推力计作业指导书
- 格式:xls
- 大小:1.28 MB
- 文档页数:8
1.0目的:
为规范推拉力计的操作,确保实验的可靠性。
2.0范围:
适用于本公司推拉力计的操作。
3.0职责:
由相关推拉力计的操作使用人员执行。
4.0内容
4.1基本操作:
4.1.1拉力测试:
将附属的拉力用夹具安装到标示【PULL】端的中心轴上。
放置好产品,按切换钮归零,均匀用
力垂直向下拉,当指针停止不动时读出拉力的大小。
4.1.2推力测试:
从附属的推力夹具中,选择合适的测试用夹具,安装到标示【PUSH】端的中心轴上,放置好产
品后,按切换钮归零,均匀用力向垂直方向推,当指针停止不动时,读出力的大小。
4.1.3测试完成后切换旋钮的“.”标记,一定要置于荷重峰值【PEAK】的位置。
如果切换旋钮长期置
于连续荷重【TRACK】位置的话,则内部的置零弹簧片使用寿命会变短。
4.2注意事项:
4.2.1请勿施加超过推拉力计最大测试范围的荷重,以免造成仪器破损及故障。
4.2.2推拉力计正常的工作温度为:20±10℃,相对湿度为:15﹪-80﹪RH。
4.2.3避免将推拉力计保管或使用于低温、低湿或高温、高湿的场所。
4.2.4要求周围工作环境无震源及腐蚀性介质。
分发部门:□总经理□管代□行政□资材□工程□工模□装配■品质部□喷印□市场□塑胶.。
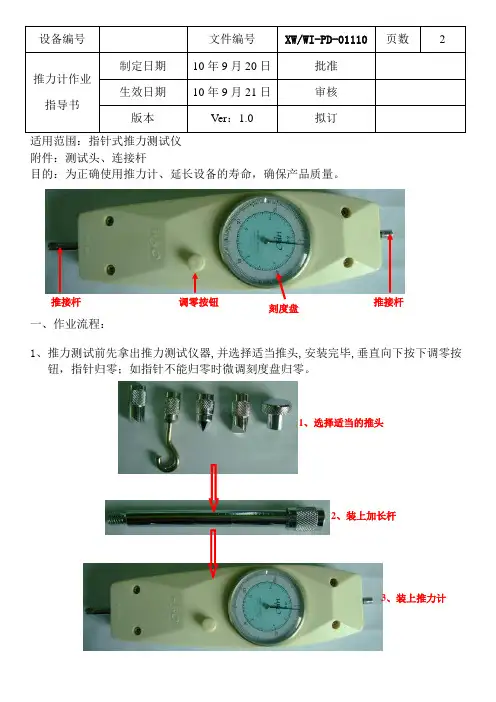
适用范围:指针式推力测试仪 附件:测试头、连接杆
目的:为正确使用推力计、延长设备的寿命,确保产品质量。
一、作业流程:
1、推力测试前先拿出推力测试仪器,并选择适当推头,安装完毕,垂直向下按下调零按钮,指针归零;如指针不能归零时微调刻度盘归零。
推接杆 调零按钮 推接杆
刻度盘 1、选择适当的推头
2、装上加长杆
3、装上推力计
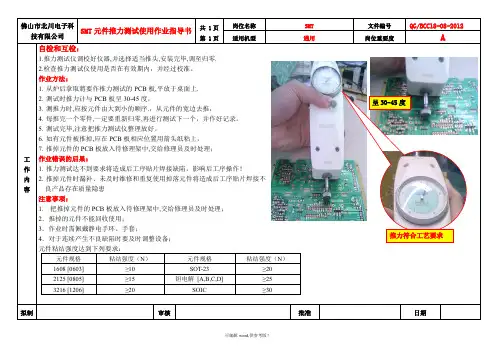
2、从炉后拿取將要作推力测试的机板,平放于桌面上;放置5-10分钟;
3、右手拿好推力测试仪,使推头与PCB板水平。
测推力時,应按元件由大到小的顺序;
按各种零件推力标准(参照下表)进行推力测试,每推完一个零件,一定要重新归零,再进行测试下一个;当测试达不到要求时,应立即通知相关人员及时解決。
二、作业后注意事项:
1、测试完毕,注意把推力测试仪整理放好,不能乱扔。
2、如有元件被推掉,应用坏机纸沾上元件并帖在PCB板相应位置,小心不要掉元件。
3、把推掉元件的PCB板放入待修理框中,交给修理员及时处理。
三、作业检查:
1、推力测试仪是否调校好。
2、测推力时是否按规定的顺序。
3、每两小时要抽测一到两块,做时一定要等板凉透了再测。
4、测推力時,角度不能大于10。

推拉力计操作作业指导书操作作业指导书:推拉力计一、简介推拉力计是一种用来测量物体受到的推力和拉力的仪器。
它由主体部分和测力笔组成,通过施加力量并测量其大小来判断物体所受力的大小。
本操作指导书将详细介绍推拉力计的操作步骤和注意事项。
二、准备工作1. 确保推拉力计处于正常工作状态。
检查仪器主体和测力笔是否完好,如有损坏或异常,请联系维修人员。
2. 将推拉力计放置在稳固的平面上,确保仪器不会晃动或滑动。
3. 确保工作区域干净整洁,远离杂物和易燃物品。
三、操作步骤1. 握住推拉力计主体部分,并将测力笔方向对准待测物体。
2. 缓慢施加力量,保持力量的方向与测力笔的方向一致。
同时,观察推拉力计上的刻度,记录下所施加的力量大小。
3. 推力测量:推动物体,直到施加的推力达到所需数值。
注意力量的平稳施加,避免突然用力。
