重要的应用一、尺寸链的定义、组成定义:尺寸链就是在零件加工或机器装配过程中,由相互联系且按一定顺序连接的封闭尺寸组合。
组成:环——尺寸链中的每一个尺寸。
它可以是长度或角度。
封闭环——在零件加工或装配过程中间接获得或最后形成的环。
组成环——尺寸链中对封闭环有影响的全部环。
组成环又可分为增环和减环。
增环——若该环的变动引起封闭环的同向变动,则该环为增环.减环——若该环的变动引起封闭环的反向变动。
则该环为减环。
尺寸链特性封闭性:尺寸链必是一组有关尺寸首尾相接所形成的尺寸封闭图。
其中应包含一个间接保证的尺寸和若干个对此有影响的直接获得的尺寸关联性:尺寸链中间接保证的尺寸受精度直接保证的尺寸精度支配,且间接保证的尺寸精度必然低于直接获得的尺寸精度工艺尺寸链:同一个零件、工序尺寸相关联装配尺寸链:相关联的不同零件、不同设计尺寸尺寸链的建立1、确定封闭环关键1)加工顺序或装配顺序确定后才能确定封闭环。
2)封闭环的基本属性为“派生”,表现为尺寸间接获得。
要领1)设计尺寸往往是封闭环。
2)加工余量往往是封闭环(靠火花磨除外)。
2、组成环确定关键1)封闭环确定后才能确定。
2)直接获得。
3)对封闭环有影响确定封闭环注意:1)零件尺寸链的封闭环应为公差等级要求最低的环,一般在零件图上不进行标注,以免引起加工中的混乱。
2)在确定封闭环之后,应确定对封闭环有影响的各个组成环,使之与封闭环形成一个封闭的尺寸回路。
3)在建立尺寸链时应遵守“最短尺寸链原则”,即对于某一封闭环,若存在多个尺寸链时,应选择组成环数最少的尺寸链进行分析计算。
※※增、减环判别方法在尺寸链图中用首尾相接的单向箭头顺序表示各尺寸环,其中与封闭环箭头方向相反者为增环,与封闭环箭头方向相同者为减环。
一维尺寸链计算方法原理
嘚嘛嘚,咱今儿就来摆摆这一维尺寸链计算的方法原理。
四川话里头说,这计算法儿嘛,就跟咱们做串串香一样,一环扣一环,不能乱了套。
首先啊,咱们得把这一维尺寸链给弄清楚。
陕西方言里讲,这就好比咱陕西的羊肉泡馍,得把各种材料都备齐了,才能开始弄。
一维尺寸链啊,就是把产品或零件上所有相关联的尺寸,按照一定顺序串联起来,形成一个链条。
接下来呢,咱们得用这北京话儿里的“规矩”来计算。
这规矩嘛,就是计算公式和规则。
咱得按照这些规矩来,一步一个脚印儿,不能马虎。
先确定好基准尺寸,再逐个计算其他尺寸,最后还得校核一下,看看结果是否符合要求。
在计算过程中啊,咱们还得注意一些细节问题。
比如说,尺寸的公差范围得掌握好,不能超出规定的范围;还有啊,计算时要考虑到各种因素的影响,比如温度、材料性能等等。
总之啊,这一维尺寸链计算方法原理嘛,就像咱们吃串串香、做羊肉泡馍、遵守规矩一样,都得有个过程和讲究。
只有这样儿,咱们才能算得准、做得好、吃得香。
大家说是不是这个理儿?。
第五章尺寸链原理及应用在机械产品设计过程中,设计人员根据某一部件或总的使用性能,规定了必要的装配精度(技术要求),这些装配精度,在零件制造和装配过程中是如何经济可靠地保证的,装配精度和零件精度有何关系,零件的尺寸公差和形位公差又是怎样制定出来的。
所有这些问题都需要借助于尺寸链原理来解决。
因此对产品设计人员来说尺寸链原理是必须掌握的重要工艺理论之一。