4. 拉力测量:将测力笔固定在待测物体上,然后逐渐向后拉动物体,直到施加的拉力达到所需数值。
同样需要保持力量的平稳施加。
四、注意事项1. 操作时要保持稳定的姿势,避免身体晃动对测量结果产生影响。
2. 施加力量时要平稳持续,避免猛力或突然改变力量的方向。
3. 在测量过程中要注意力量的大小,避免超出推拉力计的测量范围。
4. 若在操作过程中出现测力笔或主体部分松动或脱落的情况,应立即停止使用,并及时联系维修人员进行修复。
5. 操作结束后,将推拉力计放置在安全的位置,并做好清洁和维护工作。
五、常见问题及解决方法1. 为什么推拉力计的测量结果不准确?可能是由于推拉力计受到外界干扰,比如地面不平或操作者姿势不正确。
应尽量选择平整的工作区域进行测量,并保持正确的操作姿势。
2. 推拉力计是否需要定期检修?是的,推拉力计作为一种精密仪器,需要定期进行维护和校准。
请按照推拉力计的说明书上的要求参考操作人员进行维修和校准工作。
六、总结本操作指导书介绍了推拉力计的操作步骤和注意事项。
在使用推拉力计时,操作者应注意力量的平稳施加和正确的姿势,以确保测量结果的准确性。
![数显推拉力计作业指导书[详细讲解].doc](https://uimg.taocdn.com/7e3ed2c22af90242a995e525.webp)
XXXX有限公司附:PEAK峰值记录测鼠结果数值归零吋保的动手把断开试样持松状态4图2拉力讣结构(0-500N)rAHh^LCD液晶屏数据线端口充电端口功能键警告标志禁拆标志测试杆如鬥!!3 cf __ \MOD E\ _ :◎推拉力计结构尺寸图:t PEAK XV3d 碗ooooo U.U.U.U.Q Ml 曲WkNHtfkgfLbf符号表示内容符号表示内容符号表示内容•:拉力PEAK峰值保持■圧力4ifi]电池容第N牛顿kgf公斤力Lbf磅力tf吨力kN千牛顿gf克力Error出错警告0丄超负荷PEAKd i “PEAK” 吠时・农示PEAK MODE (抓1R测试过理中的址火值)・不乩示II寸为TRACK MODE (抓城测试过程屮的瞬IWfff ).电池弃城符4 満搐时衣示电池和肚饱利.格数的多少大约衣示滞肚剧余多少半誥电池降到较低电压财・电池n£会闪烁. 蜂鸣器也会间/眄叫如继续便川至电IK不足ill,电源将|'|动关闭。
电池任充电过程中•电池容htlfi示搐会循环闪烁.克満后• ill 池样hWfi示格会停I上闪烁.满格咏O.L十测试荷狀趙过最大笛匝范1忖的105%・稣邸器会间放邮叫.此W.请从速解除所加之荷呱如柴蜂鸣器眄叫4;停.衣示灣认幼1i超过120%, ‘詁示卅I:会仃“O L"的肚以讥探不炊趙过处人荷航范IM・以免荷呎传悠器(LOAD CELL )损坏。
探十任开机时胖金皐示“O.L”荷号・若测试杆端耒黑加任何负倚,则衣水之首测试杆端受力趙过»k^H«LW・荷酝传蠻器(LOADCELL) C严改曼报・尤法恢丸到总来心・必须更换何血传悠器(LOADCELL )・呱薪检定讷送阿厂商修理.以保if仪器的测试裕度按键的操作1.ION/OFF I电源开/关键H H:任关机状态IJ按此fit时•电嫁打开.jftWiWLEDff t 灯点庇仪器杵先进入I'l检稈岸:W » V “AIPU”字符.再X示朋号观搐・礙麻詁示否他•仪器即进入H:•常測试状念. 於机:任开机状态匚触按此堆约:.网麻•电源会XHM・请按住此artfix机为止半如祈触按此键时."I羌闭和开JGLED柑比灯2.睡亟峰值键选ffMUIH的数KX不//A: Wkfrt詁示和W间値V示何按此ttt •次会血“PEAK”坠示诚“PEAK”消陈的切换试过程屮的就火测试他.请止“PEAK”住液I. V示K Hl詁示测试过W屮莎何«变化的瞬NVi (TRACK)时,请使“PEAK” ftW» l:ffl除•在MODE机能的设左财・此饥变成数他变换Z机能。
XXX有限公司SH 数显式推拉力计计操作规范文件编号 :版本/版次: A/0 页次:1/ 11.目的为保证使用者正确的操作,以达成仪器之正确使用维护。
提高仪器的使用寿命,特制定此规范。
2.数显推拉力计的用途:主要用于测量产品的推拉负荷测试、插拔力测试、破坏试验,并可结合各种机台和夹具组合成不同用途的小型试验机。
3.测试前准备3.1检查电源显示屏显示电量不足时需要充电,电源适配器插入220V/50HZ交流电3.2 安装测试头,选择适用的测试头。
4.数显推拉力计的操作方法:4.1打开电源(接通电源后,按ON/OFF开机)4.2清零:开机后待读数稳定后,按下置零键清零。
4.3选择测试模式:负荷实时跟踪模式值/峰值保持/峰值保持自动解除状态三种模式的选择,开机后的默认模式为负荷实时跟踪模式,屏幕上没有“PEAK”字样;按下“峰值”键,屏幕上显示“PEAK”字样,为峰值保持模式,仪器读取的数值时测试过程中测试杆承受的最大荷重值;在峰值保持状态下,按“置零”键是,屏幕读数清零。
再按下“峰值”键,屏幕上显示“AUTO PEAK”字样,为峰值自动解除状态,仪器在峰值保持设定的时间后自动清零,等待下一个峰值。
每按一次“峰值”键三种模式相互切换。
4.4选择计量单位:本机提供了三种计量单位:N、1bf和kgf.按下“单位”键切换测试力值的单位。
5.注意事项:1.不要超负荷使用2.不要使用尖头工具来安操作键3.本机用于测试推力或拉力,不要再测试杆弯曲或拧紧的方向用力4.请勿在水、油或其他液体溅到地方使用推拉力计,要将推拉力计存放在阴凉、干燥和没有震动的地方;5.请使用配套的充电器充电,否则会引起电路故障,甚至引起火灾;6.将AC充电器完全插入插座后再使用,插头松动可能会引起短路而导致电击或火灾;7.不要使用充电器额定电压以外的其它电源充电,否则可能会引起电击或火灾;8.请不要用湿手拔出或插入插头,否则可能导致触电;。
推拉力计校正作业指导书1. 引言推拉力计是一种常见的测力仪器,广泛应用于各个行业中。
为了确保推拉力计的准确性和可靠性,在使用之前和使用过程中进行定期校正是非常重要的。
本文档将提供推拉力计校正的详细步骤和指导,以确保校正的准确性和标准化。
2. 推拉力计校正的目的推拉力计校正的主要目的是确定仪器的测量误差并进行修正,以确保测量结果的正确性和可靠性。
校正的过程中还要验证推拉力计是否满足相关的准确性和精度要求,以及检查仪器的功能完整性。
3. 推拉力计校正流程3.1 准备工作在进行推拉力计校正之前,需要做好以下准备工作:- 校正设备和仪器的准备:包括校准质量、已校准的推拉力计等。
- 校正环境的准备:确保校正环境的稳定、无干扰和合适的温湿度条件。
- 标准测量和参考文件的准备:包括标准测力传感器、校正标准等。
3.2 开始校正3.2.1 校正前检查在开始校正之前,需要进行推拉力计的外观检查,确保没有机械损坏或其他问题。
同时,检查推拉力计的工作状态是否正常,例如开关、显示屏等是否正常工作。
3.2.2 校正参数设定根据推拉力计的型号和规格,设定相关的校正参数,如测量范围、分辨率、单位等。
确保设定合理,符合校正要求。
3.2.3 校正负载将推拉力计与校准负载连接,并施加标准化的校准负荷。
记录推拉力计显示的数值,并与校准负载的真实数值进行比较。
根据比较结果,调整推拉力计的零点和灵敏度。