§5-1 概述教学目的:①尺寸链的基本概念,组成、分类;②尺寸链的建立与分析;③尺寸链的计算教学重点:掌握工艺尺寸链的基本概念;尺寸链组成及分类教学难点:尺寸链的作图一、尺寸链的定义及其组成1. 尺寸链的定义由若干相互有联系的尺寸按一定顺序首尾相接形成的尺寸封闭图形定义为尺寸链。
在零件加工过程中,由同一零件有关工序尺寸所形成的尺寸链,称为工艺尺寸链,如图5-1所示。
在机器设计和装配过程中,由有关零件设计尺寸形成的尺寸链,称为装配尺寸链,如图5-2所示。
图5-1 工艺尺寸链示例图5-1是工艺尺寸链的一个示例。
工件上尺寸A1已加工好,现以底面A定位,用调整法加工台阶面B,直接保证尺寸A2。
显然,尺寸A1和A2确定以后,在加工中未予直接保证的尺寸A0也就随之确定。
尺寸A0、A1和A2构成了一个尺寸封闭图形,即工艺尺寸链,如图5-1b所示。
图5-2 装配尺寸链图由上述可知,尺寸链具有以下三个特征1)具有尺寸封闭性,尺寸链必是一组有关尺寸首尾相接所形成的尺寸封闭图。
其中应包含一个间接保证的尺寸和若干个对此有影响的直接获得的尺寸。
2)尺寸关联性,尺寸链中间接保证的尺寸受精度直接保证的尺寸精度支配,且间接保证的尺寸精度必然低于直接获得的尺寸精度。
3)尺寸链至少是由三个尺寸(或角度量)构成的。
在分析和计算尺寸链时,为简便起见,可以不画零件或装配单元的具体结构。
知依次绘出各个尺寸,即将在装配单元或零件上确定的尺寸链独立出来,如图5-1b),这就是尺寸链图。
尺寸链图中,各个尺寸不必严格按比例绘制,但应保持各尺寸原有的连接关系。
2.尺寸链的组成组成尺寸链的每一个尺寸,称为尺寸链的尺寸环。
各尺寸环按其形成的顺序和特点,可分为封闭环和组成环。
凡在零件加工过程或机器装配过程中最终形成的环(或间接得到的环)称为封闭环,如图5-1中的尺寸A0。
尺寸链中除封闭环以外的各环,称为组成环,如图5-1中的尺寸A1和A2。
对于工艺尺寸链来说,组成环的尺寸一般是由加工直接得到的。
组成环按其对封闭环影响又可分为增环和减环。
若尺寸链中其余各环保持不变,该环变动(增大或减小)引起封闭环同向变动(增大或减小)的环,称为增环。
反之,若尺寸链中其余各环保持不变,由于该环变动(增大或减小)引起封闭环反向变动(减小或增大)的环,称为减环。
图5-1中,A1为增环,一般记为1A,A2为减环,记为2A 。
计算尺寸链时,首先应确定封闭环和组成环,并判断增环和减环。
判别增、减环多采用回路法。
回路法是根据尺寸链的封闭性和尺寸的顺序性判别增、减环的。
在尺寸链图上,在尺寸链图中用首尾相接的单向箭头顺序表示各尺寸环,首先对封闭环尺寸标单向箭头,方向任意选定;然后沿箭头方向环绕尺寸链回路画箭头。
凡是与封闭环箭头方向相同的尺寸为减环,与封闭环箭头方向相反为增环。
二、尺寸链的分类 1、按应用范围分类(1)工艺尺寸链——全部组成环为同一零件工艺尺寸所形成的尺寸链,在零件加工工序中,由有关工序尺寸、设计尺寸或加工余量等所组成的尺寸链。
(2)装配尺寸链——全部组成环为不同零件设计尺寸所形成的尺寸链,在机器设计和装配中,由机器或部件内若干个相关零件构成互相有联系的封闭尺寸链。
包含零件尺寸、间隙、形位公差等。
(3)零件尺寸链——全部组成环为同一零件设计尺寸所形成的尺寸链。
(4)设计尺寸链——装配尺寸链与零件尺寸链,统称为设计尺寸链。
2. 按尺寸链各尺寸环的几何特征和所处的空间位置,尺寸链可分为直线尺寸链、角度尺寸链、平面尺寸链和空间尺寸链。