3.2.4 校正结果记录校正过程中,需要详细记录每次校正的结果,包括校正负荷、推拉力计示值、校正前后的差异等。
同时,也要记录校正所用的校准仪器和校准方法。
校正记录的保存和管理,有助于后续的校正验证和追踪。
4. 推拉力计校正的注意事项4.1 校准设备的周期检验和维护定期对校准设备进行周期检验和维护,确保校准仪器的准确性和可靠性。
根据推拉力计的使用频率和环境条件,制定合理的检验和维护计划。
4.2 校正环境的控制推拉力计的校正过程需要在稳定、无干扰的环境中进行。
深圳市德诚旺科技有限公司文件编号DCW-QWI-QA-QC-002三级文件推拉计内部校准作业指导书版本:A/1 页码:1/11.0目的根据推拉力计在生产中的重要性,通过定期对推拉力计进行校准,保证其在使用过程中的准确性和有效性,使生产的产品能够达到客户要求的标准。
2.0 适用范围本规范适用于本公司各生产部门所使用的推拉力计的内部校准。
3.0职责3.1品质部:负责制作和修订《推拉力计内部校准作业规范》、《内部校准记录表》;对生产部门的设备管理人员提供技术指导和制定相应的流程。
生产部门安排相应的QC对内校进行跟踪,确保内校工作在规定的期限内完成,对内校结果的抽检、监督;定期检查该仪器以确定该设备是否在合格和有效范围内,禁止在生产过程中使用过期和没有经过校准的设备。
3.2 生产部:负责推拉力计的日常使用和维护保养,生产部门的设备管理人员(具有内校资格)根据《推拉力计内部校准作业规范》对本部门的推拉力计进行内校,每月月底将记录本部门在本月新购推拉力计校准数据的内校记录表上交到品质部,生产中的推拉力计则半年校准一次,并将记录校准情况的《推拉力计内部校准记录表》上交到工艺设备部,以便集中管理。
4.0 定义4.1标准砝码:具有外校合格数字证书,且在有效期内、完好的砝码。
5.0校准要求5.1 环境要求:室温(20℃-25℃),相对湿度:45%-75%RH条件下进行校准。
5.2内部校准周期:半年/次5.3 所需设备:标准砝码(10g/1kg),细线。
6.0 程序6.1 校准前准备工作6.1.1接触标准砝码需带手套,检查室内环境是否达到5.1要求,待校设备外观,按键,显示屏完好。
6.1.2将推拉力归零(如无法归零需记录差值)。
6.1.3用细线将标准砝码绑住(以便推拉力计直接勾住细线进行测量)。
6.2 校准步骤6.2.1用归零后的推拉力计勾住10g/1Kg的标准砝码分别测量3次,(测试后取下再测)分别取中间值作为测量值。
二、
操作1
2
3
44.14.24.3567文件编号XX-QPA-QA019制订日期2018/5/1文件版本A/01页 码第1页,共1页
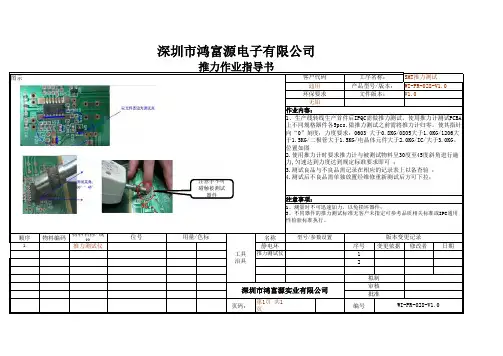
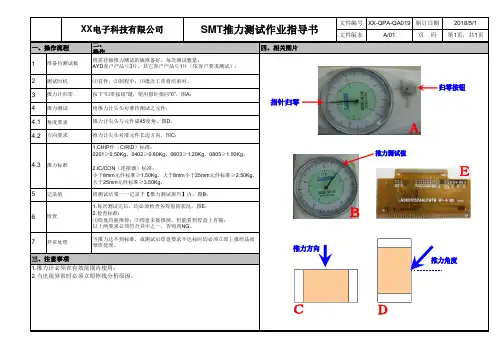
一、操作流程四、相关图片准备待测试板将需待做推力测试的板准备好,每次测试数量:AYD 客户产品≤3片,其它客户产品≤1片(依客户要求测试);测试时机⑴首件;⑵制程中;⑶批次工单将结束时。
按下“归零按钮”键,使用指针指向“0”,图A ;推力测试将推力计尖头对准待测试之元件;
角度要求推力计尖头与元件成45度角,图D ;
1.推力计必须在有效范围内使用;
2.当出现异常时必须立即停线分析原因。
XX 电子科技有限公司
检查 1.每次测试完后,均必须检查各焊盘的状况,图E ;
2.检查标准:
⑴焊盘均被推掉;⑵焊盘未被推掉,但能看到焊盘上有锡;以上两要求必须符合其中之一,否则判NG 。
异常处理