(1)直线尺寸链 它的尺寸环都位于同一平面的若干平行线上,如图5-1b 所示的尺寸链。
这种尺寸链在机械制造中用得最多,是尺寸链最基本的形式,也是本节要讨论的重点。
(2)角度尺寸链 各尺寸环均为角度尺寸的尺寸链称为角度尺寸链。
图5-3所示为角度尺寸链两种常见的形式,其中图a 为具有公共角顶的封闭角度图形,图b 是由角度尺寸构成的封闭角度多边形。
另一类角度尺寸链是由平行度、垂直度等位置 图5-3 角度尺寸链示例关系构成的尺寸链。
例如,图5-1a 所示工件,C 面对A 面的平行度(用α1表示)已经确定。
加工B 面时,不仅得到尺寸A2,同时也得到了B 面对A 面的平行度α2。
α1、α2以及B 面对C 面的平行度α0构成了一个角度尺寸链,如图5-1c所示。
(3)平面尺寸链平面尺寸链由直线尺寸和角度尺寸组成,且各尺寸均处于同一个或几个相互平行的平面内。
如图5-4a所示的箱体零件中,坐标尺寸X、Y1和Y2与孔心距L0和夹角α0构成一平面尺寸链(图5-4b)。
在该尺寸链中,参与组成的尺寸不仅有直线尺寸(X、Y1、Y2、L0),还有角度尺寸(α0以及各坐标尺寸之间的夹角--其基本值为90),而且封闭环也不仅有直线尺寸L0,还有角度尺寸α0。
图5-4 平面尺寸链(4)空间尺寸链 组成环位于几个不平行平面内的尺寸链,称为空间尺寸链。
空间尺寸链在空间机构运动分析和精度分析中,以及具有空间角度关系的零部件设计和加工中会遇到。
平面尺寸链和空间尺寸链的分析计算较为复杂,本课程不作讨论。
三、尺寸链的计算用尺寸链原理解决生产实际问题,可分为两种情况1.公差设计计算已知封闭环,求解各组成环。
这种情况也称反计算。
用于产品设计、加工和装配工艺计算等方面。
在计算中,需要将封闭环公差正确合理地分配到各组成环上。
各组成环公差的大小不是唯一确定的,分配的公差大小需要优化。
除此之外,也经常遇到已知封闭环和部分组成环,求解其余组成环,这类情况也属于公差的设计计算。
一般称中间计算,用于设计、工艺计算等场合。
2.公差校核计算已知组成环,求解封闭环。
这种情况也称正计算。
用于校核封闭环公差和极限偏差的情况。
校核计算时,封闭环的计算结果是唯一确定的。
§5-2 工艺尺寸链教学目的:①掌握尺寸链的极值计算与概率计算方法②熟练掌握运用尺寸链求解工序尺寸的方法③掌握尺寸链的图表法。
教学重点:熟练掌握直线尺寸链的计算步骤和计算公式工艺尺寸链中封闭环的确定;工艺过程尺寸链的分析与解算。
工艺基准与设计基准不重合时工艺尺寸的计算;一次加工满足多个设计尺寸要求的工艺尺寸计算;有表面处理工序的工艺尺寸链;工序间余量校核;跟踪法建尺寸链。
教学难点:尺寸链的建立及封闭环的确定加工时,由同一零件上的与工艺相关的尺寸所形成的尺寸链称为工艺尺寸链。
机械制造中的尺寸和公差要求,通常是以基本尺寸及上、下偏差表达的。
在尺寸链计算中,还可以用最大极限尺寸和最小极限尺寸或中间尺寸和中间偏差来表达。
因而,需要按不同公式计算。
直线尺寸链应用最多,我们将介绍其在工艺过程中的应用和求解。
一、直线尺寸链的计算尺寸链的计算方法有极值法和统计法两种。
1. 尺寸链的极值计算方法采用极值算法,考虑最不利的极端情况。
即组成环出现极值(最大值或最小值)时,来计算封闭环。
此法的优点是简便、可靠;其缺点是当封闭环公差小,组成环数目多时,会使组成环公差过于严格,造成加工困难,使制造成本增加。