当推力达不到标准,或测试后焊盘要求不达标时均必须立即上报给品质领班处理。
三、注意事项
SMT 推力测试作业指导书方向要求
推力计尖头对准元件长边方向,图C ;
推力标准 1.CHIP 件(C\R\D )标准:
0201≥0.50Kg ,0402≥0.80Kg ,0603≥1.20Kg ,0805≥1.50Kg ;2.IC/CON (连接器)标准:
小于8mm 元件标准≥1.50Kg ,大于8mm 小于25mm 元件标准≥2.50Kg ,大于25mm 元件标准≥3.50Kg 。
记录值将测试结果一一记录于【推力测试报告】内,图B ;
推力计归零。
1.目的规范电动推拉力测试的操作步骤,有效的维护设备的使用寿命。
2.适用范围适用于精密电子部所有需做推拉力测试的产品。
3.权责IPQC 负责测试并记录。
4.电动推拉力机结构示意图:5.电动推力机的使用步骤5.1将PCB 板正面向前靠紧PCB 定位柱5.2 向右扭动PCB 固定座的锁紧旋钮将PCB 固定 5.3按推力计复位键使推力计表盘指针归零※ 修订履历 ※ 变更日期 变更版本变 更 内 容推拉力显示表推力计推力计复位健手动自动切换按键自动指示灯点动控制键电源开关调速器重复次数设定与显示 PCB 固定座推力测试头5.4打开电动推拉力计电源,将调速器调到较慢的状态,按动“手动自动切换按键”切换到点动状态(自动指示灯灭即为点动)5.5按住下降键:此时推力计开始均速下降,当推力测试头距离PCB 板3~5mm 时松开下降键观察测试头的凹槽是否与PCB 板边对齐,若没有对齐需左右扭动测试头进行调整。
确认对齐后再按住下降键,当推力计显示表指针达到所要求的推力时松开下降键;5.6读取推力计表盘上的值,表盘上的值也就是推力测试结果; 5.7按住点动操作的上升键使推力测试头与PCB 板分离; 5.8向左扭动PCB 固定座的锁紧旋钮将PCB 取下;5.1测透镜时将PCB 板正面(贴片面)向前(箭头方向)靠紧定位柱5.2.向右扭动(箭头方向)此旋钮将PCB 固定5.3按推力计复位键5.3推力计表盘指针归零,若按复位键后表针不在零位可转动表盘使之归零5.4自动指示灯灭 5.4按动“手动自动切换按键”切换到点动状态5.5按住下降键5.5推力测试头(可左右扭动)5.5推力头凹槽 5.5 PCB 板边6.推力标准6.1连接器推拉力6KG 以上,LED 推拉力6KG 以上,透镜推拉力9KG 以上; 6.2若客户有指定要求以客户要求为标准;5.6读取推力计表盘上的值5.7按住点动操作的上升键5.8向左扭动(箭头方向)PCB 固定座的锁紧旋钮。
推拉力計作業標準1.儀器名稱推拉力計2.儀器型式AEF-20型推拉力計3.儀器名稱代號4.適用範圍適用于本司推拉力計之操作,校正,保養。
5.具體操作步驟5.1推拉力計構造5.2具體使用步驟5.2.1首先根據需要裝上相應的測試接頭,如測拉力則使用如上圖所示左邊拉頭,測試推力則用右邊邊推力頭或根據需要選用盒內之接頭。
5.2.2裝好相應的接頭後歸零檢查,觀察表盤批針是否指在0刻度處,如無則擰動表盤使表盤指針指在0刻度處。
5.3推拉力計讀數方法:5.3.1最小讀數為200g即每一小格值為200g。
5.3.2刻度之讀法如上圖指針指于第十三格上則讀數為:13X200g=2600g=2.6kg,讀數完畢按下復位鍵復位,表盤指針自動回復到0刻度處,可繼續進行下一個產品測試。
5.4測試方法拉力測試拉力方向如圖所示雙手緊握拉力計後,然後向後拉,直至所測端子片拉脫為止,觀察表盤指針所指刻度即為所測之拉力值。
握手方向如圖所示用手緊握推壓力計後,用力向前推,直至推到目的地為止,觀察表盤指針所指刻度即為所測之推力值。