因此极值法多应用于封闭环精度要求较高,尺寸链环数较少;封闭环精度要求较低,尺寸链环数较多;或有补偿环的尺寸链中。
极值算法常用的基本计算公式如下: (1)封闭环的基本尺寸计算无论是极值法还是统计法,封闭环的基本尺寸都是可以用尺寸链方程式确定。
∑∑=+==m1p 1-n 1m q qp 0A-A A式中 A 0 -- 封闭环的基本尺寸; A p -- 增环的基本尺寸; A q -- 减环的基本尺寸; m -- 增环数; n -- 尺寸链总环数。
封闭环的基本尺寸等于各增环基本尺寸之和减去各减环基本尺寸之和。
(2)封闭环的极限尺寸计算封闭环的最大极限尺寸:∑∑=-+=-=m1p 11minmax 0max A A n m q q p A封闭环的最小极限尺寸:∑∑=-+=-=m1p 11maxmin 0min A A n m q q p A式中0max A 、0min A --分别为封闭环的最大、最小极限尺寸;max A p 、min A p --分别为增环的最大、最小极限尺寸; max q A 、min q A -- 分别为减环的最大、最小极限尺寸。
封闭环的最大尺寸等于各增环最大尺寸之和减去各减环最小尺寸之和;封闭环的最小尺寸等于各增环最小尺寸之和减去各减环最大尺寸之和。
(2)封闭环的上、下偏差计算∑∑=-+=-=m1p 11p 0ES ES n m q qEI∑∑=-+=-=m1p 11p 0EI EI n m q qES式中 ES 0、EI 0 -- 封闭环的上、下偏差; ES p 、EI p -- 增环的上、下偏差; ES q 、EI q -- 减环的上、下偏差。
封闭环的上偏差等于各增环上偏差之和减去各减环下偏差之和;封闭环的下偏差等于各增环下偏差之和减去各减环上偏差之和。
(4) 封闭环的公差∑-==110n i i T Tmin 0max 00A A T -=式中 T 0 -- 封闭环公差(极值公差); T i -- 组成环的公差。
上式表明直线尺寸链封闭环的公差等于各组成环公差之和。
2. 统计法在正常生产条件下,加工尺寸获得极限尺寸的可能性是较小的。
根据概率乘法定理,组成环极限尺寸重合的概率等于各组成环出现极限尺寸概率的乘积。
当组成环多时,极限尺寸相遇的可能性小。
因此当尺寸链环数较多,封闭环精度又较高时,就不应用极值法,而用统计法。
概率解法:又叫统计法。
应用概率论原理来进行尺寸键计算的一种方法。
如算术平均、均方根偏差等。
用统计法解尺寸链,封闭环基本尺寸与极值法相同。
在大批大量生产中,一个尺寸链中的各组成环尺寸的获得,彼此并无关系,因此可将它们看成是相互独立的随机变量。
相互独立的随机变量。
经大量实测数据后,从概率的概念来看,有两个特征数:① 算术平均值——这数值表示尺寸分布的集中位置。
② 均方根偏差σ——这数值说明实际尺寸分布相对算术平均值的离散程度。
(1)将极限尺寸换算成平均尺寸平均尺寸表示尺寸分布的集中位置,在平均尺寸附近出现的概率最大。
式中:∆A ——平均尺寸;max A ——最大极限尺寸; min A ——最小极限尺寸。
(2)将极限偏差换算为中间偏差2EIES +=∆ 式中:∆——中间偏差;ES ——上偏差; EI ——下偏差。
(3)由概率论有,当组成环的尺寸分布规律符合正态分布时,封闭环的尺寸分布规律也符合正态分布。