讀數完畢按下復位鍵復位,表盤指針自動回復到0刻度處,可繼續進行下一個產品測試。
6.注意事項6.1細心擦試干淨表面之臟污,灰塵等。
6.2應避免拉力計的碰撞,及跌撞。
6.3避免推拉力計在沖擊,振動的環境中使用。
7.4保管時,必須將連接頭取下,并加上防鏽油。
7校正7.1每半年校正一次。
7.2取自校方式,如有必要時視情況可送外校。
7.3由取得校正資格人員來執行。
7.4本司執行綜合精度校正,即以法碼校正。
7.5檢查表盤,各按鍵等是否有損壞,功能是否失效等。
7.6校正點8.保養8.1每月保養作業必須執行一次。
8.2校正記錄記錄于“儀器愎歷卡”并呈報上級主管。
8.3校正完成出具“儀器校正證明卡“,由儀器負責人保管,并隨時能識別該儀器是否已經完成校驗。
8.4目視檢查各部,油污,涂裝均應擦拭干淨,及各功能按鍵是否工作正常等。
8.5主要保養項目依序如“儀器保養卡“之項目進行保養并記錄,與本儀器無關項目,可不必填寫。
检测试设备作业指导书
QR76-3-2
设备编号:4 设备名称:推拉力计保管部门:品管科
使用、保管规定:
1 目的
提供推拉力计的正确使用和维护方法。
2 范围
适合用於本公司的NK-50\NK-90指针式推拉力计的操作及维护保养。
3 各部分的名称及说明
3.1 推拉力计的各部分名称及说明,如图:
4 操作程序
4.1 仪器的“PUSH”方向为推力方向,“PULL”方向为拉力方向。
仪表外圈刻度单位为“N”,内圈刻度单位为“KG”。
4.2 按照测试需要,将推或拉力测试所需的配件装好,检查指针为归零状态,如指针未指向“0”刻度,可通过转动刻度盘将仪表的指针归零。
4.3 根据测试需要,可选择峰值保持功能(记忆功能)。
将PEAK按钮旋到“PEAK”处时,则为记忆状态(即指针会指在所施力的最大力度的数值上),按一下“PEAK”按钮,指针会回到非记忆状态。
将其旋到“TRACK”处时,则施力的力度为非记忆状态。
施力时,施力方向应与推/拉力轴成一条直线,读数时应正面平视表盘刻度进行读数。
. .。
推拉力测试作业指导书+推力标准NO 元件名称检测方式图片试验仪器测试方法推力标准(Kgf )1CHIP0402推力推力计1、消除阻碍0402元器件边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角进行推力试验;3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥0.60Kgf判合格。
0.602CHIP0603推力推力计1、消除阻碍0603元器件边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角进行推力试验;3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥1.00Kgf判合格。
1.003CHIP0805推力推力计1、消除阻碍0805元器件边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角进行推力试验;3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥1.50Kgf判合格。
1.504CHIP1206推力推力计1、消除阻碍1206元器件边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角进行推力试验;3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥2.50Kgf判合格。
2.505四脚 IC 推力推力计1、消除阻碍四脚IC边缘的其它元器件2、选用推力计,将仪器归零,≤30度角进行推力试验;3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥3.00Kgf判合格。
3.006五脚 IC 推力推力计1、消除阻碍5脚 IC元器件边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角进行推力试验;3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥3.50Kgf判合格。
3.507六脚 IC 推力推力计1、消除阻碍6脚 IC元器件边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角进行推力试验;3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥3.50Kgf判合格。
3.508八脚 IC 推力推力计1、消除阻碍八脚IC边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角进行推力试验;3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥4.00Kgf判合格。
審核
發行日期:2009.09.24 制表:
ID CODE:V-28-030-0001-01-A 推力計(儀器型號:NK-100,機器廠商:AOGU)標示點 SMT零件推力測試作業指導書
作業別:推力測試 REV:00
(一)工具
固定治具
(二)設備
4.取一片已過烤箱冷卻的待測試機種之PWB;
5.按零件類型及規格選擇待測試點標示 在PWB上;(四).作業前准備事項
1.檢查確認測試儀是否在校正期內;
2.確認測試儀能正常工作;
3.推力計指針歸零;
2.調整推力計指針歸零;
3.推力計平頭水平對準零件橫截面中心點;7.測試推力後的PWB板交給 SMT修護人員加膠補件, 然後重新過
回流爐 .
5.選擇不同的零件進行推力測試每次至少5個零件,并將推力結
果記錄於<SMT紅膠推力測試記錄表>;
布在PWB內;將此不良現象反饋SMT工程師做原因分析及改善,并對庫存品
WIP進行處理
4.推力計推SMT零件, 肉眼看推力器指針零件被推離PWB板時指針指示的位置為其附著性推力值;
(五).作業中注意事項
(七) 作業后注意事項6.測試點要求分別選擇PWB四角和中間的5個區域位置Melf類件,CHIP
(R&C)類零件,晶體類零件等不同規格的零件,且零件種類均勻分 6.測試完成後,QC在該PWB板背面余邊位置蓋QC章;
2.發現不良時立即回饋相關單位處理;
(入)自主檢查
1.測試所得的數據需與O/I中規格值做比較,並做記錄;
(六)作業步驟1.按PWB寬度調整治具夾緊;1.待PWB冷卻至常溫後方可做推力測試;
(三)推力規格值
0805: 1.5Kg 1206: 2.0Kg 0603: 1.2Kg
Melf: 1.5Kg Sot23: 2.0Kg VR: 2.0Kg
其它零件: 2.0Kg
1.測試儀需輕放歸位;
2.測試OK後達到標準值以上, 則判定允收 ;若達不到標準值則四角和中間的5個區域位置上
2.推力計平頭水平對準零件橫截面中心點;
3.測試時需戴靜電環及靜電手套以防測試時戳傷;
4.每機台每機種每2小時測試一次推力(Sample:1片),對該PWB。